


Ситуація з постачанням вольфраму з обмеженою доступністю матеріалу при одночасно екстраординарно зростаючих цінах ставить промисловість перед великими викликами. ISCAR реагує на цю ситуацію інноваційними інструментами для обробки, власним виробництвом твердих сплавів та чіткою стратегією щодо сировини.
Зростаючий попит з боку індустрії обробки металів – найбільшого у світі споживача вольфраму – стикається з обмеженою пропозицією. Додатково зростає потреба в цьому все більше стратегічно оцінюваному сировині з глобальної безпекової індустрії, виробництва напівпровідників та енергетичної техніки.
Саме тут проявляється перевага та сила ISCAR: розробка інноваційних інструментів з низьким вмістом твердого сплаву на різець та значною незалежністю у виробництві твердого сплаву. «Інновації та створення вартості з одних рук є для нас вирішальними», - підкреслює Герхард Бонфер, технічний директор ISCAR Germany. «Завдяки власному виробництву твердого сплаву ми незалежні від зовнішніх постачальників і можемо самостійно керувати всім ланцюгом створення вартості».
Ця вертикальна інтеграція надає компанії особливу позицію на ринку та пропонує три вирішальні переваги: «Ми маємо повний контроль над пріоритизацією, складом та якістю твердосплавного порошку, можемо послідовно виробляти відповідно до наших високих стандартів виробництва та забезпечувати надійність постачання для наших клієнтів», - зазначає він.
ISCAR підтримує свою стратегію сировини на трьох основних стовпах: проактивне забезпечення запасів, технологічне лідерство та переробка як джерело сировини. „Ще важливішими є наші інноваційні концепції інструментів для свердління, фрезерування, токарної обробки та різання, які забезпечують нашим клієнтам максимальні переваги продуктивності при мінімальному використанні сировини“, - говорить технічний директор.
Замість рішень з повного твердого сплаву (VHM) компанія ISCAR вже багато років послідовно зосереджується на системах з змінними різальними головками, оптимізованими змінними різцями та більшою кількістю різальних країв.
З розумом: змінні головки замінюють цільний твердий сплав
„Виготовлення з використанням твердосплавних інструментів стає все більш складним. Тому ми вже багато років пропонуємо нашим клієнтам економічно ефективні рішення з інструментами, які потребують менше твердого сплаву“, - пояснює Герхард Бонферд.
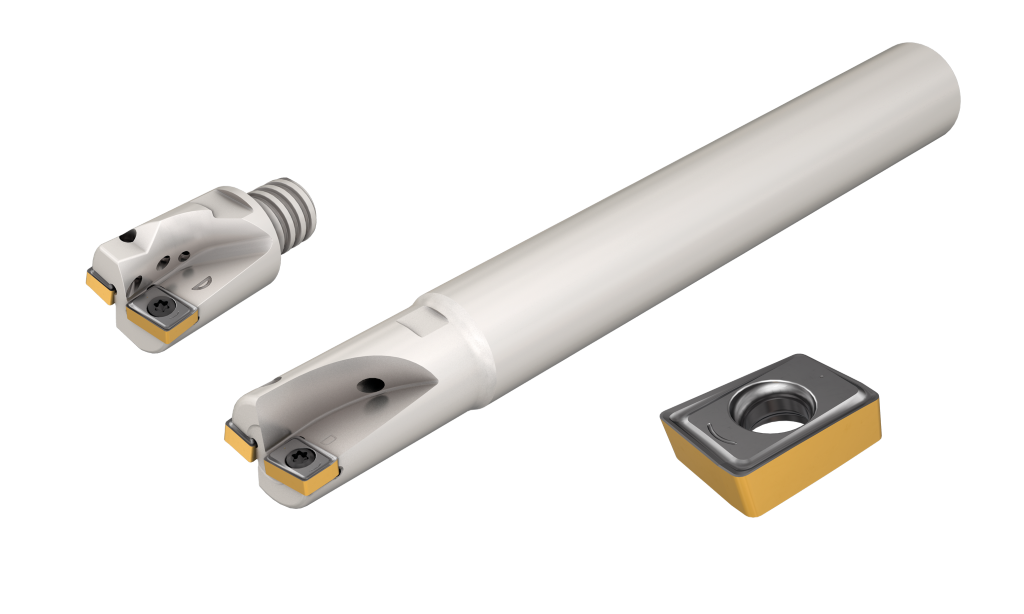
До них належать, наприклад, фрези MULTIMASTER, які вже більше 25 років на ринку. Широкий асортимент виконань робить їх перевіреним рішенням для фінішної обробки та грубого оброблення всіх матеріалів.
„Оскільки користувачеві потрібно лише замінити фрезу, він має високу гнучкість у своїх завданнях і одночасно економить багато твердого сплаву“, - говорить Бонфер. „Такий фрезер MULTIMASTER важить лише кілька грамів, але забезпечує повну потужність і працює дуже ефективно.“
Найновішою розробкою ISCAR є MULTIMASTER змінна головка для фрезерування з високими подачами, з шістьма різцями діаметром від п'яти до двадцяти п'яти міліметрів. Вона поєднує максимальну ефективність і процесну безпеку з надзвичайно високими швидкостями подачі. Її коротка та стабільна конструкція запобігає вібраціям і дозволяє досягати дуже високих швидкостей зняття стружки під час грубого оброблення.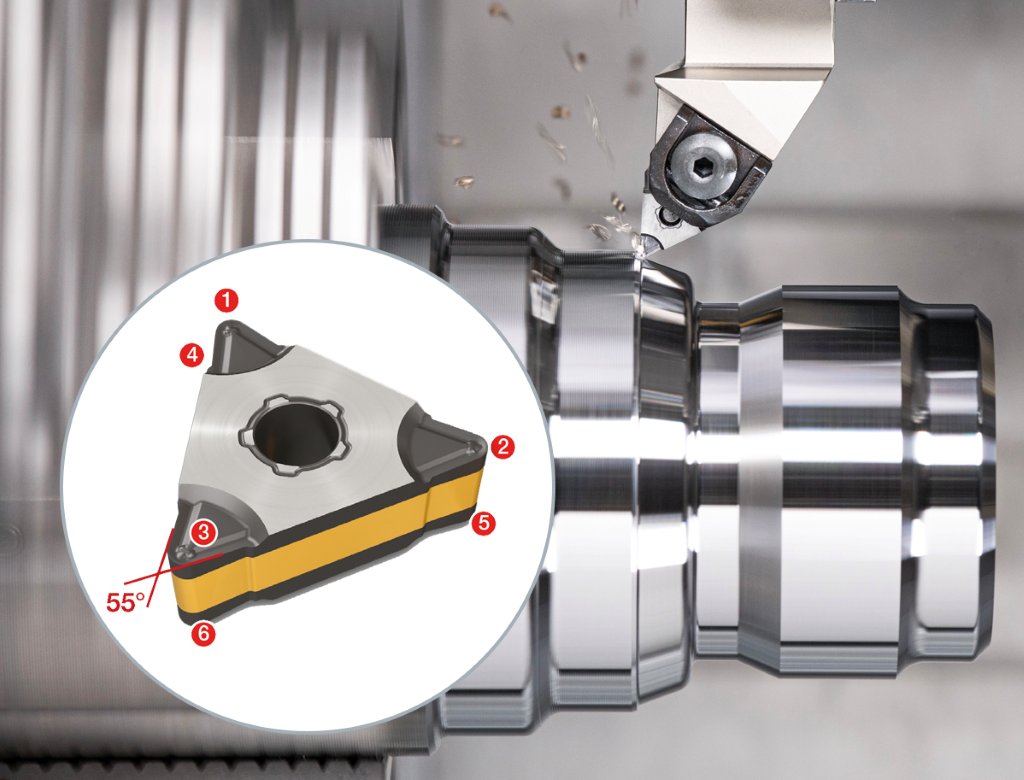
Вже в 1998 році компанія ISCAR розробила свердла з змінними головками і наразі має в портфоліо дво- та тризубцеві свердла з родин SUMOCHAM та QUICK3CHAM. Вони забезпечують високу ефективність, точність і гнучкість у обробці металу. Замість того, щоб змінювати весь інструмент, користувачам потрібно лише замінити маленьку твердосплавну головку під час зміни ріжучого елемента. «Це зменшує споживання твердого сплаву, знижує витрати на інструменти, є зручним для користувача та мінімізує час простою», - говорить технічний директор. Завдяки постійному розвитку серій ISCAR регулярно представляє нові геометрії свердлових головок:
З допомогою свердла F3B з кампанії LOGIQUICK користувачі тепер можуть безпечно розсвердлювати ексцентрично розташовані, наявні отвори за допомогою QUICK3CHAM. Спеціально для обробки сталевих балок розроблені нові свердла IHP-BD системи змінних головок SUMOCHAM.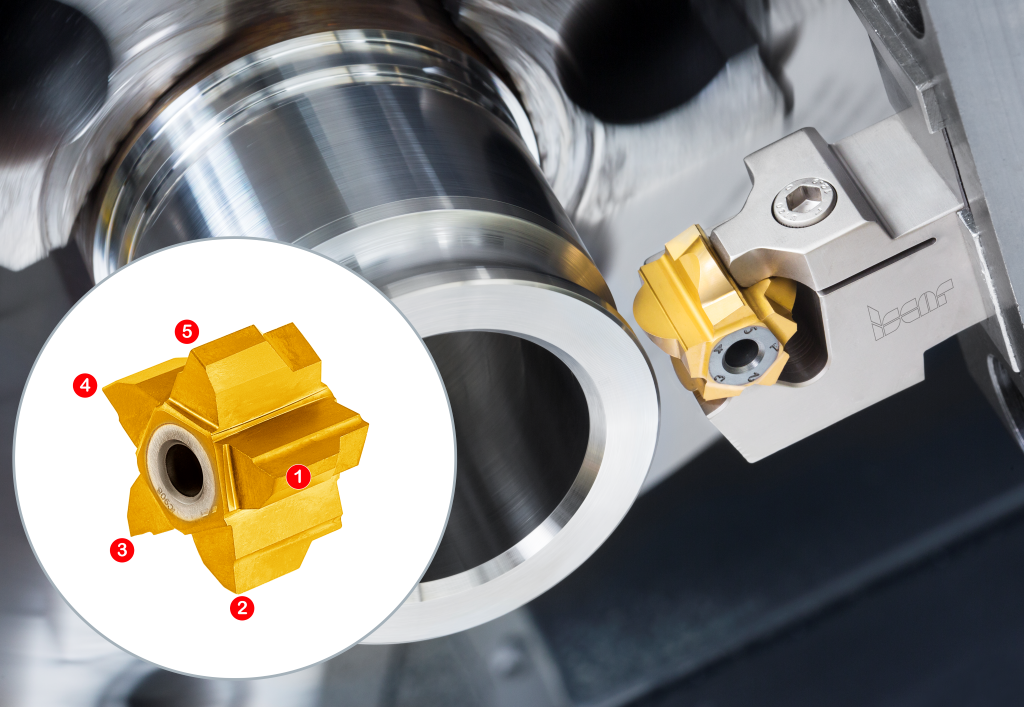
Розумне зменшення: з великого в мале
„Також у наших інструментах з змінними різцями (WSP) ми розробили варіанти, що економлять сировину, за останні роки“, - говорить Герхард Бонфер. „Наші останні розробки включають багато менших змінних різців як варіанти перевірених систем, наприклад, у HELI3MILL, NANMILL, SUMOMILL та FLASHTURN.“
ISCAR переніс технологію WSP, що заощаджує сировину, навіть на мініатюрну обробку. PICCOINDEX з діаметрами від 4,5 до шести міліметрів є універсальним у використанні, а крихітні ISO-WSP підходять, наприклад, для грубої та фінішної обробки малих деталей.
У QUICKDMILL компанія ISCAR обирає ще один інноваційний шлях і оснащує WSP двома різними геометріями. «Його гнучкість робить QUICKDMILL швейцарським ножем для фрезерування», говорить Герхард Бонфер. Користувачі можуть за допомогою комбінованого інструмента не лише ефективно створювати кишені, фрезерувати занурення, плечі та пази, а також виконувати отвори з плоским дном, розсвердлювати та зенкувати.
Багато допомагає багато: Більше різців на один різальний елемент

„Але ми не лише зменшили змінні різальні пластини, а й оснастили різальні вставки якомога більшою кількістю різців, щоб максимально використати вжите твердий сплав. Користувачі безпосередньо виграють від зниження витрат на інструменти та підвищення продуктивності“, пояснює технічний директор. „Наприклад, у LOGIQ4TURN, LOGIQ8TANG, NEODO 690, QUICKTURN та LOGIQ6TURN.“
Трикутна LOGIQ6TURN-WSP оснащена шістьма ріжучими кутами 55 градусів для грубого та фінішного оброблення з максимальною глибиною різання до трьох міліметрів. Спеціальний дизайн з оптимізованими стружколомами та стабільним затиском дозволяє виконувати м'який різ, зменшує виникаючі сили, забезпечує дуже хороший стружколом і відмінну якість поверхні.
Для відрізання та втиснення ISCAR пропонує різці PENTACUT та QUICKPENTA. Користувачі отримують переваги не лише від п'яти ріжучих крайок, але й зменшують час простою при зміні ріжучих елементів. Оператор на верстаті повинен лише повернути різець і може без повторного налаштування одразу продовжувати роботу. «Щодо економії сировини, PENTA 27 займає особливе місце», підкреслює Герхард Бонферт. «Пластина має ширину до 20 міліметрів і практично замінює п'ять великих ріжучих крайок. Це досить багато твердого сплаву.»
Контакт:


