


Proces koji su razvili proizvođač alatnih mašina NILES-SIMMONS iz Chemnitza i proizvođač alata MAPAL za kompletnu obradu kućišta statora za elektromotore u vozilima stigao je u serijsku proizvodnju. Dobavljačke tvrtke i OEM-ovi sada s tim procesom proizvode visoko učinkovite komponente namijenjene pogonima baterijskih električnih vozila i hibridnim modelima velikih proizvođača automobila.

Oba proizvođača nedavno su u okviru razvojnog projekta demonstrirala da je na Pick-Up tokarskom stroju moguća vrlo isplativa i visoko precizna proizvodnja kućišta statora. Tankostijene aluminijske komponente potrebne su za pogon u električnim vozilima. Na vanjskoj strani imaju rebra za rashladni krug i ugrađuju se u veća kućišta motora.
Dok je tijekom razvoja u NILES-SIMMONS još uvijek radila preuređena modularna tokarilica, sada je na tržište došla mašina posebno dizajnirana za proizvodnju statora.
Osnova razvoja bila je vertikalni obradni centar marke RASOMA, koja je, baš kao i NILES-SIMMONS, marka NSH grupe (NILES-SIMMONS-HEGENSCHEIDT GmbH). Obje marke su zajednički organizirane u poduzeću NSH TECHNOLOGY unutar NSH grupe i zajednički su napredovale u razvoju. Oznaka RASOMA DZS 400-2 označava da radi s dvije vretena za radne komade.
Za primjenu u serijskoj proizvodnji, stroj je sa strane opremljen područjem za preuzimanje sirovina i područjem za ispuštanje gotovih dijelova. Ulaz i izlaz dijelova odvija se putem transportnih traka. Prilikom ručnog punjenja može se koristiti automatizacija s bufferom od deset do 20 dijelova. Tako je moguće upravljati s više uređaja, dok zaposlenik može istovremeno raditi na drugim procesima.
„Time smo standardno realizirali najjednostavniju automatizaciju za koju nisu potrebni roboti ili prepreke na mašini. Operater može direktno staviti dijelove na paletni trak“, objašnjava Thomas Lötzsch, menadžer prodaje u NSH TECHNOLOGY. Potpuna automatizacija utovara i istovara radnih komada s više mašina uz centralni transportni sistem je opcionalna. Mašina se lako može integrirati u postojeće proizvodno okruženje, što doprinosi i relativno kompaktna dimenzija postavljanja od 7,50 x 2,60 m.
Osnova za dizajn RASOMA DZS 400-2 nastala je u suradnji s LTH Castings, partnerom s dugogodišnjim iskustvom u području lijevanja i specijalistom za obradu složenih, visokokvalitetnih i tankostijenih komponenata od lijevanog aluminija. Dizajn je tako izravno uzeo u obzir praktična iskustva i zahtjeve korisnika.
Potpuno obrađivanje u dva stezanja

Između Pickup i Dropdowna odvija se potpuna obrada komponenti na vertikalnoj mašini u dva stezanja. S gornje strane, stezni uređaj prvo prihvaća radni komad i postupno ga prebacuje na različite radne stanice u mašini. Na postaji za prebacivanje u radnom prostoru, dio se okreće za 180 stupnjeva i prihvaća ga druga vretena za završnu obradu. Tijekom drugog stezanja, paralelno s prvim prihvaćanjem, započinje obrada sljedeće komponente.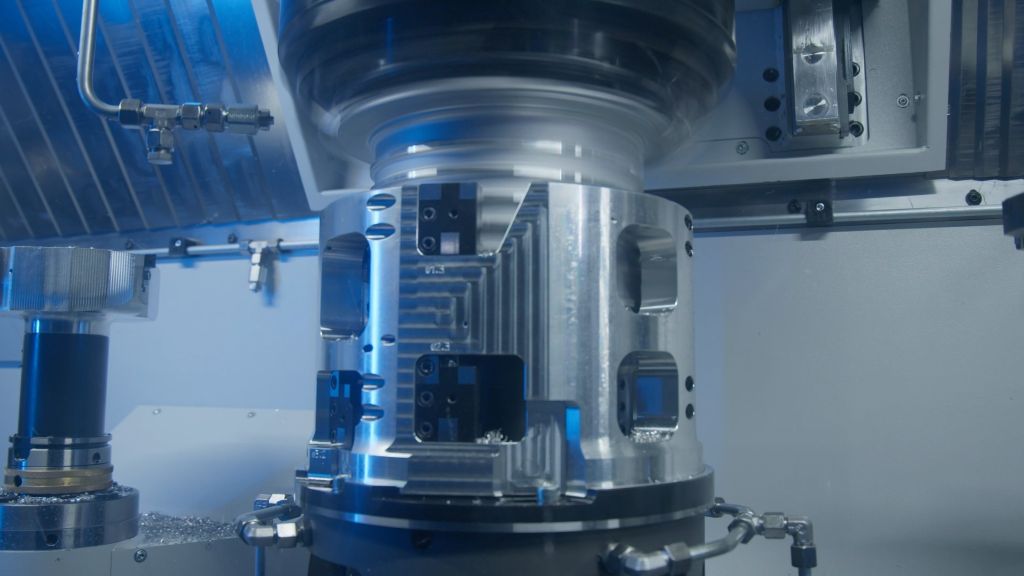
Kao na transfernoj traci u malom formatu, koraci obrade se slažu jedan za drugim. Proces započinje grubim obradom različitih unutarnjih promjera dijela. Pri tome je alat nepomičan, a radni komad se okreće. „Obrada s četveroreznim ISO alatom za bušenje na HSK-A 100 vretenu zahtijeva samo četvrtinu glavnog vremena u odnosu na konvencionalno okretanje s jednim rezom“, kaže André Ranke, voditelj prodaje za područje MAPAL.
Izuzetno učinkovit je i sljedeći korak obrade, pri čemu se rotirajuće kućište statora obrađuje unutarnje i vanjske istovremeno s po četiri oštrice. Unutarnji alat također rotira. Razlika u brzini vrtnje alata i brzini vrtnje obradka stvara brzinu rezanja na unutarnjim oštricama. Vanjski alat u obliku zvona miruje. Za obradu se komponenta pomiče u razmak između unutarnjeg i vanjskog alata. Ovaj patentirani postupak smanjuje sile koje nastaju na steznoj napravi. Kako bi se tankostijenim komponentama precizno obradilo, može se izbjeći složeni stezni uređaj s prigušivanjem vibracija. „Pri dizajniranju alata posebna pažnja posvećena je velikom volumenu strugotine i velikim silama koje se javljaju, budući da se neobično obrađuje istovremeno na unutarnjem i vanjskom promjeru“, objašnjava Michael Kucher, voditelj komponenti E-Mobility u MAPAL-u.
Kod završne obrade, samo je alat za fino bušenje pokretan, dok je komponenta nepomična. Time se sprječava nastanak neravnoteža u materijalu zbog nerotacijski simetričnih oblika dijelova koji bi mogli negativno utjecati. Nakon toga, komponenta se u stroju prebacuje i obrađuje se vanjski dio koji je prethodno bio stegnut u području prirubnice. Stanica za prebacivanje može se koristiti i za još jednu svrhu:
Radni komad se ovdje prije finog bušenja postavlja radi opuštanja materijala. Stroj dodatno ima dva alatna revolvera za pogonjene alate, koji izvršavaju daljnje obrade prema zahtjevima dijelova.
Brže i stabilnije nego što se očekivalo.
„Na kraju, RASOMA DZS 400-2 kombinira najbolje iz dva svijeta, a to su brzina okretanja za predobradu unutarnjeg i vanjskog kontura te preciznost finog bušenja za završnu obradu unutarnjeg kontura“, komentira Daniel Pilz, voditelj projekta u NSH TECHNOLOGY. Proizvođač alatnih strojeva i MAPAL uložili su svoje temeljne kompetencije u ovo cjelovito rješenje. Serijalizacijom stroja, tehnologije alata i procesa, dobri rezultati prototipa dodatno su poboljšani. Postignuta stabilnost procesa čak je nadmašila očekivanja, stoga je ciljna brzina rezanja od 700 m/min mogla biti dodatno povećana. „Iskustva koja NILES-SIMMONS donosi iz raznolikosti tehnologija pozitivno utječu na ukupnu stabilnost tehnologije alata i stroja u ovoj obradi aluminija“, objašnjava Michael Kucher, menadžer komponenti za E-mobilnost u MAPAL-u.
RASOMA DZS 400-2 postiže znatno kraće vrijeme između rezanja nego centar za obradu glodanja. To se objašnjava time da su svi alati već u radnom prostoru i samo se rotacijskim pokretom revolverske ploče dovode u radnu poziciju. Time se eliminiraju svi promjene alata, što značajno smanjuje pomoćno vrijeme. S opisanom tehnologijom već su u studijama očekivana smanjenja ciklusa od 50 posto u odnosu na standardnu obradu okretanjem.
Povećanje brzina rezanja na 1.000 m/min uz korištenje optimalno prikladnih reznih materijala i optimizaciju pomoćnih vremena rezultiralo je uštedom vremena od dodatnih 20 posto.
Proces teče tako stabilno da su uzorkovne preuzimanja za osiguranje kvalitete dovoljna. Dok su na početku svi proizvedeni dijelovi mjerili, preporuka sada iznosi samo jedan dio po smjeni. Da je to više nego dovoljno, Daniel Pilz potvrđuje brojkama: „RASOMA DZS 400-2 sa specijalnim alatima od MAPAL-a postiže indeks sposobnosti procesa veći od 1,67 za kritične karakteristike poput oblika cilindra, promjera i koncentracija, te time ispunjava industrijske zahtjeve.“ Kupci kod kojih je stroj već u uporabi ostvaruju u trošnom radu godišnju proizvodnju do 180.000 proizvedenih dijelova.
Uspješno u velikim serijama

Među prvim korisnicima serijskog procesa za proizvodnju statora na RASOMA DZS 400-2 je LTH Castings u Sloveniji. Ova tradicionalna ljevaonica ima više od 100 ljevačkih stanica i obrađuje sirovine na više od 250 CNC obradnih centara. Na ukupno šest lokacija radi oko 3.800 zaposlenika. Dr. Primož Ogrinec, CTO LTH Castings: „S našim All-in-One rješenjima od dizajna do serijske proizvodnje, važan smo strateški partner automobilske industrije.
Naš spektar komponenti uključuje komponente za mjenjače, motore za baterijske električne i hibridne automobile, sustave upravljanja i kočenja." RASOMA DZS 400-2 strojevi se u modernoj proizvodnji učitavaju i istovaraju robotima.
Kao i većina dobavljača automobila, LTH Castings proizvodi komponente za različite modele vozila. Pri proizvodnji kućišta statora korisna je fleksibilnost RASOMA DZS 400-2, pri čemu je potrebno samo promijeniti stezne alate i alate. „S jednim sustavom i primjenom novog procesa razvijeno je optimalno rješenje specifično za proizvođača, kako u količini tako i u kvaliteti, i dovedeno do serijske proizvodnje“, objašnjava André Ranke. Proizvodnja kućišta statora moguća je do promjera od 500 mm i duljine dijela od 500 mm.
„Na RASOMA DZS 400-2 mogu se proizvesti svi kućišta koja smo do sada vidjeli, a vidjeli smo ih već jako mnogo“, uvjerava Thomas Lötzsch. Pri tome je projektni tim doživio iznenađenje kada je za dizajn kućišta jednog velikog proizvođača automobila zatražen podrezivanje na unutarnjoj strani dijela. Uzorak dijela od MAPAL-a, koji je posebno konstruiran i proizveden za dizajn procesa, nije imao ovaj izazov. No, MAPAL je zajedno sa stručnjacima iz NSH Grupe vrlo brzo pronašao zajedničko rješenje: Umjesto u praksi provjerenog alata za fino bušenje, korišten je visoko precizan alat za podešavanje s četiri klizača iz portfelja proizvoda MAPAL, koji stvara željenu unutarnju konturu. Na strani stroja, u nekoliko dana je konstruirana sučelje usklađena s MAPAL-om, koja je već tijekom tekuće narudžbe postigla serijsku spremnost. Zbog sada već vrlo usko umreženog razvojnog dizajna, dvije tvrtke su sposobne brzo reagirati na novorazvijene konture.
Nova mjera za niske troškove po dijelu

RASOMA DZS 400-2 s tehnologijom alata MAPAL etablirala se za serijsku proizvodnju i rješava probleme kvalitete koji se javljaju na konvencionalnim strojevima za okretanje i frezanje te horizontalnim transfernim linijama. Thomas Lötzsch poznaje slučajeve u kojima se zahtijevane oblikovne i položajne tolerancije nisu mogle postići s procesnom sigurnošću, a umjesto toga je proizveden otpad – do 50 posto.
Gdje je kvaliteta bila zadovoljavajuća, vrijeme ciklusa je opet ostavljalo mnogo toga da se poželi i uzrokovalo je više troškove obradaka. Nedostajao je uspostavljen proces za proizvodnju komponenti.
Budući da među dobavljačima automobila postoji oštra borba za cijene, pri razvoju RASOMA DZS 400-2 od samog početka su bili u fokusu što niži troškovi po komadu. Ovaj cilj postignut je kombinacijom visoke dostupnosti strojeva, kratkih ciklusa, kvalitete obrađenih dijelova i procesno sigurnog proizvodnog postupka. Prema trenutnim proračunima, time se mogu postići posebno ekonomski isplativi troškovi po dijelu za obradu, uključujući troškove alata.
Kontakt:


