


The process developed by Chemnitz machine tool manufacturer NILES-SIMMONS and tool manufacturer MAPAL for the complete machining of stator housings for electric motors in vehicles has reached series production. Suppliers and OEMs are now producing highly efficient components intended for the drives of battery electric vehicles and hybrid models of major automotive manufacturers.

The two manufacturers recently demonstrated in a development project that very economical and highly precise production of stator housings is possible on a pick-up lathe. The thin-walled aluminum components are required for the drive in electric vehicles. They are equipped on the outside with ribs for the cooling circuit and are integrated into the larger motor housings.
While a modified modular lathe was still used during development at NILES-SIMMONS, a machine specifically designed for stator production has now come to market.
The development basis was the vertical machining center of the RASOMA brand, which, like NILES-SIMMONS, is a brand of the NSH Group (NILES-SIMMONS-HEGENSCHEIDT GmbH). Both brands are organized together in the NSH Group subsidiary NSH TECHNOLOGY and have jointly advanced the development. The designation RASOMA DZS 400-2 indicates that it operates with two workpiece spindles.
For use in series production, the machine has been equipped on the sides with a pickup area for raw parts and a dropdown area for finished parts. The supply and removal of components is done via conveyor belts. With manual loading, a buffer of ten to twenty components can be utilized through automation. This allows for the operation of multiple systems while the employee can attend to other processes alongside production.
"We have thus realized a very simple automation as standard, for which no robots or barriers are needed at the machine. The operator can place the parts directly onto a pallet conveyor," explains Thomas Lötzsch, Sales Manager at NSH TECHNOLOGY. A fully automated workpiece loading and unloading of multiple machines with a central conveyor system is optionally possible. The machine can be easily integrated into an existing production environment, which is also facilitated by the relatively compact installation dimensions of 7.50 x 2.60 m.
The design of the RASOMA DZS 400-2 was developed in collaboration with LTH Castings, a partner with long experience in casting and a specialist in the machining of complex, high-quality, and thin-walled components made of die-cast aluminum. The design directly considered practical experiences and requirements from users.
Complete machining in two clamping setups

Complete machining of the components takes place on the vertical machine in two clamping setups between the pickup and dropdown. A clamping device picks up the workpiece from above and sequentially moves it to various machining stations in the machine. At a repositioning station in the working area, the part is rotated 180 degrees and picked up by the second workpiece spindle for finishing. While the second clamping setup begins, the machining of the next component starts in parallel at the first pickup.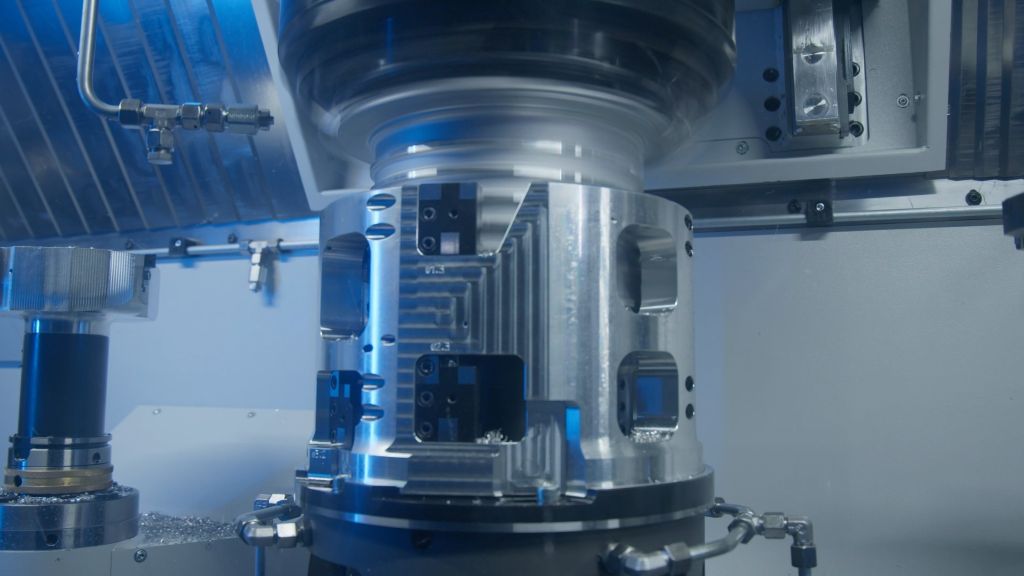
Like on a small-format transfer line, the machining steps are lined up. The process begins with the roughing of the various inner diameters of the component. The tool remains stationary while the workpiece rotates. "The machining with a four-edged ISO reaming tool on an HSK-A 100 spindle requires only a quarter of the main time compared to conventional turning with a single cutting edge," says André Ranke, Regional Sales Manager MAPAL.
The next machining step is also extremely efficient, where the rotating stator housing is machined inside and outside simultaneously with four cutting edges each. The inner tool also rotates. The difference in tool rotation speed to workpiece rotation speed results in the cutting speed at the inner cutting edges. The bell-shaped outer tool remains stationary. For machining, the component is moved into the gap between the inner and outer tools. This patented process reduces the forces acting on the clamping device. To precisely machine the thin-walled components, it is possible to forgo a complex workpiece clamping device with vibration damping. "Special attention was paid to the large chip volume and the large forces arising, as machining occurs simultaneously at the inner and outer diameters, which is atypical," explains Michael Kucher, Component Manager E-Mobility at MAPAL.
During finishing, only the fine drilling tool is driven while the workpiece remains stationary. This prevents imbalances in the material due to non-rotation-symmetrical workpiece shapes. Afterwards, the workpiece is re-clamped in the machine, and the outer area that was previously clamped in the flange area is machined. The repositioning station can also be used for another purpose:
The workpiece is placed here before fine drilling to relieve the material. The machine also features two tool turrets for driven tools that perform further machining according to component requirements.
Faster and more stable than expected
"In summary, the RASOMA DZS 400-2 combines the best of both worlds, namely the speed of turning for the pre-machining of the inner and outer contours with the accuracy of fine drilling for finishing the inner contour," comments Daniel Pilz, Project Leader at NSH TECHNOLOGY. The machine tool manufacturer and MAPAL have brought their respective core competencies into this complete solution. With the serialization of machine, tool technology, and process, the good results of the prototype have been further improved. The achieved process stability even exceeded expectations, allowing the targeted cutting speed of 700 m/min to be further increased. "The experiences that NILES-SIMMONS brings from the diversity of technology positively impact the overall stability of tool technology and machine in this aluminum machining," explains Michael Kucher, Component Manager E-Mobility at MAPAL.
The RASOMA DZS 400-2 achieves a significantly shorter chip-to-chip time than a milling machining center. This is due to the fact that all tools are already in the working area and are only brought into working position by the swiveling movement of the turret. This eliminates all tool changes, which significantly reduces auxiliary times. With the described technology, a cycle time reduction of 50 percent compared to standard turning operations was already expected in the studies.
The increase in cutting speeds to 1,000 m/min using the optimally suitable cutting materials and the optimization of auxiliary times resulted in a time gain of an additional 20 percent.
The process runs so stably that random sampling for quality assurance is sufficient. While all manufactured components were initially measured, the recommendation now is to measure only one part per batch. Daniel Pilz supports this with figures: "The RASOMA DZS 400-2 with the special tools from MAPAL achieves a process capability index of over 1.67 for critical characteristics such as cylinder shape, diameter, and concentricities, thus meeting industrial requirements." Customers who already have the machine in operation achieve an annual output of up to 180,000 produced components in a three-shift operation.
Successful in mass production

One of the first users of the series process for stator manufacturing on the RASOMA DZS 400-2 is LTH Castings in Slovenia. This traditional foundry company has more than 100 casting cells and processes raw parts on over 250 CNC machining centers. Around 3,800 employees work at a total of six locations. Dr. Primož Ogrinec, CTO of LTH Castings: "With our all-in-one solutions from design to series production, we are an important strategic partner for the automotive industry."
"Our component range includes components for transmissions, motors for battery-electric and hybrid vehicles, steering and braking systems." The RASOMA DZS 400-2 machines are loaded and unloaded in the state-of-the-art production with robots.
Like most automotive suppliers, LTH Castings manufactures components for different vehicle models. In the production of stator housings, the flexibility of the RASOMA DZS 400-2 is helpful, as only clamping devices and tools need to be changed. "With a single system and the application of the new process, a manufacturer-specific optimal solution was developed and brought to series production in terms of both quantity and quality," explains André Ranke. The production of stator housings is thus possible for diameters of up to 500 mm and a component length of 500 mm.
"On the RASOMA DZS 400-2, all housings can be produced that we have seen so far, and we have seen quite a few," assures Thomas Lötzsch. The project team was also surprised when a recess was requested on the inside of the component for the housing design of a large automotive manufacturer. The prototype component from MAPAL, which was specially designed and manufactured for process planning, did not have this challenge. However, MAPAL, together with the specialists from the NSH Group, quickly came up with a joint solution: Instead of the proven fine boring tool used in practice, a high-precision control tool with four sliders from MAPAL's product portfolio was employed to create the desired internal contour. On the machine side, an interface coordinated with MAPAL was constructed in just a few days, achieving series readiness during the ongoing order. Due to the now very closely networked development design, both companies are able to respond quickly to newly developed contours.
New benchmark for low cost per part

The RASOMA DZS 400-2 with MAPAL's tool technology has established itself for series production and addresses quality issues that occur on conventional turning-milling machines and horizontal transfer lines. Thomas Lötzsch is aware of cases where the required shape and positional tolerances were not reliably achieved, resulting in scrap production of up to 50 percent.
Where the quality was right, the cycle times, on the other hand, left much to be desired and resulted in higher workpiece costs. An established process for the manufacturing of the components was lacking.
Due to the intense price competition among automotive suppliers, the development of the RASOMA DZS 400-2 focused from the very beginning on achieving the lowest possible unit costs. This goal was achieved through a combination of high machine availability, short cycle times, quality of the machined components, and process-secure manufacturing. According to current calculations, this allows for particularly economical cost per part in machining, including tool costs.
Contact:


