


The procurement situation for tungsten, with limited material availability and simultaneously exorbitantly rising prices, poses great challenges for the industry. ISCAR addresses this situation with innovative cutting tools, its own carbide production, and a clear raw material strategy.
The increasing demand from the cutting industry – the world's largest consumer of tungsten – meets a limited supply. Additionally, the need for this increasingly strategically classified raw material from the global security industry, semiconductor manufacturing, and energy technology is growing.
Here lies the advantage and strength of ISCAR: the development of innovative tools with a low carbide content per cutting edge and a high degree of independence in carbide manufacturing. "Innovation and value creation from a single source are crucial for us," sums up Gerhard Bonfert, CTO of ISCAR Germany. "Thanks to our own carbide production, we are independent of external suppliers and can manage our entire value chain ourselves."
This vertical integration gives the company a unique position in the market and offers three key advantages: "We have full control over the prioritization, composition, and quality of the carbide powder, can consistently manufacture according to our high production standards, and ensure the supply security of our customers," he lists.
ISCAR bases its raw material strategy on three central pillars: proactive stocking, technological leadership, and recycling as a raw material source. "Even more important, however, are our innovative tool concepts for drilling, milling, turning, and grooving, which provide our customers with maximum productivity advantages with minimal raw material use," says the CTO.
Instead of solid carbide (VHM) solutions, ISCAR has been consistently focusing on systems with interchangeable cutting heads, optimized indexable inserts, and a greater number of cutting edges for many years.
With heads: exchangeable head systems replace solid carbide
"Manufacturing with solid carbide tools is becoming increasingly difficult. That's why we have been offering our customers cost-effective solutions with tools that require less carbide for many years," explains Gerhard Bonfert.
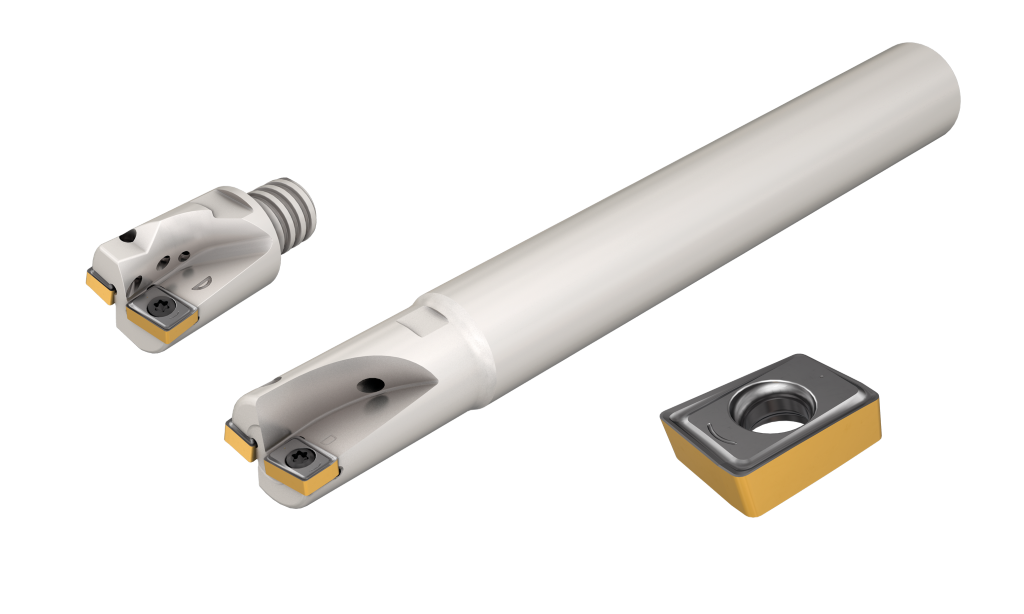
These include, for example, the MULTIMASTER milling cutters, which have been on the market for over 25 years. The wide range of designs makes them a proven solution for finishing and roughing all materials.
"Since the user only needs to change the milling head, they are highly flexible in their tasks and save a lot of carbide at the same time," says Bonfert. "A MULTIMASTER milling cutter weighs only a few grams but delivers full performance and operates very efficiently."
ISCAR's latest development is a MULTIMASTER exchange head for high-feed milling, with six cutting edges in diameters from five to 25 millimeters. This combines maximum efficiency and process reliability with extremely high feed rates. Its short and stable design prevents vibrations and allows for very high material removal rates during roughing.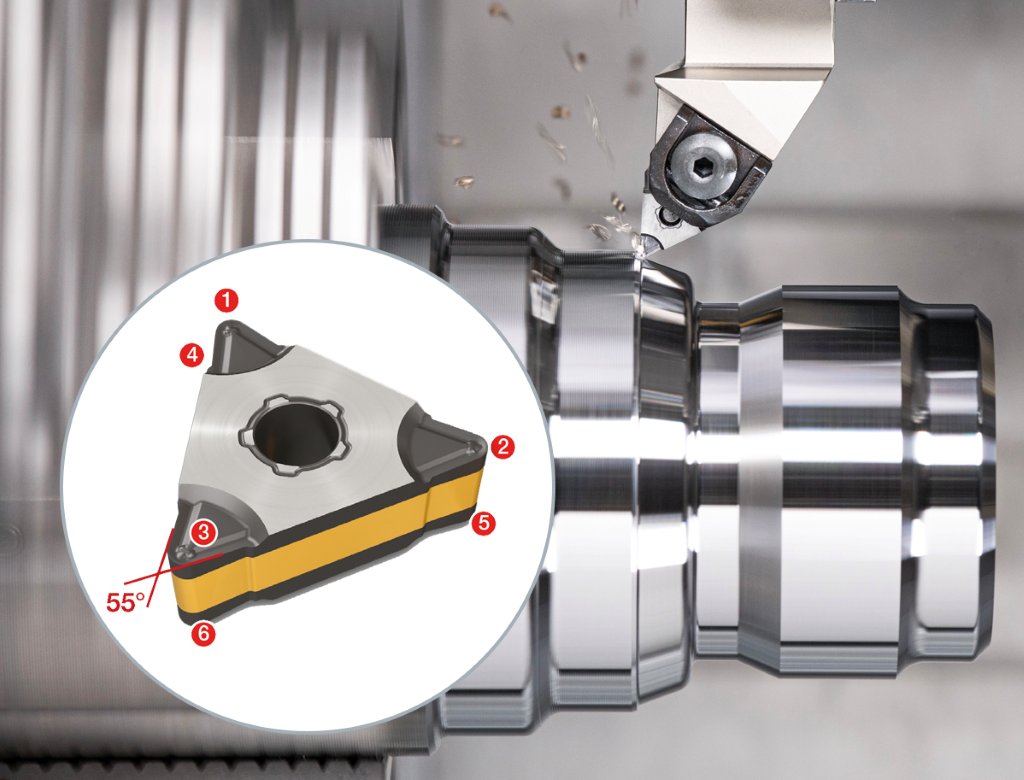
Since 1998, ISCAR has been developing drills with interchangeable heads and now offers two- and three-cutter options in the SUMOCHAM and QUICK3CHAM drill families. These provide high efficiency, precision, and flexibility in metalworking. Instead of replacing the entire tool, users only need to change the small carbide head when changing the cutting edge. "This reduces carbide consumption, lowers tool costs, is user-friendly, and minimizes downtime," says the CTO. Thanks to continuous development of the series, ISCAR regularly introduces new drill head geometries:
With the F3B drill head from the LOGIQUICK campaign, users can now also process eccentric existing holes safely with the QUICK3CHAM. The new IHP-BD drill heads of the SUMOCHAM exchange head system are specifically designed for processing steel beams.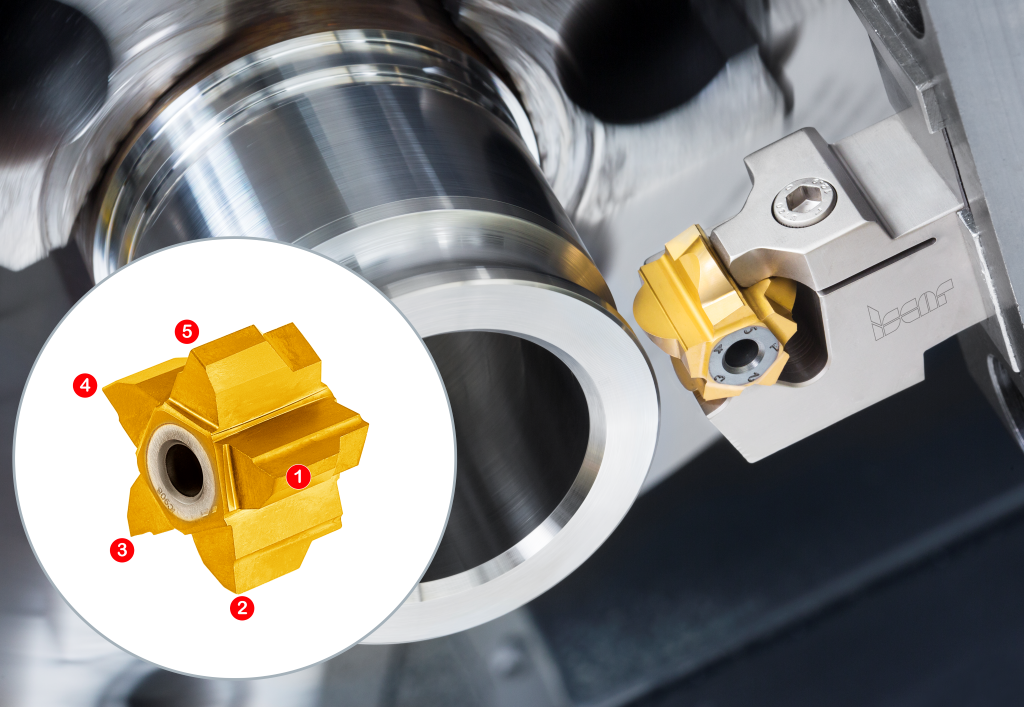
Meaningfully shrinking: Making large small
"Even with our tools with indexable inserts (WSP), we have developed resource-saving variants in recent years," says Gerhard Bonfert. "Our latest developments include many smaller indexable inserts as variants of proven systems, such as HELI3MILL, NANMILL, SUMOMILL, and FLASHTURN."
ISCAR has even transferred the resource-saving WSP technology into miniature machining. The PICCOINDEX with diameters from 4.5 to six millimeters is versatile, and the tiny ISO-WSPs are suitable for roughing and finishing small components.
With the QUICKDMILL, ISCAR is taking another innovative approach and equipping the WSP with two different geometries. "Its flexibility makes the QUICKDMILL the Swiss Army knife of milling," says Gerhard Bonfert. Users can efficiently create pockets, perform plunge, shoulder, and slot milling, as well as drill flat-bottomed holes, enlarge, and countersink with the combination tool.
More is more: More cutting edges per cutting insert

"We have not only reduced the size of indexable inserts but also equipped cutting inserts with as many cutting edges as possible to get the most out of the carbide used. Users directly benefit from lower tool costs and higher productivity," explains the CTO. "For example, with the LOGIQ4TURN, LOGIQ8TANG, NEODO 690, QUICKTURN, and LOGIQ6TURN."
The triangular LOGIQ6TURN-WSP is equipped with six 55-degree cutting edges for roughing and finishing up to a maximum cutting depth of three millimeters. The special design with optimized chip breakers and stable clamping allows for a smooth cut, reduces the forces that occur, ensures very good chip breaking, and provides excellent surface qualities.
For grooving and plunging, ISCAR offers the PENTACUT and QUICKPENTA inserts. Users benefit not only from the five cutting edges but also reduce downtime during cutting edge changes. The operator at the machine only needs to rotate the insert further and can continue working immediately without re-measuring. "In terms of raw material savings, the PENTA 27 is particularly at the forefront," emphasizes Gerhard Bonfert. "The insert is up to 20 millimeters wide and practically replaces five of the large single cutting edges. That's a lot of carbide."
Contact:


