


Chemnitz'teki alet makineleri üreticisi NILES-SIMMONS ve alet üreticisi MAPAL tarafından geliştirilen elektrik motorları için stator gövdelerinin komple işlenmesi süreci seri üretime girmiştir. Tedarik şirketleri ve OEM'ler artık bu süreçle, büyük otomobil üreticilerinin batarya elektrikli araçlar ve hibrit modellerinin tahrik sistemleri için tasarlanmış yüksek verimli bileşenler üretmektedir.

İki üretici, yakın zamanda bir geliştirme projesinde, bir Pick-Up torna tezgahında çok ekonomik ve yüksek hassasiyetle stator muhafazalarının üretiminin mümkün olduğunu göstermiştir. İnce duvarlı alüminyum parçalar, elektrikli araçların tahrikinde kullanılmaktadır. Dış yüzeyleri soğutma devresi için kanatçıklarla donatılmıştır ve daha büyük motor muhafazalarına entegre edilmektedir.
Geliştirme sırasında NILES-SIMMONS'ta bunun için modifiye edilmiş bir modüler torna tezgahı kullanılmışken, şimdi stator üretimi için özel olarak tasarlanmış bir makine piyasaya sürüldü.
Gelişim temeli, RASOMA markasına ait dikey işleme merkeziydi; bu marka, NILES-SIMMONS gibi NSH Group'un (NILES-SIMMONS-HEGENSCHEIDT GmbH) bir markasıdır. Her iki marka, NSH Group'un bir yan kuruluşu olan NSH TECHNOLOGY'de birlikte organize edilmiştir ve geliştirmeyi ortaklaşa ilerletmişlerdir. RASOMA DZS 400-2 adı, iki iş parçası mili ile çalıştığını göstermektedir.
Seri üretim için makine, yanlarda ham parçalar için bir alım bölgesi ve bitmiş parçalar için bir bırakma bölgesi ile donatılmıştır. Parçaların giriş ve çıkışı, taşıma bantları aracılığıyla gerçekleşir. Manuel yükleme durumunda otomasyon sayesinde on ila yirmi parça arasında bir tampon kullanılabilir. Böylece, çalışan diğer süreçlerle ilgilenirken birden fazla tesisin işletilmesi mümkün olmaktadır.
"Standart olarak, robotlar veya makinede güvenlik bariyerleri gerektirmeyen en basit otomasyonu gerçekleştirdik. Operatör parçaları doğrudan bir palet bandına yerleştirebilir," diyor NSH TECHNOLOGY'den Satış Müdürü Thomas Lötzsch. Bir merkezi taşıma sistemi ile birden fazla makinenin tam otomatik iş parçası yükleme ve boşaltması isteğe bağlı olarak mümkündür. Makine, 7,50 x 2,60 m'lik nispeten kompakt yerleşim boyutuyla mevcut bir üretim ortamına kolayca entegre edilebilir.
RASOMA DZS 400-2'nin tasarımının temeli, döküm alanında uzun deneyime sahip ve basınç döküm alüminyumdan karmaşık, yüksek kaliteli ve ince duvarlı bileşenlerin işlenmesi konusunda uzman olan LTH Castings ile işbirliği içinde geliştirilmiştir. Tasarım, doğrudan kullanıcıların pratik deneyimlerini ve gereksinimlerini dikkate almıştır.
Tam işlemeyi iki sıkıştırmada gerçekleştirme

Pickup ve Dropdown arasında, parçaların tam işlenmesi dikey makinede iki tutuşta gerçekleştirilir. Yukarıdan bir sıkıştırma aracı, iş parçasını önce alır ve makinedeki çeşitli işleme istasyonlarına sırayla götürür. İş alanında bir yeniden sıkıştırma istasyonunda parça 180 derece döndürülür ve ikinci iş parçası milinden son işlem için alınır. İkinci tutuş sırasında, ilk alımda bir sonraki parçanın işlenmesine paralel olarak başlanır.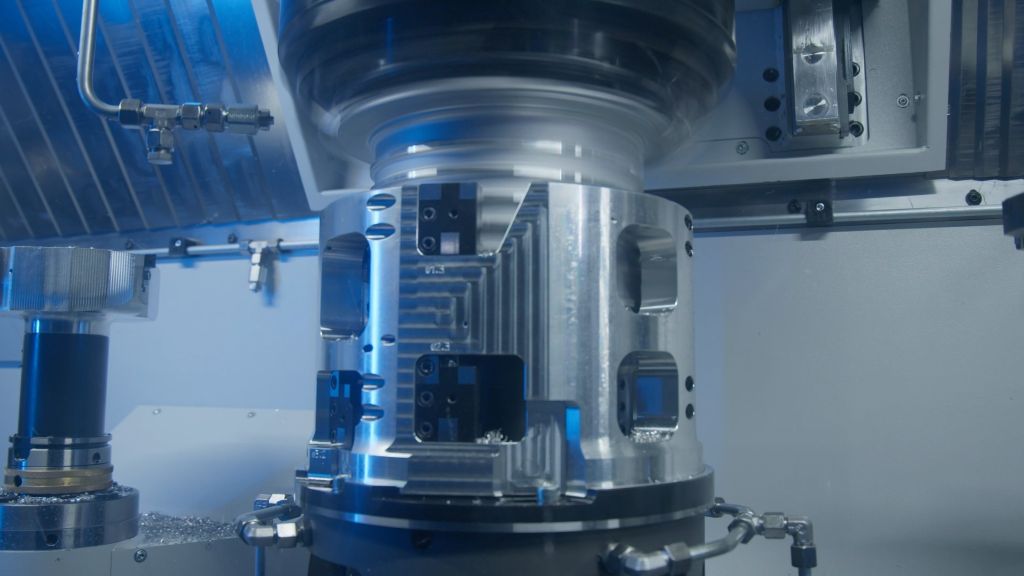
Küçük ölçekli bir transfer yolu gibi, işleme adımları sıralanır. Süreç, parçanın farklı iç çaplarının kaba işlenmesiyle başlar. Bu esnada alet sabit durur ve iş parçası döner. "Dört kesici ISO delik açma aracı ile HSK-A 100 mil üzerinde yapılan talaş kaldırma, geleneksel bir kesici ile yapılan torna işlemine göre ana zamanın yalnızca dörtte birini gerektiriyor," diyor André Ranke, MAPAL Bölge Satış Müdürü.
Son derece verimli olan bir sonraki işleme adımı, dönen stator gövdesinin iç ve dış kısımlarının aynı anda dört kesici ile işlenmesidir. İç alet de döner. Aletin devir sayısı ile iş parçasının devir sayısı arasındaki fark, iç kesicilerdeki kesme hızını belirler. Çan şeklindeki dış alet sabit durur. İşleme için parça, iç ve dış alet arasındaki boşluğa yerleştirilir. Bu patentli yöntem, sıkıştırma aracındaki oluşan kuvvetleri azaltır. İnce duvarlı parçaların hassas bir şekilde işlenmesi için, titreşim sönümleme özelliğine sahip karmaşık bir iş parçası sıkıştırma aracına ihtiyaç duyulmaz. "Alet tasarımında, iç ve dış çapın aynı anda işlenmesi nedeniyle büyük talaş hacmine ve ortaya çıkan büyük kuvvetlere özel dikkat gösterilmiştir," diyor MAPAL'de E-Mobility Bileşen Yöneticisi Michael Kucher.
İşlem tamamlandığında yalnızca ince delik işleme aracı çalıştırılırken, parça sabit kalır. Bu, döner simetrik olmayan parça şekillerinin malzemedeki dengesizlikleri oluşturmasını ve olumsuz etkiler yaratmasını önler. Daha sonra parça makinede yeniden sıkıştırılır ve daha önce flanş bölgesinde sıkıştırılan dış alan işlenir. Sıkıştırma istasyonu, başka bir amaç için de kullanılabilir:
Parça, burada ince delme işleminden önce malzemenin gevşemesi için yerleştirilir. Makine ayrıca, parça gereksinimlerine göre ek işlemler gerçekleştiren tahrikli aletler için iki alet revolverine sahiptir.
Daha hızlı ve beklenenden daha stabil
"Sonuç olarak, RASOMA DZS 400-2, iç ve dış konturun ön işlenmesi için tornalama hızını, iç konturun son işleminde hassas delme ile birleştiriyor," diyor NSH TECHNOLOGY Proje Lideri Daniel Pilz. Makine imalatçısı ve MAPAL, bu komple çözüme kendi temel yetkinliklerini kattı. Makine, alet teknolojisi ve süreçlerin seri hale getirilmesi ile prototipin iyi sonuçları daha da iyileştirildi. Elde edilen süreç istikrarı beklentileri bile aştı, bu nedenle hedeflenen kesme hızı olan 700 m/dk daha da artırılabildi. MAPAL'da E-Mobilite Bileşen Yöneticisi Michael Kucher, "NILES-SIMMONS'ın teknoloji çeşitliliğinden edindiği deneyimler, bu alüminyum işleme sürecinde alet teknolojisi ve makinenin genel istikrarı üzerinde olumlu bir etki yaratıyor," açıklamasında bulundu.
RASOMA DZS 400-2, bir freze işleme merkezine göre çok daha kısa bir talaş-talaş süresi elde etmektedir. Bunun nedeni, tüm aletlerin zaten çalışma alanında bulunması ve sadece döner tabla hareketi ile çalışma pozisyonuna getirilmesidir. Böylece tüm alet değişimleri ortadan kalkmakta ve yan zamanlar önemli ölçüde azalmaktadır. Tanımlanan teknoloji ile yapılan çalışmalarda, standart torna işlemesine göre %50 oranında bir döngü süresi azaltımı beklenmektedir.
Kesme hızlarının 1.000 m/dk'ya çıkarılması, en uygun kesme malzemelerinin kullanılması ve yan zamanların optimize edilmesi, ek %20'lik bir zaman kazancı sağladı.
Süreç o kadar stabil çalışıyor ki, kalite güvenliği için rastgele örneklemeler yeterli. Başlangıçta üretilen tüm parçalar ölçülürken, şimdi tavsiye edilen sadece bir parça başına katman. Bunun yeterli olduğunu Daniel Pilz sayılarla kanıtlıyor: "MAPAL'ın özel aletleri ile birlikte RASOMA DZS 400-2, silindirik şekil, çap ve konsantriklik gibi kritik özellikler için 1,67'nin üzerinde bir süreç yeterlilik indeksi elde ediyor ve böylece endüstriyel gereklilikleri karşılıyor." Makinenin zaten kullanıldığı müşteriler, üç vardiyalı çalışmada yıllık 180.000'e kadar üretilen parça performansına ulaşıyor.
Başarılı bir seri üretimde

İlk seri üretim sürecini RASOMA DZS 400-2 ile stator üretiminde kullananlardan biri, Slovenya'daki LTH Castings'tir. Köklü bir döküm şirketi olan LTH Castings, 100'den fazla döküm hücresine sahiptir ve ham parçaları 250'den fazla CNC işleme merkezinde işlemektedir. Toplamda altı lokasyonda yaklaşık 3.800 çalışan bulunmaktadır. LTH Castings'in CTO'su Dr. Primož Ogrinec: "Tasarım aşamasından seri üretime kadar sunduğumuz hepsi bir arada çözümlerle otomotiv endüstrisinin önemli bir stratejik ortağıyız."
Bileşen yelpazemize, batarya elektrikli ve hibrit araçlar için dişliler, motorlar, direksiyon ve fren sistemleri için bileşenler dahildir." RASOMA DZS 400-2 makineleri, son teknoloji üretimde robotlarla yüklenip boşaltılmaktadır.
Çoğu otomotiv tedarikçisi gibi, LTH Castings farklı araç modelleri için bileşenler üretmektedir. Stator muhafazalarının üretiminde, yalnızca tutucu ve aletlerin değiştirilmesi gereken RASOMA DZS 400-2'nin esnekliği faydalıdır. "Tek bir sistemle ve yeni süreç uygulanarak, üreticiye özgü olarak hem miktar hem de kalite açısından optimal bir çözüm geliştirilmiş ve seri üretime hazır hale getirilmiştir," diye açıklıyor André Ranke. Stator muhafazalarının üretimi, 500 mm çap ve 500 mm parça uzunluğuna kadar mümkündür.
"RASOMA DZS 400-2 üzerinde şimdiye kadar gördüğümüz tüm muhafazalar üretilebilir ve biz çok sayıda gördük," diyor Thomas Lötzsch. Proje ekibi için de bir sürpriz yaşandı; büyük bir otomobil üreticisinin muhafaza tasarımı için parçanın iç kısmında bir kesit talep edildi. MAPAL tarafından süreç tasarımı için özel olarak tasarlanan ve üretilen örnek parça bu zorluğu taşımıyordu. Ancak MAPAL, NSH Group'un uzmanlarıyla birlikte çok hızlı bir çözüm geliştirdi: Pratikte kanıtlanmış ince delik açma aleti yerine, MAPAL'ın ürün portföyünden dört kayar ile yüksek hassasiyetli bir ayar aracı kullanıldı ve istenen iç kontur oluşturuldu. Makine tarafında, birkaç gün içinde MAPAL ile uyumlu bir arayüz tasarlandı ve bu, mevcut siparişle birlikte seri üretim aşamasına ulaştı. Artık çok sıkı bir şekilde entegre edilmiş geliştirme tasarımı sayesinde, iki şirket yeni geliştirilen konturlara hızlı bir şekilde yanıt verebiliyor.
Yeni standart düşük parça başı maliyet için

RASOMA DZS 400-2, MAPAL'ın alet teknolojisi ile, seri üretimde kendini kanıtlamış ve geleneksel torna-freze makineleri ile yatay transfer hatlarında ortaya çıkan kalite sorunlarını çözmektedir. Thomas Lötzsch, istenen şekil ve konum toleranslarının süreç güvenliği ile sağlanamadığı ve bunun yerine %50'ye kadar atık üretildiği durumları bilmektedir.
Kalite uygun olduğunda, döngü süreleri yine tatmin edici değildi ve daha yüksek parça maliyetlerine neden oldu. Parçaların üretimi için yerleşik bir süreç eksikti.
Otomotiv tedarikçileri arasında sert bir fiyat rekabeti olduğu için, RASOMA DZS 400-2'nin geliştirilmesinde mümkün olan en düşük parça maliyetleri ön planda tutulmuştur. Bu hedef, yüksek makine kullanılabilirliği, kısa döngü süreleri, işlenen parçaların kalitesi ve süreç güvenilirliği ile elde edilmiştir. Güncel hesaplamalara göre, bu sayede takım maliyetleri dahil olmak üzere özellikle ekonomik parça başına maliyetler elde edilebilir.
İletişim:


