


Il processo sviluppato dal produttore di macchine utensili NILES-SIMMONS di Chemnitz e dal produttore di utensili MAPAL per la lavorazione completa di involucri di statore per motori elettrici nei veicoli è arrivato in produzione di serie. Le aziende fornitrici e gli OEM producono ora componenti altamente efficienti destinati ai sistemi di propulsione di veicoli elettrici a batteria e modelli ibridi di grandi produttori automobilistici.

I due produttori hanno recentemente dimostrato in un progetto di sviluppo che su un tornio Pick-Up è possibile una produzione molto economica e ad alta precisione di involucri per statori. I componenti in alluminio a parete sottile sono necessari per il motore di veicoli elettrici. Sono dotati di alette sulla superficie esterna per il circuito di raffreddamento e vengono integrati nei più grandi involucri del motore.
Durante lo sviluppo presso NILES-SIMMONS si lavorava ancora con un tornio modulare appositamente modificato, ora è stata lanciata sul mercato una macchina progettata specificamente per la produzione di statori.
La base di sviluppo è stata il centro di lavorazione verticale del marchio RASOMA, che come NILES-SIMMONS è un marchio del gruppo NSH (NILES-SIMMONS-HEGENSCHEIDT GmbH). Entrambi i marchi sono organizzati insieme nella filiale del gruppo NSH, NSH TECHNOLOGY, e hanno portato avanti lo sviluppo congiuntamente. La designazione RASOMA DZS 400-2 indica che lavora con due mandrini per pezzi.
Per l'uso nella produzione in serie, la macchina è stata dotata di un'area di pickup laterale per i pezzi grezzi e di un'area di drop-down per i pezzi finiti. L'ingresso e l'uscita dei componenti avviene tramite nastri trasportatori. Con il caricamento manuale, è possibile utilizzare un buffer di dieci fino a 20 componenti tramite l'automazione. In questo modo, è possibile gestire più impianti mentre l'operatore può dedicarsi ad altri processi durante la produzione.
„Abbiamo realizzato una semplice automazione standard, per la quale non sono necessari robot o barriere alla macchina. L'operatore può posizionare i pezzi direttamente su un nastro pallet“, spiega Thomas Lötzsch, Sales Manager di NSH TECHNOLOGY. È possibile un carico e scarico completamente automatizzato dei pezzi di lavoro di più macchine con un sistema di trasporto centrale come opzione. La macchina può essere facilmente integrata in un ambiente di produzione esistente, grazie anche alle dimensioni relativamente compatte di 7,50 x 2,60 m.
La base per la progettazione della RASOMA DZS 400-2 è stata sviluppata in collaborazione con LTH Castings, un partner con lunga esperienza nel settore della fusione e specialista nella lavorazione di componenti complessi, di alta qualità e a pareti sottili in alluminio pressofuso. La progettazione ha quindi tenuto conto direttamente delle esperienze pratiche e delle esigenze degli utenti.
Lavorazione completa in due fissaggi

Tra il pickup e il dropdown avviene la lavorazione completa dei componenti sulla macchina verticale in due fissaggi. Dall'alto, un dispositivo di serraggio prende inizialmente il pezzo e lo porta successivamente a diverse stazioni di lavorazione nella macchina. In una stazione di riposizionamento all'interno dell'area di lavoro, il pezzo viene ruotato di 180 gradi e viene prelevato dalla seconda mandrino per la lavorazione finale. Durante il secondo fissaggio, parallelamente alla prima presa, inizia la lavorazione del pezzo successivo.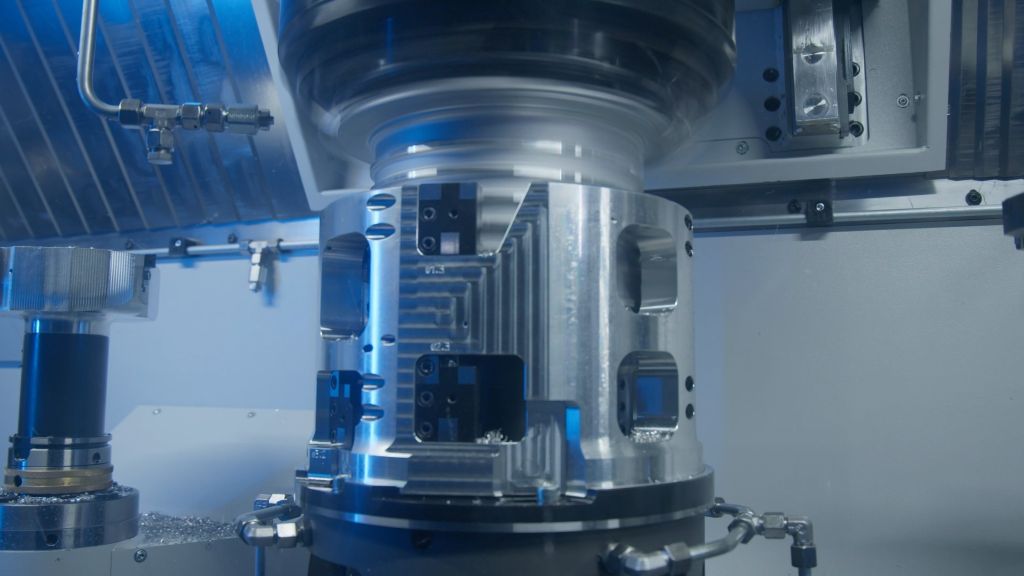
Come su una strada di trasferimento in formato ridotto, i passaggi di lavorazione si susseguono. Il processo inizia con la sgrossatura dei diversi diametri interni del componente. In questo caso, lo strumento rimane fermo e il pezzo ruota. "La lavorazione con uno strumento di foratura ISO a quattro taglienti su un mandrino HSK-A 100 richiede rispetto alla tornitura convenzionale con una lama solo un quarto del tempo principale", afferma André Ranke, responsabile vendite regionale di MAPAL.
Estremamente efficiente è anche il prossimo passaggio di lavorazione, in cui il guscio dello statore rotante viene lavorato internamente ed esternamente contemporaneamente con quattro lame ciascuno. Anche lo strumento interno ruota. La differenza tra la velocità di rotazione dello strumento e quella del pezzo determina la velocità di taglio sulle lame interne. Lo strumento esterno a forma di campana rimane fermo. Per la lavorazione, il componente viene fatto passare nello spazio tra lo strumento interno e quello esterno. Questo procedimento brevettato riduce le forze che si verificano sul dispositivo di serraggio. Per lavorare in modo preciso i componenti a parete sottile, si può quindi rinunciare a un dispositivo di serraggio complesso con smorzamento delle vibrazioni. "Nella progettazione degli strumenti è stata prestata particolare attenzione al grande volume di truciolo e alle elevate forze che si generano, poiché viene lavorato contemporaneamente il diametro interno ed esterno", spiega Michael Kucher, Component Manager E-Mobility presso MAPAL.
Nella lavorazione finale, solo lo strumento di foratura fine è azionato, mentre il pezzo rimane fermo. In questo modo si evita che forme di pezzi non simmetriche generino squilibri nel materiale, con effetti negativi. Successivamente, il pezzo viene riposizionato nella macchina e viene lavorata quella parte esterna che in precedenza era bloccata nella zona del flangia. La stazione di riposizionamento può essere utilizzata anche per un ulteriore scopo:
Il pezzo da lavorare viene qui posato prima della foratura fine per rilassare il materiale. La macchina dispone inoltre di due revolver per utensili per utensili azionati, che eseguono ulteriori lavorazioni in base alle esigenze del componente.
Più veloce e stabile del previsto
„In definitiva, la RASOMA DZS 400-2 combina il meglio di due mondi, ovvero la velocità della tornitura per la pre-lavorazione del contorno interno ed esterno con la precisione della foratura fine per la finitura del contorno interno“, commenta Daniel Pilz, Project Leader di NSH TECHNOLOGY. Il produttore di macchine utensili e MAPAL hanno integrato le rispettive competenze chiave in questa soluzione completa. Con la serializzazione della macchina, della tecnologia degli utensili e del processo, i buoni risultati del prototipo sono stati ulteriormente migliorati. La stabilità del processo raggiunta ha persino superato le aspettative, permettendo di aumentare ulteriormente la velocità di taglio prevista di 700 m/min. „Le esperienze che NILES-SIMMONS porta con sé dalla varietà tecnologica hanno un impatto positivo sulla stabilità complessiva della tecnologia degli utensili e della macchina in questa lavorazione dell'alluminio“, spiega Michael Kucher, Component Manager E-Mobility di MAPAL.
La RASOMA DZS 400-2 raggiunge un tempo di truciolo a truciolo notevolmente più breve rispetto a un centro di lavorazione fresatura. Questo è dovuto al fatto che tutti gli utensili sono già presenti nell'area di lavoro e vengono portati in posizione di lavoro solo tramite il movimento di inclinazione del disco rotante. In questo modo, si eliminano tutti i cambi utensile, riducendo drasticamente i tempi non produttivi. Con la tecnologia descritta, negli studi è già stata prevista una riduzione del tempo ciclo rispetto alla lavorazione standard di tornitura del 50 percento.
L'aumento delle velocità di taglio a 1.000 m/min utilizzando i materiali da taglio ottimali e l'ottimizzazione dei tempi accessori ha portato a un guadagno di tempo del 20 percento.
Il processo è così stabile che campionamenti casuali per il controllo qualità sono sufficienti. Inizialmente, tutti i componenti prodotti venivano misurati, mentre ora la raccomandazione è di misurare solo un pezzo per turno. Daniel Pilz dimostra che questo è più che sufficiente con i numeri: "La RASOMA DZS 400-2 con gli utensili speciali di MAPAL raggiunge un indice di capacità del processo superiore a 1,67 per caratteristiche critiche come la forma del cilindro, il diametro e le concentricità, soddisfacendo così i requisiti industriali." I clienti che già utilizzano la macchina raggiungono una produzione annuale di fino a 180.000 componenti in un turno di tre turni.
Successo nella produzione in serie.

Tra i primi utilizzatori del processo di produzione in serie per la fabbricazione degli statori sulla RASOMA DZS 400-2 c'è la LTH Castings in Slovenia. Questa storica azienda di fonderia dispone di oltre 100 celle di fusione e lavora i pezzi grezzi su oltre 250 centri di lavorazione CNC. In totale, circa 3.800 dipendenti sono attivi in sei sedi. Dr. Primož Ogrinec, CTO di LTH Castings: "Con le nostre soluzioni All-in-One, dalla progettazione alla produzione in serie, siamo un partner strategico importante per l'industria automobilistica."
Il nostro spettro di componenti include componenti per trasmissioni, motori per veicoli elettrici a batteria e ibridi, sistemi di sterzo e freni." Le macchine RASOMA DZS 400-2 vengono caricate e scaricate nella produzione all'avanguardia con robot.
Come la maggior parte dei fornitori dell'industria automobilistica, LTH Castings produce componenti per diversi modelli di veicoli. Nella produzione di involucri di statore, la flessibilità della RASOMA DZS 400-2 è utile, poiché è necessario solo riconfigurare i dispositivi di serraggio e gli utensili. "Con un unico sistema e applicando il nuovo processo, è stata sviluppata e portata a maturità una soluzione ottimale specifica per il produttore, sia in termini di quantità che di qualità", spiega André Ranke. La produzione di involucri di statore è quindi possibile fino a un diametro di 500 mm e una lunghezza del componente di 500 mm.
„Sulla RASOMA DZS 400-2 possono essere realizzati tutti i gusci che abbiamo visto finora, e ne abbiamo già visti molti“, assicura Thomas Lötzsch. Anche per il team di progetto c'è stata una sorpresa quando per il design del guscio di un grande produttore automobilistico è stata richiesta una sottoscarpa all'interno del componente. Il pezzo campione di MAPAL, progettato e realizzato appositamente per la definizione del processo, non presentava questa sfida. Tuttavia, MAPAL ha rapidamente trovato una soluzione congiunta insieme agli specialisti del gruppo NSH: invece dello strumento di foratura fine collaudato nella pratica, è stato utilizzato uno strumento di regolazione ad alta precisione con quattro slitte dal portafoglio prodotti di MAPAL, che genera il contorno interno desiderato. Dal lato macchina, in pochi giorni è stata progettata un'interfaccia concordata con MAPAL, che ha già raggiunto la maturità di serie durante l'ordine in corso. Grazie all'attuale sviluppo della progettazione molto interconnesso, le due aziende sono in grado di reagire rapidamente a contorni appena sviluppati.
Nuovo standard per costi per pezzo ridotti

La RASOMA DZS 400-2 con la tecnologia degli utensili di MAPAL si è affermata per la produzione in serie e risolve problemi di qualità che si verificano su macchine di tornitura-fresatura convenzionali e linee di trasferimento orizzontali. A Thomas Lötzsch sono noti casi in cui le tolleranze di forma e posizione richieste non sono state raggiunte in modo sicuro nel processo, producendo invece scarti - fino al 50 percento.
Dove la qualità era adeguata, i tempi di ciclo lasciavano invece a desiderare e causavano costi più elevati per i pezzi lavorati. Manca un processo consolidato per la produzione dei componenti.
Poiché c'è una dura concorrenza sui prezzi tra i fornitori dell'industria automobilistica, nella sviluppo della RASOMA DZS 400-2 sono stati posti fin dall'inizio al centro dell'attenzione i costi per pezzo il più bassi possibile. Questo obiettivo è stato raggiunto grazie alla combinazione di alta disponibilità della macchina, tempi di ciclo brevi, qualità dei componenti lavorati e produzione sicura del processo. Secondo i calcoli attuali, ciò consente di ottenere costi per pezzo particolarmente economici per la lavorazione, inclusi i costi degli utensili.
Contatto:


