


Stanje nabave volframa z omejeno razpoložljivostjo materiala in hkrati eksponentno naraščajočimi cenami predstavlja velike izzive za industrijo. ISCAR se tej situaciji sooča z inovativnimi orodji za obdelavo, lastno proizvodnjo trdih kovin in jasno strategijo surovin.
Naraščajoča povpraševanja po industriji obdelave materialov – največjemu svetovnemu kupcu volframa – se srečuje z omejeno ponudbo. Poleg tega narašča potreba po tem vse bolj strateško opredeljenem surovinskem materialu iz globalne varnostne industrije, proizvodnje polprevodnikov ter energetike.
Tukaj se kaže prednost in moč podjetja ISCAR: razvoj inovativnih orodij z nizkim deležem trdega kovine na rezilo in široko neodvisnostjo pri proizvodnji trdega kovine. „Inovacija in ustvarjanje vrednosti iz enega vira sta za nas odločilna,“ povzame Gerhard Bonfert, CTO podjetja ISCAR Germany. „Z lastno proizvodnjo trdega kovine smo neodvisni od zunanjih dobaviteljev in lahko sami upravljamo celotno našo vrednostno verigo.“
Ta vertikalna integracija podjetju zagotavlja posebno pozicijo na trgu in ponuja tri ključne prednosti: „Imamo popoln nadzor pri prioritetah, sestavi in kakovosti trdnega kovinskega prahu, lahko dosledno proizvajamo v skladu z našimi visokimi proizvodnimi standardi in zagotavljamo varnost oskrbe naših strank,“ našteva.
ISCAR svojo strategijo surovin opira na treh osrednjih stebrih: proaktivno zalaganje, tehnološko vodstvo in recikliranje kot vir surovin. „Še pomembnejši so naši inovativni koncepti orodij za vrtanje, frezanje, struženje in rezanje, ki našim strankam zagotavljajo maksimalne prednosti produktivnosti ob minimalni porabi surovin,“ pravi CTO.
Namesto rešitev iz trdnega karbida (VHM) ISCAR že vrsto let dosledno in vedno bolj stavi na sisteme z zamenljivimi rezalnimi glavami, optimiziranimi obrtnimi rezalnimi ploščami in večjim številom rezil.
Z zmožgano: sistem zamenljivih glav nadomešča trdi kovinski material.
„Z uporabo orodij iz trdnega karbida postaja proizvodnja vse težja. Zato našim strankam že vrsto let ponujamo stroškovno učinkovite rešitve z orodji, ki potrebujejo manj trdnega karbida,“ pojasnjuje Gerhard Bonfert.
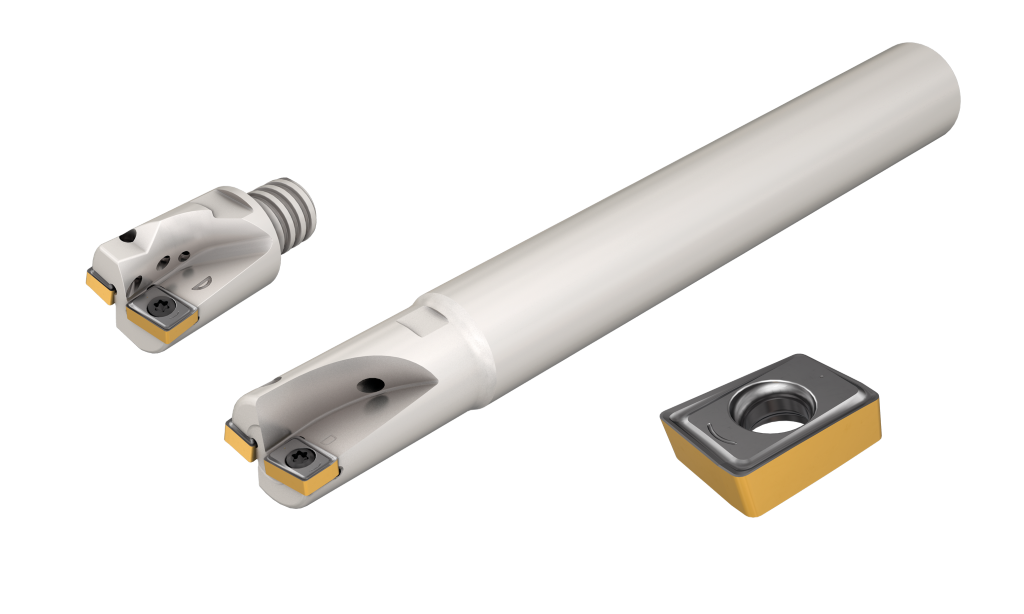
Sem spadajo na primer MULTIMASTER rezkarji, ki so na trgu že več kot 25 let. Široka paleta izvedb jih dela za preizkušeno rešitev za končno obdelavo in grobo obdelavo vseh materialov.
„Ker mora uporabnik le zamenjati frezarsko glavo, je zelo fleksibilen pri svojih nalogah in hkrati prihrani veliko trdega kovine,“ pravi Bonfert. „Takšen MULTIMASTER frez je težak le nekaj gramov, a prinaša polno moč in deluje zelo učinkovito.“
ISCAR-ova najnovejša razvojna rešitev je MULTIMASTER zamenljiv glava za visokopodajalno frezanje, s šestimi rezili v premerih od pet do 25 milimetrov. Ta združuje maksimalno učinkovitost in procesno varnost z izjemno visokimi hitrostmi podajanja. Njegova kratka in stabilna zasnova preprečuje vibracije in omogoča zelo visoke hitrosti odrezovanja pri grobem obdelovanju.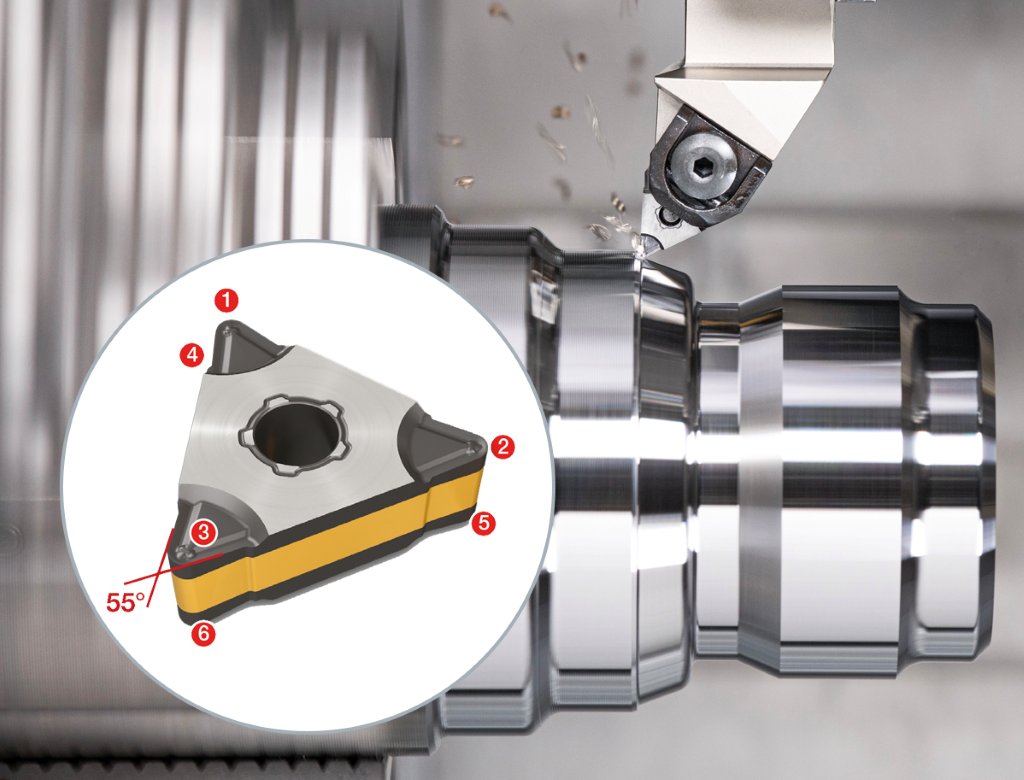
Že leta 1998 je ISCAR razvil svornike z zamenljivimi glavami in ima zdaj v portfelju družin svornikov SUMOCHAM in QUICK3CHAM dvorezne in trorezne rezalnike. Ti ponujajo visoko učinkovitost, natančnost in prilagodljivost pri obdelavi kovin. Namesto celotnega orodja morajo uporabniki pri menjavi rezila zamenjati le majhno trdometalno glavo. „To zmanjšuje porabo trdnega metala, znižuje stroške orodij, je prijazno do uporabnika in minimizira čas mirovanja,“ pravi CTO. Zahvaljujoč stalnemu razvoju serij ISCAR redno predstavlja nove geometrije svornikov:
S svedrom F3B iz kampanje LOGIQUICK lahko uporabniki s QUICK3CHAM zdaj tudi procesno varno obdelujejo ekscentrično nameščene obstoječe luknje. Novi IHP-BD svedri sistema SUMOCHAM so posebej zasnovani za obdelavo jeklenih nosilcev.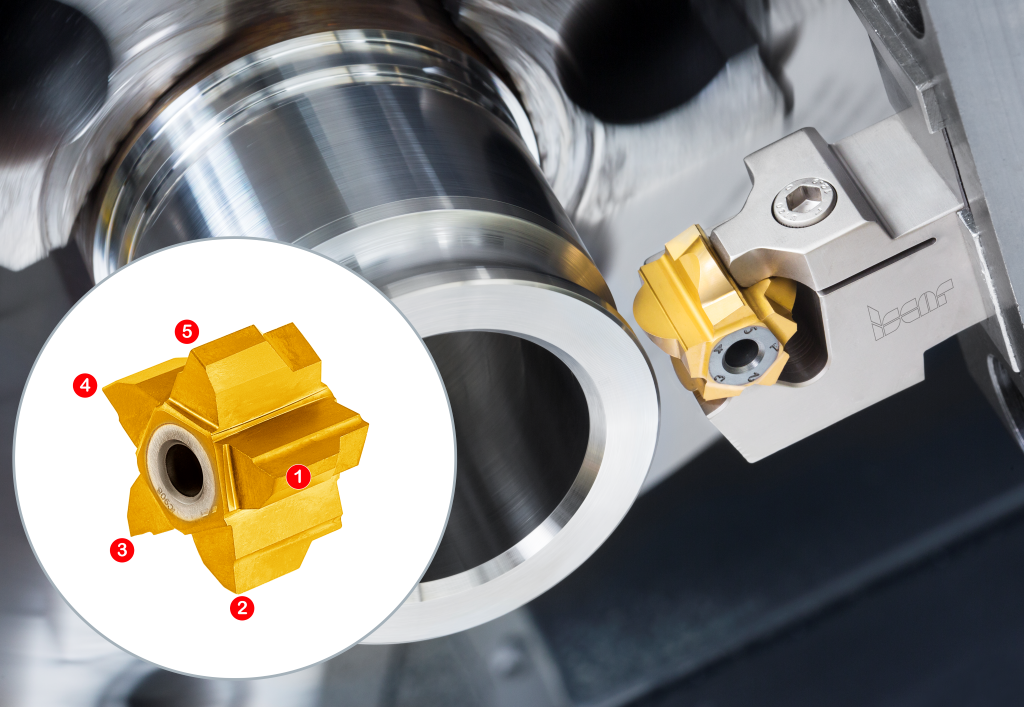
Smiselno krčenje: Iz velikega v majhno
„Tudi pri naših orodjih z vstavnimi rezalnimi ploščicami (WSP) smo v preteklih letih razvili različice, ki varčujejo z materiali,“ pravi Gerhard Bonfert. „Naši najnovejši razvoj vključuje številne manjše vstavne rezalne ploščice kot različice preizkušenih sistemov, na primer pri HELI3MILL, NANMILL, SUMOMILL in FLASHTURN.“
ISCAR je tehnologijo WSP, ki varčuje z materiali, prenesel tudi v miniaturno obdelavo. PICCOINDEX z premeri od 4,5 do šest milimetrov je vsestransko uporaben, majhni ISO-WSP pa so primerni na primer za grobo in fino obdelavo majhnih komponent.
Pri QUICKDMILL podjetje ISCAR sledi še eni inovativni poti in opremlja WSP z dvema različnima geometrijama. „Njegova prilagodljivost naredi QUICKDMILL za švicarski vojaški nož rezanja,“ pravi Gerhard Bonfert. Uporabniki lahko s kombiniranim orodjem ne le učinkovito ustvarjajo žepke, potapljajo, stransko in utorasto frezajo, temveč tudi izvajajo luknje z ravnim dnom, prebijajo in poglabljajo.“
Veliko pomaga veliko: Več rezil na rezalni vložek

„Vendar nismo le zmanjšali obratnih rezalnih plošč, temveč smo tudi rezalne vložke opremili z čim več rezili, da bi iz uporabljenega trdnega materiala izvlekli največ. Uporabniki neposredno koristijo od nižjih stroškov orodij in višje produktivnosti,“ pojasnjuje CTO. „Na primer pri LOGIQ4TURN, LOGIQ8TANG, NEODO 690, QUICKTURN in LOGIQ6TURN.“
Trokotna LOGIQ6TURN-WSP je opremljena s šestimi 55-stopinjskimi rezili za grobo in fino obdelavo do največje globine reza treh milimetrov. Posebna zasnova z optimiziranimi lomilci in stabilnim prijemom omogoča mehak rez, zmanjšuje nastale sile, zagotavlja zelo dober lom odrezkov in odlične kakovosti površin.
Za odrezovanje in vstavitev ima ISCAR v ponudbi rezalne vložke PENTACUT in QUICKPENTA. Uporabniki ne koristijo le petih rezil, temveč tudi zmanjšujejo čas zastoja pri menjavi rezil. Delavec na stroju mora vložek le še obrniti in lahko takoj nadaljuje z delom brez ponovnega merjenja. „Kar zadeva varčevanje z materiali, je še posebej PENTA 27 na vrhu,“ poudarja Gerhard Bonfert. „Ploskev je široka do 20 milimetrov in praktično nadomešča pet velikih posameznih rezil. To je precej trdnega karbida.“
Kontakt:


