


Le processus de traitement complet des boîtiers de stator pour moteurs électriques dans les véhicules, développé par le fabricant de machines-outils Chemnitz NILES-SIMMONS et le fabricant d'outils MAPAL, est désormais en production en série. Les entreprises fournisseurs et les OEM produisent désormais des composants hautement efficaces destinés aux entraînements de véhicules électriques à batterie et de modèles hybrides de grands fabricants automobiles.

Les deux fabricants ont récemment démontré dans un projet de développement qu'une production très économique et hautement précise de boîtiers de stator est possible sur un tour Pick-Up. Les composants en aluminium à paroi mince sont nécessaires pour l'entraînement des véhicules électriques. Ils sont dotés de nervures sur la face extérieure pour le circuit de refroidissement et sont intégrés dans les plus grands boîtiers de moteur.
Alors que le développement chez NILES-SIMMONS se faisait encore avec un tour modulaire reconstruit pour cela, une machine spécialement conçue pour la fabrication de stators est maintenant sur le marché.
La base de développement était le centre d'usinage vertical de la marque RASOMA, qui, tout comme NILES-SIMMONS, est une marque du groupe NSH (NILES-SIMMONS-HEGENSCHEIDT GmbH). Les deux marques sont organisées ensemble dans la filiale du groupe NSH, NSH TECHNOLOGY, et ont conjointement avancé le développement. La désignation RASOMA DZS 400-2 indique qu'elle fonctionne avec deux broches de pièce.
Pour l'utilisation en production en série, la machine a été équipée sur les côtés d'une zone de ramassage pour les pièces brutes et d'une zone de dépose pour les pièces finies. L'approvisionnement et l'évacuation des composants se font par des bandes transporteuses. En cas d'approvisionnement manuel, un tampon de dix à vingt pièces peut être utilisé via l'automatisation. Cela permet de faire fonctionner plusieurs installations pendant que l'opérateur peut s'occuper d'autres processus en parallèle.
« Nous avons ainsi réalisé une automatisation très simple, pour laquelle aucun robot ou barrière n'est nécessaire à la machine. L'opérateur peut placer les pièces directement sur un tapis de palettes », explique Thomas Lötzsch, Responsable des ventes chez NSH TECHNOLOGY. Un chargement et déchargement entièrement automatisé des pièces de plusieurs machines avec un système de transport central est possible en option. La machine s'intègre facilement dans un environnement de production existant, ce qui est également facilité par ses dimensions d'installation relativement compactes de 7,50 x 2,60 m.
La conception de la RASOMA DZS 400-2 a été réalisée en collaboration avec LTH Castings, un partenaire ayant une longue expérience dans le domaine de la fonderie et spécialiste de l'usinage de composants complexes, de haute qualité et à paroi mince en aluminium moulé sous pression. La conception a donc directement pris en compte les expériences pratiques et les exigences des utilisateurs.
Usinage complet en deux montages

Entre le ramassage et la dépose, l'usinage complet des pièces se fait sur la machine verticale en deux montages. Un dispositif de serrage prend d'abord la pièce par le haut et l'amène successivement à différentes stations de traitement dans la machine. À une station de repositionnement dans l'espace de travail, la pièce est tournée de 180 degrés et prise en charge par la deuxième broche de pièce pour le traitement final. Pendant le deuxième montage, le traitement de la pièce suivante commence en parallèle à la première prise.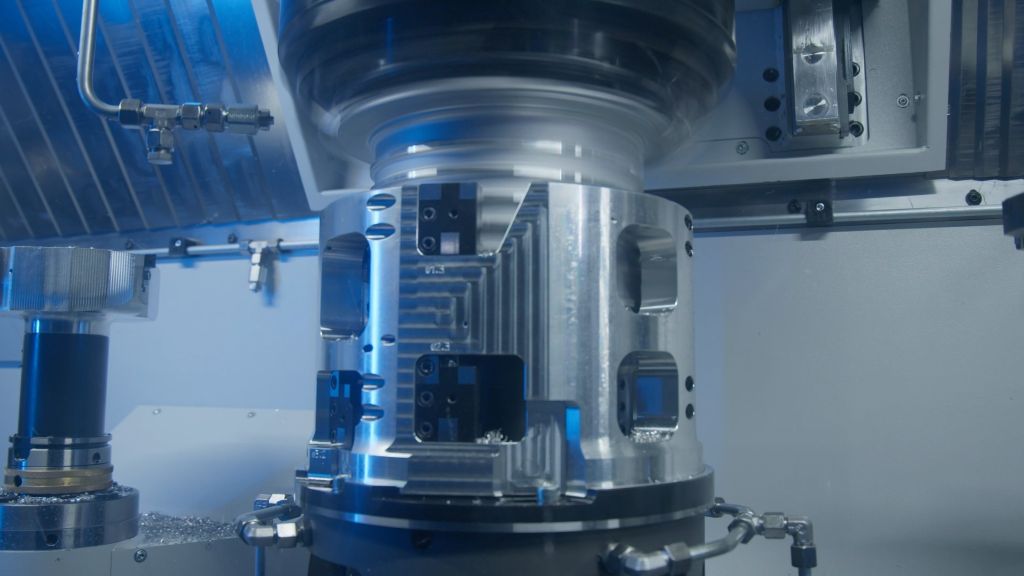
Comme sur une ligne de transfert à petite échelle, les étapes de traitement s'enchaînent. Le processus commence par le pré-perçage des différents diamètres intérieurs de la pièce. L'outil reste immobile et la pièce tourne. « L'usinage avec un outil de perçage ISO à quatre arêtes sur une broche HSK-A 100 nécessite un quart du temps principal par rapport au tournage conventionnel avec une seule arête », déclare André Ranke, Responsable des ventes régionales MAPAL.
Le prochain étape de traitement est également extrêmement efficace, où le boîtier de stator rotatif est usiné à l'intérieur et à l'extérieur simultanément avec quatre arêtes chacune. L'outil intérieur tourne également. La différence de vitesse de rotation de l'outil par rapport à la vitesse de rotation de la pièce détermine la vitesse de coupe sur les arêtes intérieures. L'outil extérieur en forme de cloche reste immobile. Pour le traitement, la pièce est amenée dans l'espace entre l'outil intérieur et l'outil extérieur. Ce procédé breveté réduit les forces exercées sur le dispositif de serrage. Pour usiner les pièces à paroi mince avec précision, il est ainsi possible de se passer d'un dispositif de serrage complexe avec amortissement des vibrations. « Lors de la conception de l'outil, une attention particulière a été accordée au grand volume de copeaux et aux grandes forces qui se produisent, car le traitement se fait simultanément sur les diamètres intérieur et extérieur, ce qui est atypique », explique Michael Kucher, Responsable des composants E-Mobility chez MAPAL.
Lors du traitement final, seul l'outil de perçage fin est entraîné, tandis que la pièce reste immobile. Cela empêche la formation de déséquilibres dans le matériau en raison de formes de pièces non symétriques. Ensuite, la pièce est repositionnée dans la machine et la zone extérieure qui était précédemment serrée dans la zone de bride est usinée. La station de repositionnement peut également être utilisée à d'autres fins :
La pièce est ici déposée avant le perçage fin pour détendre le matériau. La machine dispose également de deux tourelles pour outils entraînés, qui effectuent d'autres traitements selon les exigences de la pièce.
Plus rapide et plus stable que prévu
« En fin de compte, la RASOMA DZS 400-2 combine le meilleur des deux mondes, à savoir la vitesse du tournage pour le prétraitement des contours intérieurs et extérieurs avec la précision du perçage fin pour le finition du contour intérieur », commente Daniel Pilz, Chef de projet chez NSH TECHNOLOGY. Le fabricant de machines-outils et MAPAL ont intégré leurs compétences clés respectives dans cette solution complète. Avec la sérialisation de la machine, de la technologie des outils et du processus, les bons résultats du prototype ont été encore améliorés. La stabilité du processus atteinte a même dépassé les attentes, permettant d'augmenter encore la vitesse de coupe visée de 700 m/min. « Les expériences que NILES-SIMMONS apporte de la diversité technologique ont un impact positif sur la stabilité globale de la technologie des outils et de la machine dans ce traitement de l'aluminium », explique Michael Kucher, Responsable des composants E-Mobility chez MAPAL.
La RASOMA DZS 400-2 atteint un temps d'usinage entre les pièces considérablement plus court qu'un centre d'usinage fraisage. Cela s'explique par le fait que tous les outils sont déjà dans la zone de travail et ne doivent être amenés en position de travail que par un mouvement de rotation du plateau tournant. Cela élimine tous les changements d'outils, ce qui réduit considérablement les temps d'attente. Avec la technologie décrite, une réduction du temps de cycle de 50 % par rapport à l'usinage standard a déjà été attendue dans les études.
L'augmentation des vitesses de coupe à 1 000 m/min en utilisant les matériaux de coupe les mieux adaptés et l'optimisation des temps d'attente a entraîné un gain de temps supplémentaire de 20 %.
Le processus est si stable que des prélèvements aléatoires pour l'assurance qualité sont suffisants. Alors qu'au début, toutes les pièces fabriquées étaient mesurées, la recommandation est maintenant de ne mesurer qu'une seule pièce par équipe. Daniel Pilz le prouve avec des chiffres : « La RASOMA DZS 400-2 avec les outils spéciaux de MAPAL atteint un indice de capacité de processus de plus de 1,67 pour des caractéristiques critiques telles que la forme cylindrique, le diamètre et les concentricités, répondant ainsi aux exigences industrielles. » Les clients qui utilisent déjà la machine atteignent une production annuelle allant jusqu'à 180 000 pièces produites en fonctionnement en trois équipes.
Réussi en grande série

Parmi les premiers utilisateurs du processus de série pour la fabrication de stators sur la RASOMA DZS 400-2 se trouve LTH Castings en Slovénie. Cette entreprise de fonderie traditionnelle dispose de plus de 100 cellules de fonderie et usine les pièces brutes sur plus de 250 centres d'usinage CNC. En tout, environ 3 800 employés travaillent sur six sites. Dr. Primož Ogrinec, CTO de LTH Castings : « Avec nos solutions tout-en-un, de la conception à la production en série, nous sommes un partenaire stratégique important de l'industrie automobile.
Notre gamme de pièces comprend des composants pour des transmissions, des moteurs pour des véhicules électriques à batterie et hybrides, des systèmes de direction et de freinage. » Les machines RASOMA DZS 400-2 sont chargées et déchargées dans une production moderne avec des robots.
Comme la plupart des fournisseurs de l'industrie automobile, LTH Castings fabrique des composants pour différents modèles de véhicules. Dans la fabrication de boîtiers de stator, la flexibilité de la RASOMA DZS 400-2 est utile, car seuls les dispositifs de serrage et les outils doivent être reconfigurés. « Avec un seul système et l'application du nouveau processus, une solution optimale a été développée et mise au point pour la production en série, tant en quantité qu'en qualité », explique André Ranke. La production de boîtiers de stator est ainsi possible jusqu'à un diamètre de 500 mm et une longueur de pièce de 500 mm.
« Sur la RASOMA DZS 400-2, tous les boîtiers que nous avons vus jusqu'à présent peuvent être fabriqués, et nous en avons déjà vu beaucoup », assure Thomas Lötzsch. L'équipe projet a également été surprise lorsque, pour le design d'un boîtier d'un grand constructeur automobile, une contre-dépouille a été demandée à l'intérieur de la pièce. Le prototype de MAPAL, spécialement conçu et fabriqué pour la conception du processus, ne présentait pas ce défi. Mais MAPAL, en collaboration avec les spécialistes du groupe NSH, a rapidement trouvé une solution commune : au lieu de l'outil de perçage de précision éprouvé dans la pratique, un outil de réglage de haute précision avec quatre glissières du portefeuille de produits de MAPAL a été utilisé, qui génère le contour intérieur souhaité. Du côté de la machine, une interface coordonnée avec MAPAL a été conçue en quelques jours, atteignant déjà la maturité de production pendant la commande en cours. Grâce à la conception de développement désormais très étroitement interconnectée, les deux entreprises sont en mesure de réagir rapidement à de nouveaux contours développés.
Nouvelle référence pour des coûts par pièce bas

La RASOMA DZS 400-2 avec la technologie d'outils de MAPAL s'est établie pour la production en série et résout des problèmes de qualité qui surviennent sur des machines de tournage-fraisage conventionnelles et des lignes de transfert horizontales. Thomas Lötzsch connaît des cas où les tolérances de forme et de position requises n'ont pas été atteintes de manière fiable et ont plutôt entraîné des rebuts – jusqu'à 50 %.
Là où la qualité était correcte, les temps de cycle laissaient à désirer et entraînaient des coûts de pièces plus élevés. Un processus établi pour la fabrication des pièces faisait défaut.
En raison de la concurrence acharnée sur les prix parmi les fournisseurs de l'industrie automobile, le développement de la RASOMA DZS 400-2 a été axé dès le départ sur des coûts de pièces aussi bas que possible. Cet objectif a été atteint grâce à la combinaison d'une haute disponibilité de la machine, de temps de cycle courts, de la qualité des pièces usinées et d'une fabrication fiable. Selon les calculs actuels, des coûts par pièce particulièrement économiques peuvent être réalisés pour l'usinage, y compris les coûts des outils.
Contact :


