


Proces opracowany przez producenta maszyn narzędziowych NILES-SIMMONS z Chemnitz oraz producenta narzędzi MAPAL do kompleksowej obróbki obudów statorów silników elektrycznych w pojazdach wszedł do produkcji seryjnej. Firmy dostawcze i producenci OEM wytwarzają teraz w ten sposób wysokoefektywne komponenty przeznaczone do napędów pojazdów elektrycznych z akumulatorami oraz modeli hybrydowych dużych producentów samochodów.

Obaj producenci zademonstrowali niedawno w projekcie rozwojowym, że na obrabiarkach typu Pick-Up możliwa jest bardzo ekonomiczna i wysokoprecyzyjna produkcja obudów statorów. Cienkościenne elementy aluminiowe są potrzebne do napędu w pojazdach elektrycznych. Z zewnątrz mają żebra do obiegu chłodzenia i są montowane w większych obudowach silników.
Podczas rozwoju w NILES-SIMMONS nadal używano przerobionej modułowej tokarki, teraz na rynek trafiła maszyna zaprojektowana specjalnie do produkcji statorów.
Podstawą rozwoju było pionowe centrum obróbcze marki RASOMA, które, podobnie jak NILES-SIMMONS, jest marką grupy NSH (NILES-SIMMONS-HEGENSCHEIDT GmbH). Obie marki są wspólnie zorganizowane w spółce zależnej grupy NSH TECHNOLOGY i wspólnie prowadziły rozwój. Nazwa RASOMA DZS 400-2 wskazuje, że działa z dwiema wrzecionami roboczymi.
Maszyna została wyposażona po bokach w strefę odbioru surowców oraz strefę zrzutu gotowych części, co umożliwia jej zastosowanie w produkcji seryjnej. Załadunek i rozładunek elementów odbywa się za pomocą taśm transportowych. Przy ręcznym załadunku można wykorzystać automatyzację do stworzenia bufora od dziesięciu do dwudziestu elementów. Dzięki temu operator ma możliwość obsługi kilku maszyn jednocześnie, podczas gdy może zajmować się innymi procesami towarzyszącymi produkcji.
„W ten sposób standardowo zrealizowaliśmy najprostsze zautomatyzowanie, do którego nie są potrzebne roboty ani osłony przy maszynie. Operator może bezpośrednio umieścić części na taśmie paletowej“, wyjaśnia Thomas Lötzsch, menedżer sprzedaży w NSH TECHNOLOGY. Opcjonalnie możliwe jest w pełni zautomatyzowane załadunek i rozładunek detali z kilku maszyn za pomocą centralnego systemu transportowego. Maszyna łatwo integruje się w istniejące środowisko produkcyjne, co jest wspierane przez stosunkowo kompaktowe wymiary 7,50 x 2,60 m.
Podstawą projektowania RASOMA DZS 400-2 była współpraca z LTH Castings, partnerem z długoletnim doświadczeniem w dziedzinie odlewania i specjalistą w obróbce skomplikowanych, wysokiej jakości i cienkościennych komponentów z odlewanego aluminium. Projekt uwzględniał bezpośrednio doświadczenia praktyczne i wymagania użytkowników.
Kompleksowe przetwarzanie w dwóch mocowaniach

Między pickupem a dropdownem odbywa się kompleksowa obróbka elementów na maszynie pionowej w dwóch mocowaniach. Z góry narzędzie mocujące najpierw chwyta detal i przemieszcza go kolejno do różnych stacji obróbczych w maszynie. Na stacji przestawiania w obszarze roboczym detal jest obracany o 180 stopni i przejmowany przez drugą wrzeciono detalu do obróbki końcowej. Podczas drugiego mocowania równolegle w pierwszym mocowaniu rozpoczyna się obróbka następnego elementu.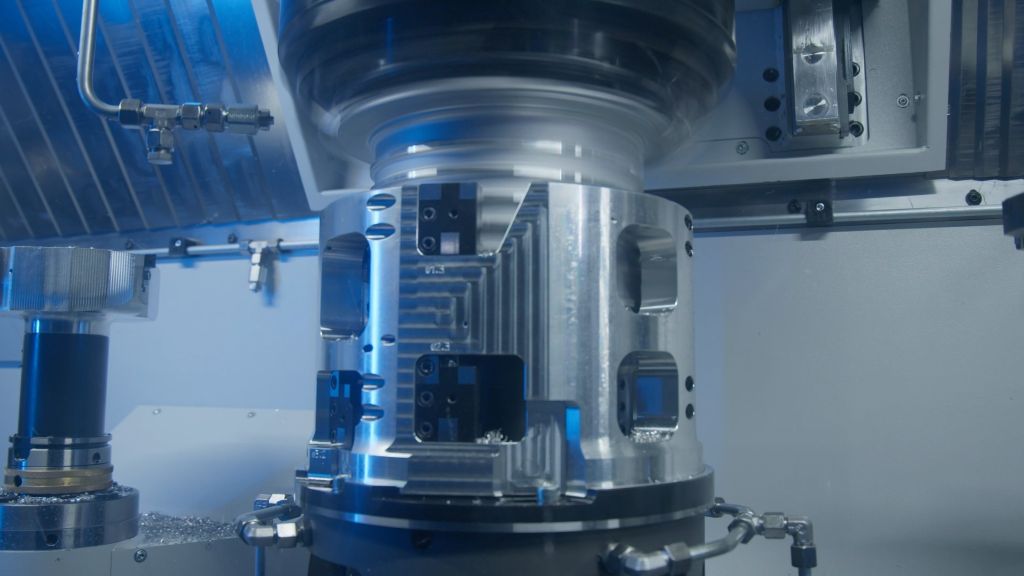
Jak na transferowej linii w małym formacie, etapy obróbcze są ze sobą połączone. Proces zaczyna się od wstępnego skrawania różnych średnic wewnętrznych elementu. Narzędzie pozostaje nieruchome, a obrabiany przedmiot się obraca. „Obróbka skrawaniem za pomocą narzędzia wierteł ISO z czterema ostrzami na wrzecionie HSK-A 100 wymaga w porównaniu do tradycyjnego toczenia z jednym ostrzem tylko jednej czwartej czasu głównego”, mówi André Ranke, kierownik sprzedaży w MAPAL.
Bardzo efektywny jest również następny krok obróbczy, w którym wirujące obudowy statora są jednocześnie obrabiane wewnątrz i na zewnątrz za pomocą czterech ostrzy. Narzędzie wewnętrzne również się obraca. Różnica prędkości obrotowej narzędzia w stosunku do prędkości obrotowej detalu generuje prędkość skrawania na wewnętrznych ostrzach. Narzędzie zewnętrzne w kształcie dzwonu pozostaje nieruchome. W celu obróbki element jest wprowadzany w szczelinę między narzędziem wewnętrznym a zewnętrznym. Ta opatentowana metoda redukuje siły działające na uchwyt. Aby precyzyjnie obrabiać cienkościenne elementy, można zrezygnować z kosztownego uchwytu detalu z tłumieniem drgań. „Podczas projektowania narzędzi szczególną uwagę zwrócono na dużą objętość wiórów i duże siły, które występują, ponieważ nietypowo obrabiane są jednocześnie średnice wewnętrzna i zewnętrzna” - wyjaśnia Michael Kucher, menedżer ds. komponentów E-Mobility w MAPAL.
Podczas obróbki końcowej napędzane jest tylko narzędzie do wiercenia precyzyjnego, podczas gdy element pozostaje nieruchomy. W ten sposób zapobiega się powstawaniu nierównowag w materiale spowodowanych nieregularnymi kształtami detali, co mogłoby mieć negatywny wpływ. Następnie detal jest przestawiany w maszynie, a obrabiany jest zewnętrzny obszar, który wcześniej był mocowany w strefie kołnierza. Stacja mocująca może być przy tym wykorzystana jeszcze do innego celu:
Element obrabiany jest tutaj przed precyzyjnym wierceniem odkładany w celu odprężenia materiału. Maszyna posiada dodatkowo dwie rewolwery narzędziowe do narzędzi napędzanych, które wykonują dalsze obróbki zgodnie z wymaganiami elementu.
Szybszy i stabilniejszy niż oczekiwano
„Podsumowując, RASOMA DZS 400-2 łączy najlepsze cechy dwóch światów, a mianowicie szybkość obróbki w celu wstępnego przetwarzania wewnętrznego i zewnętrznego konturu z precyzją wiercenia wykończeniowego dla obróbki wewnętrznego konturu“, komentuje Daniel Pilz, kierownik projektu w NSH TECHNOLOGY. Producent maszyn narzędziowych oraz MAPAL wnieśli swoje kluczowe kompetencje do tego kompleksowego rozwiązania. Dzięki serializacji maszyny, technologii narzędziowej i procesu, dobre wyniki prototypu zostały jeszcze bardziej poprawione. Osiągnięta stabilność procesu przewyższyła oczekiwania, dlatego planowana prędkość skrawania 700 m/min mogła zostać jeszcze zwiększona. „Doświadczenia, które NILES-SIMMONS wnosi z różnorodności technologii, mają pozytywny wpływ na ogólną stabilność technologii narzędziowej i maszyny w tej obróbce aluminium“, wyjaśnia Michael Kucher, menedżer komponentów E-Mobility w MAPAL.
RASOMA DZS 400-2 osiąga znacznie krótszy czas od wióra do wióra niż centrum obróbcze frezarskie. Wynika to z faktu, że wszystkie narzędzia są już w strefie roboczej i są wprowadzane w pozycję roboczą jedynie poprzez ruch obrotowy tarczy rewolwerowej. Dzięki temu eliminowane są wszelkie zmiany narzędzi, co znacząco redukuje czasy przestoju. W badaniach z zastosowaną technologią już oczekiwano redukcji czasu cyklu o 50 procent w porównaniu do standardowej obróbki tokarskiej.
Zwiększenie prędkości skrawania do 1000 m/min przy użyciu optymalnie dobranych materiałów skrawających oraz optymalizacja czasów pomocniczych przyniosło oszczędność czasu wynoszącą dodatkowe 20 procent.
Proces przebiega na tyle stabilnie, że losowe pobieranie próbek do zapewnienia jakości jest wystarczające. Na początku mierzone były wszystkie wyprodukowane elementy, teraz zalecenie dotyczy jedynie jednego elementu na warstwę. Daniel Pilz potwierdza, że to więcej niż wystarczające, podając liczby: „RASOMA DZS 400-2 z narzędziami specjalnymi od MAPAL osiąga wskaźnik zdolności procesu powyżej 1,67 dla krytycznych cech, takich jak kształt cylindra, średnica i koncentryczność, spełniając tym samym przemysłowe wymagania.” Klienci, u których maszyna jest już w użyciu, osiągają w trybie trzyzmianowym roczną produkcję do 180 000 wyprodukowanych elementów.
Sukces w produkcji masowej

Do pierwszych użytkowników procesu seryjnego produkcji statorów na RASOMA DZS 400-2 należy LTH Castings w Słowenii. Ta tradycyjna firma odlewnicza dysponuje ponad 100 komorami odlewniczymi i obrabia surowe części na ponad 250 centrach obróbczych CNC. W sumie w sześciu lokalizacjach pracuje około 3 800 pracowników. Dr Primož Ogrinec, CTO LTH Castings: „Dzięki naszym rozwiązaniom All-in-One, od projektu po produkcję seryjną, jesteśmy ważnym strategicznym partnerem przemysłu motoryzacyjnego.
Do naszego zakresu komponentów należą elementy do skrzyń biegów, silników dla pojazdów elektrycznych i hybrydowych, systemów kierowniczych i hamulcowych. Maszyny RASOMA DZS 400-2 są załadowywane i rozładowywane w nowoczesnej produkcji z wykorzystaniem robotów.
Jak większość dostawców motoryzacyjnych, LTH Castings produkuje komponenty dla różnych modeli pojazdów. Przy produkcji obudów statorów elastyczność RASOMA DZS 400-2 jest pomocna, ponieważ wymaga jedynie przestawienia narzędzi i uchwytów. „Za pomocą jednego systemu i zastosowania nowego procesu opracowano optymalne rozwiązanie specyficzne dla producenta zarówno pod względem ilości, jak i jakości, które osiągnęło gotowość do produkcji seryjnej”, wyjaśnia André Ranke. Produkcja obudów statorów jest możliwa do średnicy 500 mm i długości elementu 500 mm.
„Na RASOMA DZS 400-2 można wytwarzać wszystkie obudowy, które dotychczas widzieliśmy, a widzieliśmy ich już bardzo wiele“, zapewnia Thomas Lötzsch. Przy tym zespół projektowy również doświadczył niespodzianki, gdy dla projektu obudowy dużego producenta samochodów zażądano wycięcia na wewnętrznej stronie elementu. Wzorcowy element od MAPAL, który został specjalnie zaprojektowany i wyprodukowany dla potrzeb procesu, nie miał tej trudności. Jednak MAPAL szybko znalazł wspólne rozwiązanie wraz ze specjalistami z grupy NSH: zamiast sprawdzonego w praktyce narzędzia do precyzyjnego wiercenia, zastosowano wysoko precyzyjne narzędzie do regulacji z czterema suwakami z portfolio produktów MAPAL, które generuje pożądaną wewnętrzną konturę. Po stronie maszyny w ciągu kilku dni zaprojektowano interfejs dostosowany do MAPAL, który już przy bieżącym zleceniu osiągnął gotowość do seryjnej produkcji. Dzięki ściśle powiązanej konstrukcji rozwojowej obie firmy są w stanie szybko reagować na nowo opracowane kontury.
Nowa miara dla niskich kosztów na część

RASOMA DZS 400-2 z technologią narzędziową MAPAL zyskała uznanie w produkcji seryjnej i rozwiązuje problemy jakościowe, które występują w tradycyjnych maszynach tokarsko-frezarskich i poziomych liniach transferowych. Thomas Lötzsch zna przypadki, w których wymagane tolerancje kształtu i położenia nie były osiągane w sposób procesowo pewny, a zamiast tego produkowano odpady – nawet do 50 procent.
Gdzie jakość była odpowiednia, czasy cyklu pozostawiały wiele do życzenia, co powodowało wyższe koszty detali. Brakowało ustalonego procesu produkcji komponentów.
Ponieważ wśród dostawców motoryzacyjnych toczy się ostra walka cenowa, przy opracowywaniu RASOMA DZS 400-2 od samego początku priorytetem były jak najniższe koszty jednostkowe. Cel ten osiągnięto dzięki połączeniu wysokiej dostępności maszyny, krótkich czasów cyklu, jakości obrabianych elementów oraz niezawodnej produkcji. Zgodnie z aktualnymi obliczeniami, dzięki temu można osiągnąć szczególnie korzystne koszty na część w obróbce skrawaniem, w tym koszty narzędzi.
Kontakt:


