


Die Beschaffungslage bei Wolfram mit einer eingeschränkten Verfügbarkeit des Materials bei gleichzeitig exorbitant steigenden Preisen stellt die Industrie vor große Herausforderungen. ISCAR begegnet dieser Situation mit innovativen Zerspanungswerkzeugen, eigener Hartmetallproduktion und einer klaren Rohstoffstrategie.
Die steigende Nachfrage der Zerspanungsindustrie – dem weltweit größten Abnehmer von Wolfram – trifft auf ein begrenztes Angebot. Zusätzlich wächst der Bedarf am zunehmend als strategisch eingestuften Rohstoff aus der globalen Sicherheitsindustrie, der Halbleiterfertigung sowie der Energietechnik.

Genau hier zeigt sich der Vorteil und die Stärke von ISCAR: Die Entwicklung innovativer Werkzeuge mit geringem Hartmetallanteil pro Schneide und einer weitgehenden Unabhängigkeit bei der Hartmetallherstellung. „Innovation und Wertschöpfung aus einer Hand sind für uns entscheidend“, bringt es Gerhard Bonfert, CTO von ISCAR Germany, auf den Punkt. „Dank einer eigenen Hartmetallproduktion sind wir unabhängig von externen Lieferanten und können unsere gesamte Wertschöpfungskette selbst steuern.“
Diese vertikale Integration verschafft dem Unternehmen eine besondere Position im Markt und bietet drei entscheidende Vorteile: „Wir haben die volle Kontrolle bei Priorisierung, Zusammensetzung und Qualität des Hartmetallpulvers, können konsequent nach unseren hohen Produktionsstandards fertigen und die Versorgungssicherheit unserer Kunden sicherstellen“, zählt er auf.

ISCAR stützt seine Rohstoffstrategie auf drei zentrale Säulen: die vorausschauende Bevorratung, technologische Führung und Recycling als Rohstoffquelle. „Noch wichtiger sind aber unsere innovativen Werkzeugkonzepte fürs Bohren, Fräsen, Drehen und Stechen, die unseren Kunden maximale Produktivitätsvorteile bei einem minimalen Rohstoffeinsatz bieten“, sagt der CTO.
Statt auf Vollhartmetall-(VHM)-Lösungen setzt ISCAR schon seit vielen Jahren konsequent vermehrt auf Systeme mit austauschbaren Schneidköpfen, optimierten Wendeschneidplatten und einer größeren Anzahl an Schneiden.
Mit Köpfchen: Wechselkopfsysteme ersetzen Vollhartmetall
„Mit Vollhartmetall-Werkzeugen zu fertigen, wird zunehmend schwierig. Darum bieten wir unseren Kunden schon seit vielen Jahren kosteneffiziente Lösungen mit Werkzeugen, die weniger Hartmetall benötigen“, führt Gerhard Bonfert aus.
Dazu gehören zum Beispiel die MULTIMASTER-Fräser, die schon seit mehr als 25 Jahren auf dem Markt sind. Die breite Palette an Ausführungen macht sie zur bewährten Lösung fürs Schlichten und Schruppen aller Werkstoffe.
„Da der Anwender nur den Fräskopf tauschen muss, ist er hochflexibel bei seinen Aufgaben und spart zugleich sehr viel Hartmetall ein“, sagt Bonfert. „So ein MULTIMASTER-Fräser wiegt nur wenige Gramm, bringt aber volle Leistung und arbeitet sehr effizient.“
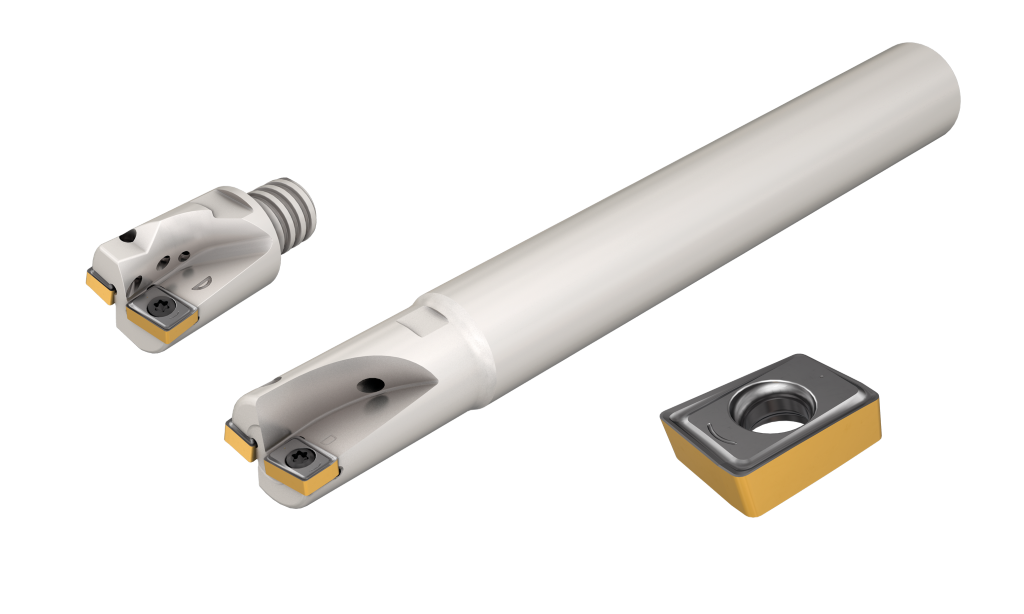
ISCARs neueste Entwicklung ist ein MULTIMASTER-Wechselkopf zum Hochvorschubfräsen, mit sechs Schneiden in Durchmessern von fünf bis 25 Millimetern. Dieser verbindet maximale Effizienz und Prozesssicherheit mit extrem hohen Vorschubgeschwindigkeiten. Sein kurzer und stabiler Aufbau verhindert Vibrationen und ermöglicht sehr hohe Abspanraten beim Schruppen.
Bereits 1998 entwickelt ISCAR Bohrer mit auswechselbaren Köpfen und hat inzwischen mit den SUMOCHAM- und den QUICK3CHAM-Bohrer-Familien Zwei- und Dreischneider im Portfolio. Diese bieten hohe Effizienz, Präzision und Flexibilität in der Metallbearbeitung. Statt des ganzen Werkzeugs müssen Anwender beim Schneidentausch nur den kleinen Hartmetall-Kopf wechseln. „Das reduziert den Hartmetall-Verbrauch, senkt die Werkzeugkosten, ist bedienerfreundlich und minimiert die Stillstandzeiten“, sagt der CTO. Dank steter Weiterentwicklung der Serien stellt ISCAR regelmäßig neue Bohrkopfgeometrien vor:
Mit dem F3B-Bohrkopf aus der LOGIQUICK-Kampagne können Anwender mit dem QUICK3CHAM jetzt auch exzentrisch angebrachte, vorhandene Löcher prozesssicher aufbohren. Speziell für die Stahlträgerbearbeitung sind die neuen IHP-BD-Bohrköpfe des SUMOCHAM-Wechselkopfsystems ausgelegt.
Sinnvoll schrumpfen: Aus groß mach klein
„Auch bei unseren Werkzeugen mit Wendeschneidplatten (WSP) haben wir in den vergangenen Jahren rohstoffsparende Varianten entwickelt“, sagt Gerhard Bonfert. „Unsere neuesten Entwicklungen beinhalten viele kleinere Wendeschneidplatten als Varianten bewährter Systeme, etwa bei HELI3MILL, NANMILL, SUMOMILL und FLASHTURN.“
ISCAR hat die rohstoffsparende WSP-Technologie sogar in die Miniaturbearbeitung übertragen. Der PICCOINDEX mit Durchmessern von 4,5 bis sechs Millimetern ist vielseitig einsetzbar, die winzigen ISO-WSP eignen sich beispielsweise zum Schruppen und Schlichten von Kleinbauteilen.
Beim QUICKDMILL geht ISCAR einen weiteren innovativen Weg und stattet die WSP mit zwei unterschiedlichen Geometrien aus. „Seine Flexibilität macht den QUICKDMILL zum Schweizer Taschenmesser des Fräsens“, sagt Gerhard Bonfert. Anwender können mit dem Kombi-Werkzeug nicht nur effizient Taschen einbringen, tauch-, schulter- und nutfräsen, sondern auch Bohrungen mit flachem Grund setzen, aufbohren und senken.“
Viel hilft viel: Mehr Schneiden pro Schneideinsatz

„Wir haben aber nicht nur Wendeschneidplatten verkleinert, sondern Schneideinsätze auch mit möglichst vielen Schneiden ausgestattet, um das meiste aus dem eingesetzten Hartmetall herauszuholen. Anwender profitieren direkt von niedrigeren Werkzeugkosten und einer höheren Produktivität“, erklärt der CTO. „Etwa bei der LOGIQ4TURN, der LOGIQ8TANG, beim NEODO 690, bei QUICKTURN und der LOGIQ6TURN.“
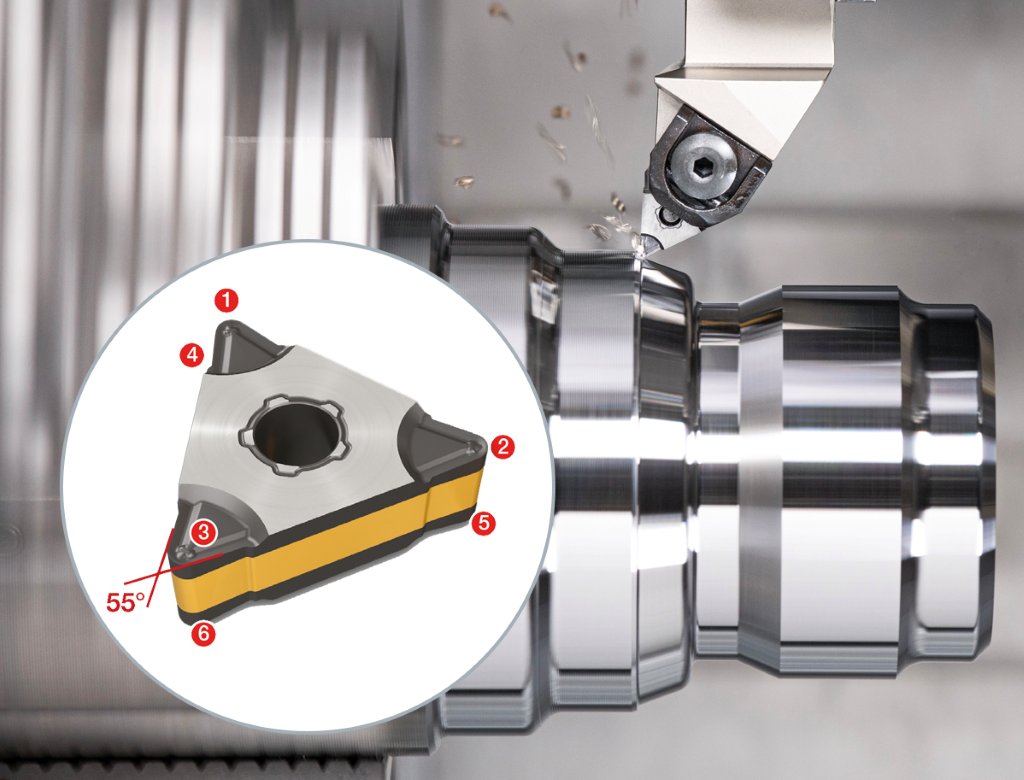
Die dreieckige LOGIQ6TURN-WSP ist mit sechs 55-Grad-Schneiden für das Schruppen und Schlichten bis zu einer Schnitttiefe von maximal drei Millimetern ausgestattet. Das spezielle Design mit optimierten Spanbrechern und stabiler Klemmung erlaubt einen weichen Schnitt, verringert die auftretenden Kräfte, sorgt für einen sehr guten Spanbruch und für hervorragende Oberflächengüten.
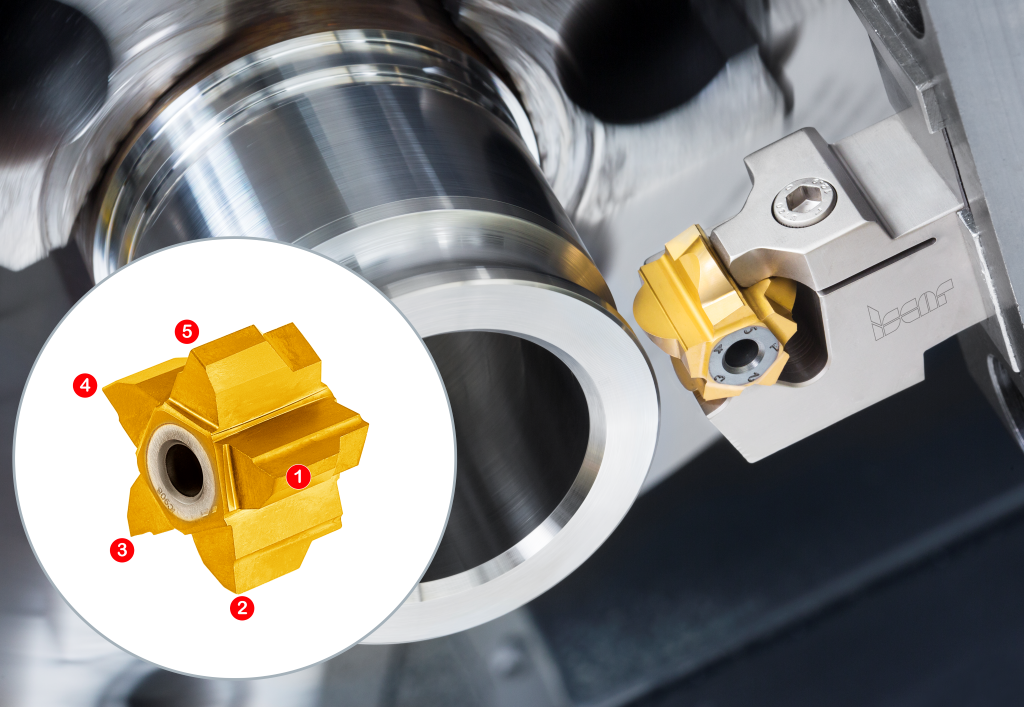
Fürs Ab- und Einstechen hat ISCAR die PENTACUT- und QUICKPENTA-Einsätze im Programm. Anwender profitieren nicht nur von den fünf Schneiden, sondern reduzieren damit auch die Stillstandzeiten beim Schneidenwechsel. Der Werker an der Maschine muss den Einsatz nur weiterdrehen und kann ohne erneutes Einmessen sofort weiterarbeiten. „In Hinsicht auf Rohstoffeinsparungen ist besonders die PENTA 27 ganz vorn dabei“, unterstreicht Gerhard Bonfert. „Die Platte ist bis zu 20 Millimeter breit und ersetzt praktisch fünf der großformatigen Einzelschneiden. Das ist eine ganze Menge Hartmetall.“
Kontakt:


