


A Chemnitzi szerszámgépgyártó NILES-SIMMONS és a szerszámgyártó MAPAL által kifejlesztett folyamat a járművek elektromotorjainak statorházaik teljes megmunkálására már sorozatgyártásba került. A beszállító vállalatok és az OEM-ek így már rendkívül hatékonyan állítanak elő olyan alkatrészeket, amelyek akkumulátorral működő járművek és nagy autógyártók hibrid modelljeinek meghajtásához készülnek.

A két gyártó nemrégiben egy fejlesztési projekt keretében bemutatta, hogy egy Pick-Up esztergagépen rendkívül gazdaságos és nagy pontosságú statorkházak gyártása lehetséges. A vékony falú alumínium alkatrészeket elektromos járművek meghajtásához használják. A külső oldalukon hűtőköri bordákkal vannak ellátva, és a nagyobb motorházakba építik be őket.
Míg a NILES-SIMMONS fejlesztése során még egy átalakított moduláris esztergával dolgoztak, most egy kifejezetten a stator gyártására tervezett gép került a piacra.
A fejlesztési alapot a RASOMA márkájú függőleges megmunkáló központ képezte, amely, akárcsak a NILES-SIMMONS, az NSH Group (NILES-SIMMONS-HEGENSCHEIDT GmbH) márkája. Mindkét márka közösen az NSH Group leányvállalatánál, az NSH TECHNOLOGY-nál van szervezve, és közösen hajtották végre a fejlesztést. A RASOMA DZS 400-2 elnevezés arra utal, hogy két munkadaraborsóval dolgozik.
A sorozatgyártásra való alkalmazás érdekében a gépet az oldalain egy pickup területtel a nyersalkatrészek számára és egy dropdown területtel a kész alkatrészek számára látták el. Az alkatrészek be- és kiadása szállítószalagokon történik. Manuális feltöltés esetén az automatizálás révén tíz és húsz alkatrész közötti puffert lehet használni. Így lehetővé válik több berendezés egyidejű kezelése, miközben a munkavállaló a gyártási folyamatok mellett más tevékenységekkel is foglalkozhat.
„Ezzel alapértelmezés szerint egy egyszerű automatizálást valósítottunk meg, amelyhez nem szükségesek robotok vagy gép körüli elkerítések. A kezelő közvetlenül a palettaszalagra helyezheti a munkadarabokat“ - magyarázza Thomas Lötzsch, az NSH TECHNOLOGY értékesítési menedzsere. Lehetséges egy központi szállítórendszerrel rendelkező több gép teljesen automatizált munkadarab-beszerelése és -kiürítése is. A gép könnyen integrálható a meglévő gyártási környezetbe, amit a viszonylag kompakt 7,50 x 2,60 m-es elhelyezési méret is elősegít.
A RASOMA DZS 400-2 tervezésének alapját az LTH Castings-szal való együttműködés adta, amely egy hosszú tapasztalattal rendelkező partner a öntés területén, és szakértője a komplex, magas minőségű és vékony falú alkatrészek megmunkálásának nyomásos öntött alumíniumból. A kialakítás közvetlenül figyelembe vette a felhasználók gyakorlati tapasztalatait és igényeit.
Teljes megmunkálás két rögzítésben

A Pickup és Dropdown között a vertikális gépen a munkadarabok teljes megmunkálása két rögzítésben történik. Felül egy rögzítőeszköz először felveszi a munkadarabot, majd egymás után különböző megmunkáló állomásokra viszi a gépen belül. A munkaterületen egy átkonfiguráló állomáson a darabot 180 fokkal elforgatják, és a második munkadaraborsó veszi át a befejező megmunkálásra. A második rögzítés alatt párhuzamosan az első rögzítésnél megkezdődik a következő munkadarab megmunkálása.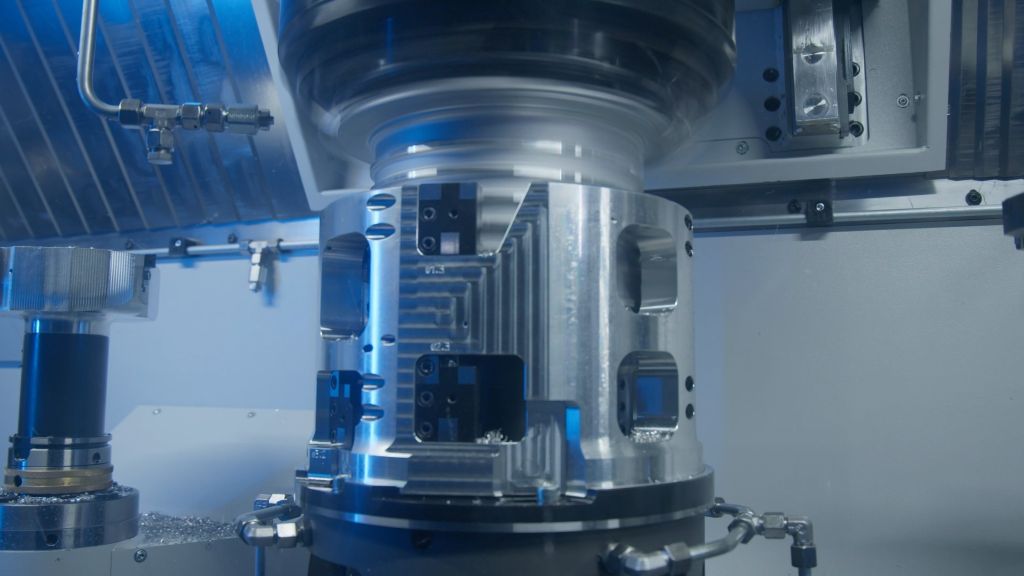
Mint egy kisméretű transzferúton, a megmunkálási lépések egymás után következnek. A folyamat a munkadarab különböző belső átmérőinek előfúrásával kezdődik. Itt az eszköz áll, míg a munkadarab forog. „A négyélű ISO fúróeszközzel végzett forgácsolás egy HSK-A 100 orsón csak a hagyományos esztergálás főidőjének negyedét igényli” – mondja André Ranke, a MAPAL területi értékesítési vezetője.
A következő feldolgozási lépés is rendkívül hatékony, amely során a forgó statorház belső és külső része egyidejűleg négy vágóéllel kerül megmunkálásra. A belső szerszám is forog. A szerszámfordulatszám és a munkadarab fordulatszáma közötti különbség adja a vágási sebességet a belső vágóéleken. A harangformájú külső szerszám áll. A munkadarabot a belső és külső szerszám közötti résbe helyezik a megmunkálás során. Ez a szabadalmaztatott eljárás csökkenti a befogóeszközön fellépő erőket. A vékony falú alkatrészek precíz megmunkálásához így elkerülhető a bonyolult munkadarab-befogó eszköz használata, amely rezgéscsillapítással rendelkezik. „A szerszám tervezésekor különös figyelmet fordítottunk a nagy forgácsmennyiségre és a nagyobb fellépő erőkre, mivel szokatlan módon egyszerre történik a belső és külső átmérő megmunkálása“ – magyarázza Michael Kucher, a MAPAL E-Mobilitásért felelős komponens menedzsere.
A végső megmunkálás során csak a finomfúró szerszám van meghajtva, míg az alkatrész mozdulatlan marad. Ezzel megakadályozható, hogy az anyagban nem forgásszimmetrikus munkadarabformák miatt egyensúlytalanságok keletkezzenek, amelyek negatívan befolyásolják a folyamatot. Ezt követően az alkatrészt átkonfigurálják a gépben, és azt a külső területet dolgozzák fel, amely korábban a perem területén volt rögzítve. Az átkonfiguráló állomás egy másik célra is felhasználható:
A munkadarabot itt a finom fúrás előtt az anyag megpuhítása érdekében helyezik el. A gép emellett két szerszámforgót is tartalmaz, amelyek hajtott szerszámokkal rendelkeznek, és az alkatrész követelményei szerint további megmunkálásokat végeznek.
Gyorsabb és stabilabb, mint vártuk.
„A RASOMA DZS 400-2 lényegében a két világ legjobbjait ötvözi, nevezetesen a forgatás sebességét a belső és külső kontúr előkészítéséhez, valamint a finom fúrás pontosságát a belső kontúr simításához“ – kommentálja Daniel Pilz, az NSH TECHNOLOGY projektvezetője. A szerszámgépgyártó és a MAPAL a saját alapkompetenciáikat hozták be ebbe a teljes megoldásba. A gép, a szerszámtechnológia és a folyamat sorozatgyártásával a prototípus jó eredményeit tovább javították. A megvalósított folyamatstabilitás még a várakozásokat is felülmúlta, így a kitűzött 700 m/min vágási sebességet tovább tudták növelni. „A NILES-SIMMONS technológiai sokszínűségéből származó tapasztalatok pozitívan hatnak a szerszámtechnológia és a gép összstabilitására az alumínium megmunkálása során“ – magyarázza Michael Kucher, a MAPAL E-Mobility komponensmenedzsere.
A RASOMA DZS 400-2 lényegesen rövidebb forgács-hoz-forgács időt ér el, mint egy maró megmunkáló központ. Ennek oka, hogy az összes szerszám már a munkaterületen van, és csak a revolverszerkezet elforgatásával helyezhetők munkapozícióba. Így elmaradnak a szerszámcserék, ami döntően csökkenti a mellékidőket. A leírt technológiával már a tanulmányok során 50%-os ciklusidő-csökkentést vártak a standard forgácsoláshoz képest.
A vágási sebességek 1.000 m/min-ra történő növelése az optimálisan megfelelő vágóanyagok alkalmazásával és a kiegészítő időszakok optimalizálása további 20 százalékos időnyereséget eredményezett.
A folyamat olyan stabilan működik, hogy a minőségbiztosításhoz elegendőek a véletlenszerű mintavételek. Míg kezdetben minden legyártott alkatrészt megmértek, most már csak egy alkatrész ajánlott rétegenként. Ezt Daniel Pilz számokkal támasztja alá: „A RASOMA DZS 400-2 a MAPAL speciális szerszámaival 1,67 feletti folyamatképességi indexet ér el kritikus jellemzők, mint a hengerforma, átmérő és koncentrikusságok tekintetében, ezzel megfelelve az ipari előírásoknak.” Azok a vásárlók, akiknél a gép már üzemel, három műszakos működés mellett évi akár 180.000 legyártott alkatrész teljesítményre is képesek.
Sikeresen a nagyszériában

A sorozatgyártási folyamat első felhasználói közé tartozik a LTH Castings Szlovéniában, amely a stator gyártásához használja a RASOMA DZS 400-2-t. A hagyományos öntödéjének több mint 100 öntőcellája van, és a nyers alkatrészeket több mint 250 CNC megmunkáló központban dolgozza fel. Összesen hat helyszínen körülbelül 3.800 alkalmazott dolgozik. Dr. Primož Ogrinec, a LTH Castings műszaki igazgatója: „Az egyablakos megoldásainkkal a tervezéstől a sorozatgyártásig fontos stratégiai partnerei vagyunk az autóiparnak."
A komponensportfóliónkba tartoznak a hajtóművek, akkumulátoros elektromos és hibrid járművek motorjai, valamint a kormány- és fékrendszerek. A RASOMA DZS 400-2 gépeket a korszerű gyártás során robotokkal töltik be és ürítik ki.
Mint a legtöbb autóipari beszállító, az LTH Castings különböző járműmodellekhez gyárt alkatrészeket. A statorházak gyártásánál a RASOMA DZS 400-2 rugalmassága hasznos, ahol csak a szorítóeszközöket és szerszámokat kell átszerelni. „Egyetlen rendszerrel és az új folyamat alkalmazásával gyártóspecifikusan mind mennyiségben, mind minőségben optimális megoldást dolgoztunk ki és hoztunk létre sorozatgyártásra”, magyarázza André Ranke. A statorházak gyártása így 500 mm átmérőig és 500 mm alkatrészhosszúságig lehetséges.
„A RASOMA DZS 400-2-n minden ház elkészíthető, amit eddig láttunk, és már nagyon sokat láttunk“ – biztosít Thomas Lötzsch. A projektcsapat számára is volt meglepetés, amikor egy nagy autógyártó háztervéhez a komponens belső oldalán egy hátsó bemetszést kértek. A MAPAL által a folyamattervezéshez külön tervezett és gyártott mintadarab nem tartalmazta ezt a kihívást. De a MAPAL az NSH Group szakértőivel együtt nagyon gyorsan közös megoldást talált: a gyakorlatban bevált finomfúró szerszám helyett a MAPAL termékportfóliójából egy négy csúszkával rendelkező, nagy pontosságú beállító szerszámot használtak, amely létrehozza a kívánt belső kontúrt. A gép oldalán néhány napon belül egy, a MAPAL-lal összehangolt interfészt terveztek, amely már a folyamatban lévő megbízás során sorozatgyártásra alkalmas lett. Az azóta nagyon szorosan összekapcsolt fejlesztési konstrukciónak köszönhetően a két vállalat képes gyorsan reagálni az újonnan kifejlesztett kontúrokra.
Új mérce az alacsony költség per darab számára

A RASOMA DZS 400-2 a MAPAL szerszámtechnológiájával a sorozatgyártásban elterjedtté vált, és megoldja azokat a minőségi problémákat, amelyek a hagyományos eszterga-fúró gépeken és vízszintes transzferutakon jelentkeznek. Thomas Lötzsch tudomására jutottak olyan esetek, amikor a megkövetelt forma- és helyzeti tűrések nem voltak folyamatbiztosan elérhetők, és ehelyett selejt keletkezett – akár 50 százalékos arányban.
Ahol a minőség megfelelő volt, ott a ciklusidők viszont kívánnivalót hagytak maguk után, és magasabb munkadarabköltségeket okoztak. Hiányzott egy bevált folyamat az alkatrészek gyártásához.
Mivel az autóipari beszállítók között kemény árverseny zajlik, a RASOMA DZS 400-2 fejlesztésénél már a kezdetektől fogva a lehető legalacsonyabb darabköltségek álltak a középpontban. Ezt a célt a magas gép rendelkezésre állás, a rövid ciklusidők, a megmunkált alkatrészek minősége és a folyamatbiztos gyártás kombinációjával érték el. A legfrissebb számítások szerint így a forgácsolás esetében, beleértve a szerszámköltségeket is, különösen gazdaságos darabköltségek érhetők el.
Kapcsolat:


