


Процес, розроблений виробником верстатів NILES-SIMMONS з Хемніца та виробником інструментів MAPAL для комплексної обробки корпусів статора електродвигунів у транспортних засобах, вже впроваджено в серійне виробництво. Постачальники та виробники оригінального обладнання (OEM) тепер виробляють високоефективні компоненти, призначені для приводів батарейних електромобілів та гібридних моделей великих автомобільних виробників.

Обидва виробники нещодавно продемонстрували в рамках проекту розробки, що на токарному верстаті з Pick-Up можлива дуже економічна та високо точна продукція статорових корпусів. Тонкостінні алюмінієві деталі потрібні для приводу в електромобілях. Ззовні вони оснащені ребрами для охолоджувального контуру і вбудовуються в більші корпуси двигунів.
Під час розробки в NILES-SIMMONS ще використовувалася спеціально модифікована модульна токарна машина, тепер на ринок вийшла машина, спеціально розроблена для виробництва статора.
Розробницькою основою став вертикальний обробний центр марки RASOMA, яка, так само як NILES-SIMMONS, є брендом групи NSH (NILES-SIMMONS-HEGENSCHEIDT GmbH). Обидва бренди спільно організовані в дочірньому підприємстві групи NSH TECHNOLOGY та спільно просували розвиток. Позначення RASOMA DZS 400-2 вказує на те, що він працює з двома шпинделями для обробки деталей.
Для використання в серійному виробництві машина оснащена боковими зонами для приймання сировини та зоною для готових деталей. Подача та вивіз компонентів здійснюється за допомогою конвеєрів. При ручному завантаженні через автоматизацію можна використовувати буфер з десяти до 20 компонентів. Це дозволяє обслуговувати кілька установок, поки співробітник може займатися іншими процесами, що супроводжують виробництво.
„Ми реалізували найпростішу автоматизацію, для якої не потрібні роботи або огорожі біля машини. Оператор може безпосередньо класти деталі на палетний конвеєр“, пояснює Томас Льотцш, менеджер з продажу в NSH TECHNOLOGY. Повністю автоматизоване завантаження та розвантаження заготовок кількох машин з центральною конвеєрною системою можливе за бажанням. Машину легко інтегрувати в існуюче виробниче середовище, до чого також сприяє відносно компактний розмір установки 7,50 x 2,60 м.
Основою для розробки RASOMA DZS 400-2 стала співпраця з LTH Castings, партнером з багатим досвідом у галузі лиття та спеціалістом з обробки складних, високоякісних і тонкостінних компонентів з литого алюмінію. Дизайн враховував безпосередньо практичний досвід та вимоги користувачів.
Комплексна обробка в двох установках

Між пікепом і дропдауном відбувається повна обробка деталей на вертикальному верстаті в два етапи. Зверху затискний пристрій спочатку захоплює деталь і по черзі переміщує її до різних обробних станцій у верстаті. На станції перевертання в робочій зоні деталь обертається на 180 градусів і захоплюється другою шпинделем для остаточної обробки. Під час другого затискання паралельно на першій захопленій деталі починається обробка наступної деталі.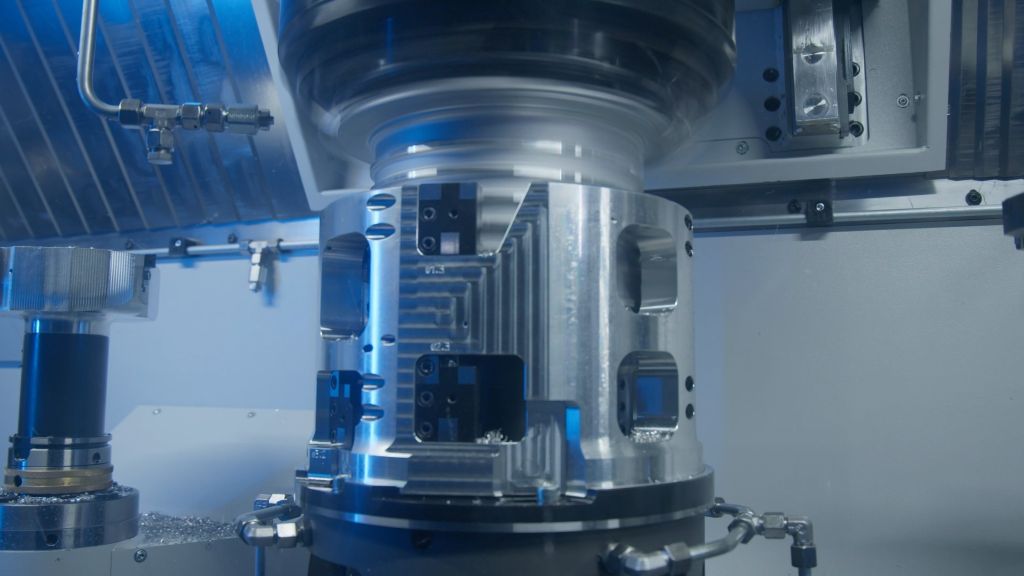
Як на трансферній лінії в малому форматі, етапи обробки розташовуються один за одним. Процес починається з попередньої обробки різних внутрішніх діаметрів деталі. При цьому інструмент залишається нерухомим, а заготовка обертається. "Обробка з використанням чотириріжучого ISO-розточувального інструмента на шпинделі HSK-A 100 потребує лише чверті основного часу в порівнянні з традиційним токарним обробленням з використанням ріжучого інструмента", - говорить Андре Ранке, регіональний менеджер з продажу MAPAL.
Дуже ефективним є також наступний етап обробки, під час якого обертовий корпус статора обробляється зсередини та зовні одночасно чотирма різцями. Внутрішній інструмент також обертається. Завдяки різниці між швидкістю обертання інструмента та швидкістю обертання заготовки виникає швидкість різання на внутрішніх різцях. Дзвоноподібний зовнішній інструмент залишається нерухомим. Для обробки деталь вводиться в проміжок між внутрішнім та зовнішнім інструментом. Цей запатентований процес зменшує сили, що виникають на затискному пристрої. Щоб точно обробити тонкостінні деталі, можна обійтися без складного затискного пристрою з гасінням вібрацій. «При проектуванні інструмента особлива увага була приділена великому обсягу стружки та великим силам, що виникають, оскільки незвично обробляються одночасно внутрішній та зовнішній діаметри», - пояснює Міхаель Кучер, менеджер з компонентів електромобільності в MAPAL.
Під час остаточної обробки лише тонке свердло приводиться в дію, тоді як деталь залишається нерухомою. Це запобігає виникненню дисбалансу в матеріалі через неосиметричні форми виробів, що може негативно вплинути на обробку. Після цього деталь переоснащується в машині, і обробляється зовнішня частина, яка раніше була затиснута в області фланця. Станція затиску також може бути використана для ще однієї мети:
Заготовка тут перед тонким сверлінням укладається для розслаблення матеріалу. Машина також має два інструментальні револьвери для приводних інструментів, які виконують додаткові обробки відповідно до вимог до деталей.
Швидше і стабільніше, ніж очікувалося.
„У підсумку, RASOMA DZS 400-2 поєднує в собі найкраще з двох світів, а саме швидкість обробки для попередньої обробки внутрішнього та зовнішнього контуру з точністю тонкого свердління для фінішної обробки внутрішнього контуру“, коментує Даніель Пілц, керівник проекту компанії NSH TECHNOLOGY. Виробник верстатів і компанія MAPAL внесли свої відповідні ключові компетенції в це комплексне рішення. Завдяки серіалізації машини, технології інструментів і процесу, добрі результати прототипу були ще більше покращені. Досягнута стабільність процесу перевершила навіть очікування, тому запланована швидкість різання 700 м/хв була ще більше підвищена. „Досвід, який NILES-SIMMONS приносить з різноманіттям технологій, позитивно впливає на загальну стабільність технології інструментів і машини під час обробки алюмінію“, пояснює Міхаель Кучер, менеджер компонентів E-Mobility у MAPAL.
RASOMA DZS 400-2 досягає значно коротшого часу між обробкою, ніж фрезерний обробний центр. Це пояснюється тим, що всі інструменти вже знаходяться в робочій зоні і лише за допомогою обертального руху ротаційного диска переводяться в робоче положення. Таким чином, усуваються всі зміни інструментів, що суттєво зменшує час простою. Завдяки описаній технології вже в дослідженнях очікувалося зменшення циклу на 50 відсотків порівняно зі стандартною обробкою на токарному верстаті.
Збільшення швидкостей різання до 1.000 м/хв з використанням оптимально підходящих різальних матеріалів та оптимізація часу простою призвели до додаткового виграшу в часі на 20 відсотків.
Процес проходить настільки стабільно, що вибіркові перевірки для забезпечення якості є достатніми. Якщо спочатку вимірювали всі виготовлені деталі, то тепер рекомендація складає лише одну деталь за зміну. Це більше ніж достатньо, підтверджує Даніель Пілц цифрами: «RASOMA DZS 400-2 з особливими інструментами від MAPAL досягає індексу здатності процесу понад 1,67 для критичних характеристик, таких як форма циліндра, діаметр і концентричність, і тим самим відповідає промисловим вимогам.» Клієнти, у яких машина вже використовується, досягають у три зміни річного виробництва до 180.000 виготовлених деталей.
Успішно в серійному виробництві

До перших користувачів серійного процесу для виготовлення статора на RASOMA DZS 400-2 належить LTH Castings у Словенії. Ця традиційна литейна компанія має понад 100 литейних камер і обробляє заготовки на понад 250 CNC-обробних центрах. У шести локаціях працює близько 3.800 співробітників. Д-р Прімож Огрінец, CTO LTH Castings: «З нашими комплексними рішеннями від проектування до серійного виробництва ми є важливим стратегічним партнером автомобільної промисловості.
До нашого спектру компонентів входять елементи для трансмісій, двигунів для батарейних електричних і гібридних автомобілів, систем керування та гальмування.» Машини RASOMA DZS 400-2 завантажуються і розвантажуються в сучасному виробництві з роботами.
Як і більшість постачальників автомобільної промисловості, LTH Castings виготовляє компоненти для різних моделей автомобілів. При виготовленні статорних корпусів гнучкість RASOMA DZS 400-2 є корисною, оскільки потрібно лише переобладнати затискні засоби та інструменти. «З одним єдиним системою та застосуванням нового процесу була розроблена оптимальна рішення, специфічна для виробника, як за кількістю, так і за якістю, і доведена до серійного виробництва», пояснює Андре Ранке. Виготовлення статорних корпусів можливе до діаметра 500 мм і довжини деталі 500 мм.
«На RASOMA DZS 400-2 можуть бути виготовлені всі корпуси, які ми бачили до цього, і ми вже бачили дуже багато», запевняє Томас Льотцш. При цьому для проектної команди вже була несподіванка, коли для дизайну корпусу великого автомобільного виробника було вимагано підрізання на внутрішній стороні деталі. Зразкова деталь від MAPAL, яка була спеціально розроблена та виготовлена для проектування процесу, не мала цієї проблеми. Але MAPAL разом зі спеціалістами групи NSH дуже швидко знайшли спільне рішення: замість перевіреного на практиці тонкого свердла було використано високоточний інструмент для регулювання з чотирма ковзними елементами з портфоліо MAPAL, який створює бажану внутрішню контур. З боку машини за кілька днів була розроблена узгоджена з MAPAL інтерфейс, яка вже під час поточного замовлення досягла серійної готовності. Завдяки тепер дуже тісно пов'язаній розробці конструкцій обидві компанії здатні швидко реагувати на нові розроблені контури.
Новий стандарт для низьких витрат на деталь

RASOMA DZS 400-2 з технологією інструментів MAPAL зарекомендувала себе для серійного виробництва і вирішує проблеми якості, які виникають на звичайних токарно-фрезерних верстатах і горизонтальних трансферних лініях. Томас Льотцш знає випадки, коли вимагалися формо- і позиційні допуски не були досягнуті надійно в процесі, і натомість було вироблено брак – до 50 відсотків.
Де якість була на висоті, часи циклів залишали бажати кращого і викликали вищі витрати на деталі. Встановлений процес для виготовлення деталей був відсутній.
Оскільки серед постачальників автомобільної промисловості існує жорстка цінова конкуренція, при розробці RASOMA DZS 400-2 з самого початку були в пріоритеті якомога нижчі витрати на деталь. Це було досягнуто шляхом поєднання високої доступності машин, коротких циклів, якості оброблених деталей і надійного виробництва. За актуальними розрахунками, це дозволяє досягти особливо економічних витрат на деталь для обробки, включаючи витрати на інструменти.
Контакт:


