


Procesul dezvoltat de producătorul de mașini-unelte din Chemnitz NILES-SIMMONS și de producătorul de unelte MAPAL pentru prelucrarea completă a carcaselor de stator pentru motoarele electrice din vehicule a ajuns în producția de serie. Companiile furnizoare și OEM-urile produc acum componente de înaltă eficiență, destinate sistemelor de propulsie ale vehiculelor electrice cu baterii și modelelor hibride ale marilor producători auto.

Cei doi producători au demonstrat recent într-un proiect de dezvoltare că pe o mașină de prelucrare tip Pick-Up este posibilă o producție foarte economică și de înaltă precizie a carcaselor de stator. Componentele subțiri din aluminiu sunt necesare pentru propulsia vehiculelor electrice. Acestea sunt dotate pe partea exterioară cu nervuri pentru circuitul de răcire și sunt integrate în carcasele mai mari ale motoarelor.
În timpul dezvoltării, la NILES-SIMMONS s-a lucrat încă cu o mașină de prelucrare cu turație modulară adaptată pentru acest scop, dar acum a fost lansată pe piață o mașină concepută special pentru fabricarea statorilor.
Baza de dezvoltare a fost centrul de prelucrare verticală al mărcii RASOMA, care, la fel ca NILES-SIMMONS, este o marcă a grupului NSH (NILES-SIMMONS-HEGENSCHEIDT GmbH). Ambele mărci sunt organizate împreună în filiala grupului NSH, NSH TECHNOLOGY, și au avansat împreună în dezvoltare. Denumirea RASOMA DZS 400-2 indică faptul că lucrează cu două spindluri pentru piesele de prelucrat.
Pentru utilizarea în producția în serie, mașina a fost echipată pe laturi cu o zonă de preluare pentru piesele brute și o zonă de descărcare pentru piesele finite. Alimentarea și evacuarea componentelor se realizează prin benzi transportoare. În cazul dotării manuale, prin automatizare se poate utiliza un buffer de zece până la 20 de componente. Astfel, este posibilă operarea mai multor instalații, în timp ce angajatul poate desfășura alte procese în paralel cu producția.
„Am realizat astfel o automatizare de bază, pentru care nu sunt necesare roboți sau bariere la mașină. Operatorul poate plasa piesele direct pe un bandă de palete“, explică Thomas Lötzsch, Manager de Vânzări la NSH TECHNOLOGY. O încărcare și descărcare complet automată a pieselor de lucru de la mai multe mașini cu un sistem de transport central este opțională. Mașina se integrează ușor într-un mediu de producție existent, contribuind și dimensiunea relativ compactă de 7,50 x 2,60 m.
Baza pentru proiectarea RASOMA DZS 400-2 a fost realizată în colaborare cu LTH Castings, un partener cu o lungă experiență în domeniul turnării și specialist în prelucrarea componentelor complexe, de înaltă calitate și cu pereți subțiri din aluminiu turnat sub presiune. Proiectarea a avut în vedere direct experiențele practice și cerințele utilizatorilor.
Prelucrare completă în două fixări

Între pickup și dropdown, prelucrarea completă a pieselor se realizează pe mașina verticală în două fixări. Din partea de sus, un dispozitiv de prindere preia inițial piesa și o deplasează succesiv la diferite stații de prelucrare din mașină. La o stație de re-fixare în spațiul de lucru, piesa este rotită cu 180 de grade și preluată de a doua mandrină pentru prelucrarea finală. În timpul celei de-a doua fixări, începe în paralel prelucrarea următoarei piese la prima prindere.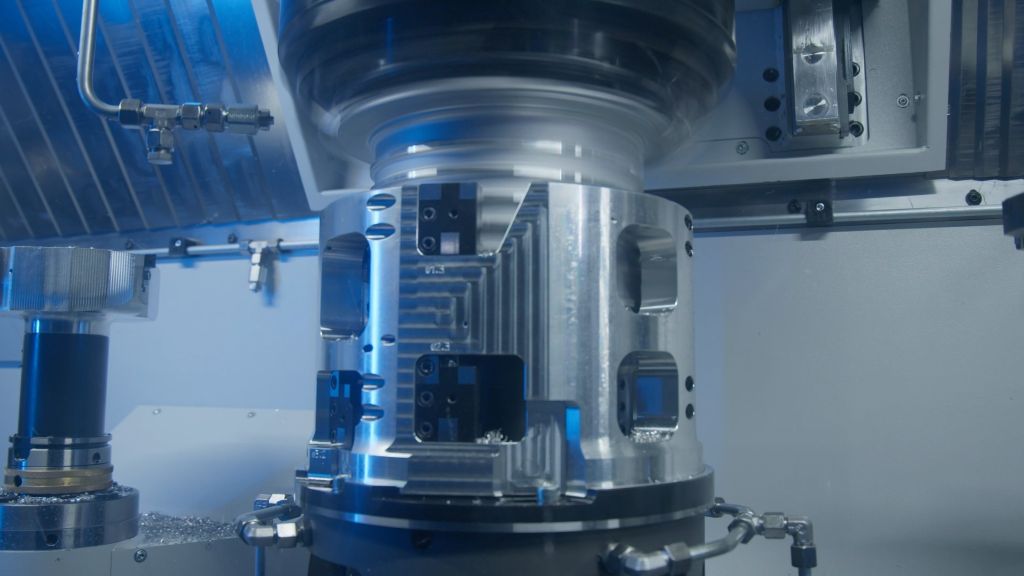
Așa cum se aliniază pașii de prelucrare pe o linie de transfer în miniatură. Procesul începe cu prelucrarea preliminară a diferitelor diametre interioare ale piesei. În acest timp, uneltele rămân nemișcate, iar piesa de prelucrat se rotește. „Prelucrarea cu un instrument de găurire ISO cu patru tăișuri pe un mandrină HSK-A 100 necesită doar un sfert din timpul principal comparativ cu prelucrarea convențională cu o lamă”, spune André Ranke, manager de vânzări regional MAPAL.
Extrem de eficient este și următorul pas de prelucrare, în care carcasă statorului rotativ este prelucrată simultan atât pe interior, cât și pe exterior, cu câte patru tăișuri fiecare. Uneltele interioare se rotesc de asemenea. Prin diferența dintre viteza de rotație a uneltei și viteza de rotație a piesei de prelucrat se obține viteza de tăiere la tăișurile interioare. Unealta exterioară în formă de clopot rămâne nemișcată. Pentru prelucrare, componenta este introdusă în fanta dintre uneltele interioare și exterioare. Această metodă brevetată reduce forțele care apar asupra dispozitivului de prindere. Pentru a prelucra cu precizie componentele cu pereți subțiri, se poate renunța la un dispozitiv de prindere complex cu amortizare a vibrațiilor. „La proiectarea uneltei s-a acordat o atenție deosebită volumului mare de așchii și forțelor mari care apar, deoarece, în mod atipic, se prelucrează simultan pe diametrul interior și exterior”, explică Michael Kucher, Manager de Componentă E-Mobility la MAPAL.
În prelucrarea finală, doar uneltele de găurire fine sunt acționate, în timp ce piesa rămâne staționară. Astfel se previne apariția dezechilibrelor în material din cauza formelor de piesă care nu sunt simetrice de rotație, care ar putea avea un impact negativ. După aceea, piesa este repoziționată în mașină și se prelucrează zona exterioară care a fost strânsă anterior în zona flanșului. Stația de repoziționare poate fi utilizată și pentru un alt scop:
Piesa de prelucrat este așezată aici înainte de găurirea fină pentru a relaxa materialul. Mașina dispune, de asemenea, de două revolvere de unelte pentru unelte acționate, care efectuează prelucrări suplimentare în funcție de cerințele componentelor.
Mai rapid și mai stabil decât se aștepta.
„În concluzie, RASOMA DZS 400-2 combină cele mai bune aspecte din două lumi, și anume viteza prelucrării prin tăiere pentru prelucrarea preliminară a conturului interior și exterior cu precizia găuririi fine pentru finisarea conturului interior“, comentează Daniel Pilz, lider de proiect la NSH TECHNOLOGY. Producătorul de mașini-unelte și MAPAL și-au adus competențele de bază în această soluție completă. Prin serializarea mașinii, tehnologiei uneltelor și procesului, rezultatele bune ale prototipului au fost îmbunătățite și mai mult. Stabilitatea procesului atinsă a depășit chiar așteptările, astfel încât viteza de tăiere vizată de 700 m/min a putut fi crescută și mai mult. „Experiențele pe care NILES-SIMMONS le aduce din diversitatea tehnologică au un impact pozitiv asupra stabilității generale a tehnologiei uneltelor și a mașinii în această prelucrare a aluminiului“, explică Michael Kucher, manager de componente E-Mobility la MAPAL.
RASOMA DZS 400-2 atinge un timp de așchiere la așchiere semnificativ mai scurt decât un centru de prelucrare prin frezare. Acest lucru se explică prin faptul că toate uneltele sunt deja în spațiul de lucru și sunt aduse în poziția de lucru doar prin mișcarea de pivotare a discului revolver. Astfel, toate schimbările de unelte sunt eliminate, ceea ce reduce semnificativ timpii neproductivi. Cu tehnologia descrisă, în studii s-a anticipat deja o reducere a timpului de ciclu cu 50% față de prelucrarea standard prin turnare.
Creșterea vitezelor de tăiere la 1.000 m/min, utilizând materiale de tăiere optim adecvate și optimizarea timpilor secundari, a dus la un câștig de timp de încă 20 la sută.
Procesul decurge atât de stabil, încât prelevările aleatorii pentru asigurarea calității sunt suficiente. La început, toate componentele fabricate erau măsurate, dar acum recomandarea este de doar o piesă pe strat. Că acest lucru este mai mult decât suficient, o demonstrează Daniel Pilz cu cifre: „RASOMA DZS 400-2 cu uneltele speciale de la MAPAL atinge un indice de capacitate a procesului de peste 1,67 pentru caracteristici critice precum forma cilindrică, diametrul și concentricitățile, îndeplinind astfel cerințele industriale.” Clienții care au deja mașina în funcțiune ajung, în regim de trei schimburi, la o producție anuală de până la 180.000 de componente fabricate.
De succes în seria mare

Printre primii utilizatori ai procesului de serie pentru fabricarea statorilor pe RASOMA DZS 400-2 se numără LTH Castings din Slovenia. Această companie tradițională de turnătorie dispune de peste 100 de celule de turnare și prelucrează piesele brute pe peste 250 de centre de prelucrare CNC. La un total de șase locații, lucrează aproximativ 3.800 de angajați. Dr. Primož Ogrinec, CTO al LTH Castings: „Cu soluțiile noastre All-in-One, de la proiectare până la producția de serie, suntem un partener strategic important pentru industria auto.
În spectrul nostru de componente se află componente pentru transmisii, motoare pentru vehicule electrice cu baterie și hibride, sisteme de direcție și frânare.” Mașinile RASOMA DZS 400-2 sunt încărcate și descărcate în producția de înaltă tehnologie cu ajutorul roboților.
Ca majoritatea furnizorilor de automobile, LTH Castings produce componente pentru diferite modele de vehicule. În fabricarea carcaselor de stator, flexibilitatea RASOMA DZS 400-2 este utilă, deoarece trebuie doar schimbate dispozitivele de prindere și uneltele. „Cu un singur sistem și aplicând noul proces, a fost dezvoltată o soluție optimă, specifică producătorului, atât în ceea ce privește cantitatea, cât și calitatea, și a fost adusă la maturitate pentru producția în serie”, explică André Ranke. Prin urmare, producția de carcase de stator este posibilă până la un diametru de 500 mm și o lungime a componentelor de 500 mm.
„Pe RASOMA DZS 400-2 pot fi fabricate toate carcasele pe care le-am văzut până acum, iar noi am văzut deja foarte multe“, asigură Thomas Lötzsch. De asemenea, echipa de proiect a avut parte de o surpriză atunci când pentru designul carcasei unui mare producător de automobile a fost solicitat un detaliu de tip subcutanat pe partea interioară a componentei. Componenta de probă de la MAPAL, care a fost special concepută și fabricată pentru proiectarea procesului, nu prezenta această provocare. Totuși, MAPAL, împreună cu specialiștii din cadrul NSH Group, a găsit rapid o soluție comună: în locul uneltelor de găurire fine, deja dovedite în practică, a fost utilizat un instrument de reglare de înaltă precizie cu patru glisiere din portofoliul de produse MAPAL, care generează conturul interior dorit. Pe partea de mașină, în câteva zile a fost construită o interfață coordonată cu MAPAL, care a atins deja maturitatea de serie în cadrul comenzii în curs. Datorită dezvoltării foarte bine interconectate, cele două companii sunt capabile să reacționeze rapid la contururi nou dezvoltate.
Noua referință pentru costuri reduse per piesă

RASOMA DZS 400-2 cu tehnologia de unelte MAPAL s-a impus în producția de serie și rezolvă problemele de calitate care apar pe mașinile de frezare și strunjire convenționale, precum și pe liniile de transfer orizontale. Thomas Lötzsch cunoaște cazuri în care toleranțele de formă și poziție solicitate nu au fost atinse în mod sigur din punct de vedere al procesului, iar în schimb s-a produs rebut – până la 50 la sută.
Unde calitatea era satisfăcătoare, timpii de ciclu lăsau de dorit și provocau costuri mai mari ale pieselor. Lipsea un proces stabilit pentru fabricarea componentelor.
Deoarece există o competiție acerbă pe piața furnizorilor de automobile, în dezvoltarea RASOMA DZS 400-2 s-a pus accent pe costuri de producție cât mai scăzute încă de la început. Acest obiectiv a fost atins prin combinarea unei disponibilități ridicate a mașinilor, timpi scurți de ciclu, calitatea componentelor prelucrate și o producție sigură din punct de vedere al procesului. Conform calculelor actuale, se pot obține costuri per piesă deosebit de economice pentru prelucrare, inclusiv costurile uneltelor.
Contact:


