


Proces, který vyvinuli výrobce strojů NILES-SIMMONS z Chemnitz a výrobce nástrojů MAPAL pro komplexní zpracování statorových skříní elektromotorů v automobilech, se dostal do sériové výroby. Dodavatelské společnosti a výrobci originálních zařízení (OEM) nyní vyrábějí vysoce efektivní součásti určené pro pohony bateriově elektrických vozidel a hybridních modelů velkých automobilek.

Oba výrobci nedávno v rámci vývojového projektu demonstrovali, že na soustruhu s Pick-Up systémem je možné velmi ekonomicky a vysoce přesně vyrábět statorové skříně. Tenkostěnné hliníkové součásti jsou potřebné pro pohon v elektrických vozidlech. Na vnější straně jsou vybaveny žebry pro chladicí okruh a jsou integrovány do větších motorových skříní.
Během vývoje se u NILES-SIMMONS ještě pracovalo se speciálně upraveným modulárním soustruhem, nyní však přišla na trh stroj speciálně navržený pro výrobu statorů.
Vývojovou základnou bylo vertikální obráběcí centrum značky RASOMA, která je stejně jako NILES-SIMMONS značkou skupiny NSH (NILES-SIMMONS-HEGENSCHEIDT GmbH). Obě značky jsou společně organizovány v dceřiné společnosti NSH TECHNOLOGY skupiny NSH a společně posunuly vývoj vpřed. Označení RASOMA DZS 400-2 indikuje, že pracuje se dvěma vřeteny pro obrobky.
Pro použití v sériové výrobě byla stroj na bocích vybavena pickup zónou pro polotovary a dropdown zónou pro hotové díly. Přívod a odvod komponentů probíhá přes dopravní pásy. Při ručním osazování lze prostřednictvím automatizace využít buffer od deseti až dvaceti dílů. Tím je možné obsluhovat více zařízení, zatímco zaměstnanec může paralelně pracovat na jiných procesech.
„Standardně jsme tímto realizovali nejjednodušší automatizaci, pro kterou nejsou potřeba žádné roboty nebo zábrany u stroje. Operátor může díly přímo pokládat na paletový dopravník,“ vysvětluje Thomas Lötzsch, obchodní manažer ve společnosti NSH TECHNOLOGY. Plně automatizované nakládání a vykládání obrobků z několika strojů se centrálním dopravním systémem je možné jako volitelná možnost. Stroj se snadno integruje do stávající výrobní prostředí, což také přispívá k relativně kompaktnímu rozměru 7,50 x 2,60 m.
Základem pro návrh RASOMA DZS 400-2 byla spolupráce s LTH Castings, partnerem s dlouholetými zkušenostmi v oblasti lití a specialistou na obrábění komplexních, vysoce kvalitních a tenkostěnných komponentů z tlakově litých hliníkových slitin. Návrh tak přímo zohlednil praktické zkušenosti a požadavky uživatelů.
Kompletní zpracování ve dvou upínáních

Mezi Pickup a Dropdown probíhá kompletní zpracování součástí na vertikálním stroji ve dvou upínkách. Z vrchu uchopí upínací prostředek nejprve obrobek a postupně ho posune k různým pracovním stanicím ve stroji. Na přestavovací stanici v pracovním prostoru se díl otočí o 180 stupňů a je uchopen druhou vřetenem pro finální zpracování. Během druhé upínky začíná paralelně na prvním uchopení zpracování další součásti.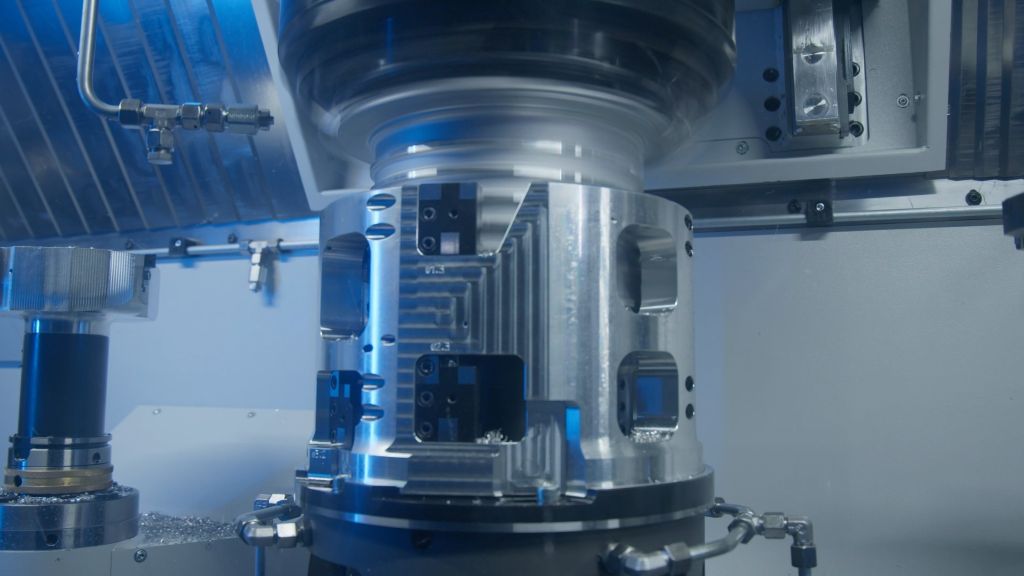
Jak na transferní dráze v malém formátu se jednotlivé pracovní kroky řadí za sebe. Proces začíná předběžným obráběním různých vnitřních průměrů součásti. Nástroj přitom zůstává v klidu a obrobek se otáčí. „Obrábění čtyřbřitou ISO vrtací nástrojem na vřetenu HSK-A 100 vyžaduje ve srovnání s konvenčním soustružením s jedním břitem pouze čtvrtinu hlavního času,“ říká André Ranke, oblastní prodejní manažer společnosti MAPAL.
Extrémně efektivní je také další krok zpracování, při kterém je rotující statorové pouzdro současně opracováváno zevnitř i zvenčí čtyřmi břity. Vnitřní nástroj se také otáčí. Rozdíl mezi otáčkovou rychlostí nástroje a rychlostí obrobku určuje řeznou rychlost na vnitřních břitech. Zvonovité vnější nástroje zůstávají nehybné. Pro zpracování se díl posune do mezery mezi vnitřním a vnějším nástrojem. Tento patentovaný postup snižuje vznikající síly na upínacím zařízení. Aby bylo možné přesně opracovat tenkostěnné díly, lze se tak vyhnout složitému upínacímu zařízení s tlumením vibrací. „Při návrhu nástroje byla věnována zvláštní pozornost velkému objemu třísky a velkým vznikajícím silám, protože se atypicky opracovává současně na vnitřním a vnějším průměru,“ vysvětluje Michael Kucher, manažer komponentů E-Mobility ve společnosti MAPAL.
Při dokončovací obrábění je poháněn pouze jemný vrtací nástroj, zatímco obrobek zůstává v klidu. Tím se zabraňuje vzniku nevyváženosti v materiálu způsobené nerotačně symetrickými tvary obrobku, což by mělo negativní dopad. Poté je obrobek v stroji přeupnut a zpracovává se ten vnější oblast, která byla dříve upnuta v oblasti příruby. Stanice pro přeupnutí může být navíc využita k dalšímu účelu:
Obrobek je zde před jemným vrtáním položen, aby se materiál uvolnil. Stroj má navíc dva nástrojové revolvery pro poháněné nástroje, které provádějí další zpracování podle požadavků na díl.
Rychlejší a stabilnější, než se očekávalo.
„Podtrženo sečteno, RASOMA DZS 400-2 kombinuje to nejlepší ze dvou světů, a to rychlost soustružení pro předběžné zpracování vnitřního a vnějšího konturu s přesností jemného vrtání pro dokončení vnitřního konturu,“ komentuje Daniel Pilz, projektový vedoucí společnosti NSH TECHNOLOGY. Výrobce obráběcích strojů a MAPAL přinesli své klíčové kompetence do tohoto komplexního řešení. Serializací stroje, nástrojové technologie a procesu byly dobré výsledky prototypu ještě dále zlepšeny. Dosáhnutá stabilita procesu dokonce překonala očekávání, a proto bylo možné plánovanou řeznou rychlost 700 m/min ještě zvýšit. „Zkušenosti, které NILES-SIMMONS přináší z rozmanitosti technologií, mají pozitivní vliv na celkovou stabilitu nástrojové technologie a stroje při tomto zpracování hliníku,“ vysvětluje Michael Kucher, manažer komponentů E-Mobility ve společnosti MAPAL.
RASOMA DZS 400-2 dosahuje podstatně kratší doby mezi obráběním než frézovací obráběcí centrum. To je dáno tím, že všechna nástroje jsou již v pracovním prostoru a jsou do pracovní polohy uvedena pouze otáčením revolverového disku. Tím odpadá veškerá výměna nástrojů, což zásadně snižuje vedlejší časy. S popsanou technologií byla již ve studiích očekávána redukce cyklové doby oproti standardnímu soustružení o 50 procent.
Zvýšení řezných rychlostí na 1.000 m/min při použití optimálně vhodných řezných materiálů a optimalizace vedlejších časů vedlo k dalšímu zisku času o 20 procent.
Proces probíhá tak stabilně, že náhodné odběry pro zajištění kvality jsou dostatečné. Zatímco na začátku byly měřeny všechny vyrobené součásti, nyní se doporučuje měřit pouze jednu součást na vrstvu. To, že je to více než dostatečné, dokazuje Daniel Pilz čísly: „RASOMA DZS 400-2 se speciálními nástroji od MAPAL dosahuje indexu schopnosti procesu přes 1,67 pro kritické vlastnosti jako je tvar válce, průměr a koncentrace, a tím splňuje průmyslové požadavky.“ Zákazníci, u kterých je stroj již v provozu, dosahují v třísměnném provozu roční produkce až 180 000 vyrobených součástí.
Úspěšně v hromadné výrobě

Mezi prvními uživateli sériového procesu pro výrobu statorů na RASOMA DZS 400-2 je LTH Castings ve Slovinsku. Tento tradiční slévárenský podnik má více než 100 slévárenských buněk a zpracovává surové díly na více než 250 CNC obráběcích centrech. Na celkem šesti místech pracuje přibližně 3 800 zaměstnanců. Dr. Primož Ogrinec, CTO společnosti LTH Castings: „S našimi komplexními řešeními od návrhu až po sériovou výrobu jsme důležitým strategickým partnerem automobilového průmyslu.
Naším spektrem komponentů jsou součásti pro převodovky, motory pro bateriově elektrická a hybridní vozidla, řízení a brzdové systémy.“ Stroje RASOMA DZS 400-2 jsou v moderní výrobě nakládány a vykládány pomocí robotů.
Stejně jako většina dodavatelů automobilového průmyslu vyrábí LTH Castings komponenty pro různé modely vozidel. Při výrobě statorových skříní je přitom flexibilita RASOMA DZS 400-2 užitečná, protože je třeba pouze přestavit upínací prostředky a nástroje. „S jedním jediným systémem a použitím nového procesu byla vyvinuta a uvedena do sériové výroby optimální řešení specifická pro výrobce, jak v množství, tak v kvalitě,“ vysvětluje André Ranke. Výroba statorových skříní je tak možná až do průměru 500 mm a délky součásti 500 mm.
„Na RASOMA DZS 400-2 lze vyrobit všechny skříně, které jsme dosud viděli, a viděli jsme jich už velmi mnoho,“ ujišťuje Thomas Lötzsch. Projektový tým byl přitom také překvapen, když pro design skříně velkého automobilového výrobce byla požadována vnitřní podříznutí části. Vzorová součást MAPAL, která byla speciálně navržena a vyrobena pro procesní návrh, tuto výzvu neměla. Ale MAPAL spolu se specialisty ze skupiny NSH velmi rychle našli společné řešení: Místo osvědčeného jemného vrtacího nástroje bylo použito vysoce přesné nastavovací nástroje se čtyřmi klapkami z produktového portfolia MAPAL, které vytváří požadovaný vnitřní profil. Na straně stroje byla během několika dní navržena rozhraní v souladu s MAPAL, které již při běžící zakázce dosáhlo sériové zralosti. Díky nyní velmi úzce propojené konstrukci vývoje jsou obě společnosti schopny rychle reagovat na nově vyvinuté profily.
Nový standard pro nízké náklady na díl.

RASOMA DZS 400-2 s nástrojovou technologií MAPAL se etablovala pro sériovou výrobu a řeší problémy s kvalitou, které se vyskytují na konvenčních soustružno-frézovacích strojích a horizontálních transferových linkách. Thomas Lötzsch zná případy, kdy požadované tvarové a polohové tolerance nebyly procesně bezpečně dosaženy a místo toho byla vyrobena zmetková produkce – až 50 procent.
Kde byla kvalita v pořádku, tam zase taktové časy zanechávaly co do přání a způsobovaly vyšší náklady na obrobky. Chyběl zavedený proces pro výrobu dílů.
Vzhledem k tvrdému cenovému boji mezi dodavateli automobilového průmyslu byly při vývoji RASOMA DZS 400-2 od samého začátku v popředí co nejnižší výrobní náklady na kus. Toho bylo dosaženo kombinací vysoké dostupnosti strojů, krátkých cyklů, kvality zpracovávaných dílů a procesně bezpečné výroby. Podle aktuálních výpočtů je tak možné dosáhnout zvlášť ekonomických nákladů na kus pro obrábění včetně nákladů na nástroje.
Kontakt:


