


Postopek, ki sta ga razvila proizvajalec orodnih strojev NILES-SIMMONS iz Chemnitza in proizvajalec orodij MAPAL, za celovito obdelavo statorskih ohišij za elektromotorje v vozilih je prispel v serijsko proizvodnjo. Dobaviteljska podjetja in OEM-ji zdaj z njim učinkovito proizvajajo komponente, namenjene pogonom baterijsko električnih vozil in hibridnih modelov velikih avtomobilskih proizvajalcev.

Oba proizvajalca sta pred kratkim v razvojnem projektu pokazala, da je na Pick-Up stružnici mogoča zelo ekonomična in visoko natančna proizvodnja statorskih ohišij. Tanke aluminijaste komponente so potrebne za pogon v električnih vozilih. Na zunanji strani so opremljene z rebri za hladilni krog in se vgradijo v večja ohišja motorjev.
Med razvojem pri NILES-SIMMONS so še vedno delali z modularno stružnico, ki je bila za to prirejena, zdaj pa je na trg prišla posebna naprava, zasnovana za proizvodnjo statorjev.
Osnova razvoja je bilo vertikalno obdelovalno središče blagovne znamke RASOMA, ki je prav tako kot NILES-SIMMONS blagovna znamka skupine NSH (NILES-SIMMONS-HEGENSCHEIDT GmbH). Obe blagovni znamki sta skupaj organizirani v hčerinski družbi NSH TECHNOLOGY skupine NSH in sta skupaj napredovali v razvoju. Ime RASOMA DZS 400-2 nakazuje, da deluje z dvema vretenoma za obdelavo delov.
Za uporabo v serijski proizvodnji je bila naprava na straneh opremljena s področjem za prevzem surovin in področjem za spuščanje končnih delov. Vnos in odvoz komponent poteka preko transportnih trakov. Pri ročnem nalaganju je mogoče preko avtomatizacije uporabiti zalogo od deset do 20 komponent. Tako je mogoče upravljati z več napravami, medtem ko se zaposleni lahko ukvarja z drugimi procesi, ki spremljajo proizvodnjo.
„S tem smo standardno uresničili najpreprostejšo avtomatizacijo, za katero ne potrebujemo robotov ali ovir na stroju. Operater lahko dele neposredno položi na paletni trak,“ pojasnjuje Thomas Lötzsch, vodja prodaje pri NSH TECHNOLOGY. Popolnoma avtomatizirana obdelava in praznjenje delov več strojev s centralnim transportnim sistemom je opcijsko mogoča. Stroj se enostavno integrira v obstoječe proizvodno okolje, kar prispeva tudi razmeroma kompaktna dimenzija postavitve 7,50 x 2,60 m.
Osnova za oblikovanje RASOMA DZS 400-2 je nastala v sodelovanju s podjetjem LTH Castings, partnerjem z dolgoletnimi izkušnjami na področju litja in specialistom za obdelavo kompleksnih, visokokakovostnih in tankostenskih komponent iz litine iz aluminija. Oblikovanje je tako neposredno upoštevalo praktične izkušnje in zahteve uporabnikov.
Popolno obdelovanje v dveh nastavitvah

Med Pickup in Dropdown poteka popolna obdelava komponent na vertikalni stroju v dveh nastavitvah. Od zgoraj najprej prijemalo prevzame obdelovanec in ga zaporedno premika na različne obdelovalne postaje v stroju. Na preklopni postaji v delovnem prostoru se del delovnega kosa obrne za 180 stopinj in ga druga vretena za obdelavo prevzame za končno obdelavo. Med drugo nastavitvijo se hkrati na prvi nastavitvi začne obdelava naslednjega dela.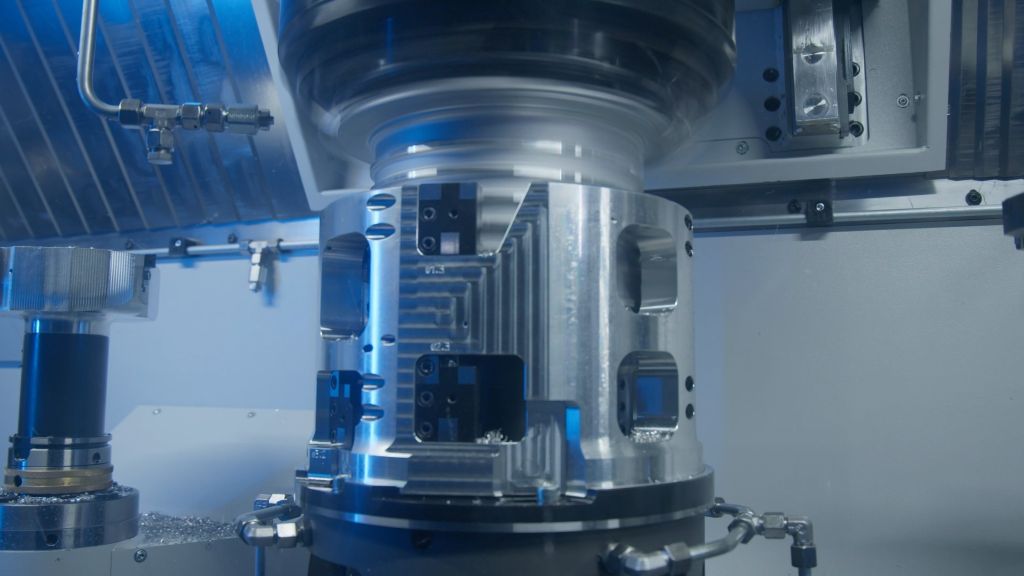
Kot na transferni cesti v manjšem formatu se obdelovalni koraki vrstijo drug za drugim. Proces se začne z grobim obdelovanjem različnih notranjih premerov komponent. Pri tem orodje miruje, medtem ko se obdelovanec vrti. „Obdelava z orodjem za vrtanje z štirimi rezili ISO na vretenu HSK-A 100 potrebuje v primerjavi s konvencionalnim struženjem z rezilom le četrtino glavnega časa,“ pravi André Ranke, vodja prodaje za področje pri podjetju MAPAL.
Zelo učinkovita je tudi naslednja obdelovalna faza, pri kateri se rotirajoče statorsko ohišje obdeluje znotraj in zunaj hkrati s štirimi rezalnimi robovi. Notranje orodje se prav tako vrti. Zaradi razlike v hitrostih vrtenja orodja in obdelovanca nastane rezalna hitrost na notranjih rezalnih robovih. Zvonasto zunanje orodje ostaja mirno. Za obdelavo se komponenta premakne v razmik med notranjim in zunanjim orodjem. Ta patentirani postopek zmanjšuje nastale sile na vpenjalnem sredstvu. Da bi natančno obdelali tanke komponente, se lahko tako izognemo zapletenemu vpenjalnemu sredstvu z dušenjem vibracij. "Pri zasnovi orodja smo posebno pozornost namenili velikemu volumnu odrezkov in velikim nastajajočim silam, saj se nenavadno obdeluje hkrati na notranjem in zunanjih premerih," pojasnjuje Michael Kucher, vodja komponent E-Mobility pri MAPAL.
Pri končni obdelavi je pogonjen le fino vrtalni stroj, medtem ko je delovni kos nepremičen. S tem se prepreči, da bi zaradi nerotacijsko simetričnih oblik delov nastajale neravnotežja v materialu, kar bi imelo negativne posledice. Nato se delovni kos v stroju preuredi in obdeluje se zunanji del, ki je bil prej pritrjen v območju flansa. Postaja za preurejanje se lahko še uporablja za drug namen:
Delovni kos je tukaj pred fino vrtanjem odložen za sprostitev materiala. Stroj ima poleg tega še dva orodjarna za pogonjena orodja, ki izvajata nadaljnje obdelave glede na zahteve komponent.
Hitreje in stabilneje, kot je bilo pričakovano.
„Na koncu RASOMA DZS 400-2 združuje najboljše iz obeh svetov, in sicer hitrost vrtenja za predobdelavo notranje in zunanje konture ter natančnost fino vrtanja za končno obdelavo notranje konture,“ komentira Daniel Pilz, vodja projekta pri NSH TECHNOLOGY. Proizvajalec obdelovalnih strojev in MAPAL sta svoji osnovni znanji vključila v to celovito rešitev. S serializacijo stroja, orodja in procesa so bili dobri rezultati prototipa še dodatno izboljšani. Dosežena stabilnost procesa je celo presegla pričakovanja, zato je bila načrtovana hitrost rezanja 700 m/min še dodatno povečana. „Izkušnje, ki jih NILES-SIMMONS prinaša iz raznolike tehnologije, pozitivno vplivajo na skupno stabilnost orodne tehnologije in stroja pri obdelavi aluminija,“ pojasnjuje Michael Kucher, vodja komponent E-Mobility pri MAPAL.
RASOMA DZS 400-2 doseže bistveno krajši čas med obdelavama kot frezarsko obdelovalno središče. To izhaja iz dejstva, da so vsa orodja že v delovnem prostoru in jih je mogoče v delovni položaj postaviti le z vrtenjem revolverske plošče. S tem odpadejo vsi menjave orodij, kar bistveno zmanjša časovne izgube. S tehnologijo, ki je bila opisana, so že v študijah pričakovali zmanjšanje cikličnega časa v primerjavi s standardno obdelavo na lathe za 50 odstotkov.
Povečanje hitrosti rezanja na 1.000 m/min ob uporabi optimalno primernih rezalnih materialov in optimizacija stranskih časov je privedlo do prihranka časa v višini dodatnih 20 odstotkov.
Postopek poteka tako stabilno, da so naključni odvzemi za zagotavljanje kakovosti zadostni. Medtem ko so na začetku merili vse izdelane komponente, je zdaj priporočilo le še en del na plast. Da je to več kot dovolj, dokazuje Daniel Pilz s številkami: „RASOMA DZS 400-2 s posebnimi orodji MAPAL dosega indeks sposobnosti procesa nad 1,67 za kritične značilnosti, kot so oblika cilindra, premer in koncentracije ter tako izpolnjuje industrijske zahteve.“ Stranke, pri katerih je stroj že v uporabi, v trojnem izmenskem delu dosežejo letno proizvodnjo do 180.000 izdelanih delov.
Uspešno v velikih serijah

Med prvimi uporabniki serijskega procesa za proizvodnjo statorjev na RASOMA DZS 400-2 je LTH Castings v Sloveniji. Tradicionalno livarsko podjetje razpolaga z več kot 100 livarskimi celicami in obdeluje surovine na več kot 250 CNC obdelovalnih centrih. Na skupno šestih lokacijah je zaposlenih okoli 3.800 delavcev. Dr. Primož Ogrinec, CTO podjetja LTH Castings: „S svojimi rešitvami All-in-One od zasnove do serijske proizvodnje smo pomemben strateški partner avtomobilske industrije.
V naš spekter komponent vključujemo komponente za menjalnike, motorje za baterijske in hibridne vozila, ter sisteme krmiljenja in zaviranja. Stroji RASOMA DZS 400-2 so v sodobni proizvodnji naloženi in razloženi s pomočjo robotov.
Kot večina avtomobilskih dobaviteljev LTH Castings proizvaja komponente za različne modele vozil. Pri proizvodnji statorskih ohišij je pri tem koristna prilagodljivost RASOMA DZS 400-2, pri kateri je potrebno le zamenjati pritrdilna sredstva in orodja. „Z enim samim sistemom in uporabo novega procesa je bila razvita optimalna rešitev, specifična za proizvajalca, tako v količini kot kakovosti, in pripeljana do serijske proizvodnje,“ pojasnjuje André Ranke. Proizvodnja statorskih ohišij je tako mogoča do premera 500 mm in dolžine komponent 500 mm.
„Na RASOMA DZS 400-2 je mogoče izdelati vse ohišja, ki smo jih doslej videli, in videli smo jih že zelo veliko,“ zagotavlja Thomas Lötzsch. Pri tem je bilo tudi za projektno ekipo presenečenje, ko je bil za oblikovanje ohišja velikega avtomobilskega proizvajalca zahtevan podrez na notranji strani dela. Vzorčni del podjetja MAPAL, ki je bil posebej zasnovan in izdelan za načrtovanje procesa, te izzive ni imel. Vendar je MAPAL skupaj s strokovnjaki skupine NSH zelo hitro našel skupno rešitev: namesto v praksi preizkušenega finega vrtalnega orodja je bilo uporabljeno visoko natančno orodje za nadzor z štirimi pomičnimi elementi iz proizvodnega portfelja MAPAL, ki ustvari želeno notranjo konturo. Na strani stroja je bila v nekaj dneh zasnovana vmesnik, usklajen z MAPAL, ki je že pri tekočem naročilu dosegla serijsko pripravljenost. Zaradi zdaj zelo tesno povezanega razvoja konstrukcije sta podjetji sposobni hitro reagirati na nove razvite konture.
Nova merila za nizke stroške na del.

RASOMA DZS 400-2 z orodjarno tehnologijo MAPAL se je uveljavila v serijski proizvodnji in rešuje kakovostne težave, ki se pojavljajo pri tradicionalnih stružno-frezarskih strojih in horizontalnih transportnih linijah. Thomas Lötzsch pozna primere, kjer zahtevane oblikovne in položajne tolerance niso bile dosežene na procesno zanesljiv način, temveč je bila proizvedena odpadna proizvodnja – do 50 odstotkov.
Kjer je bila kakovost ustrezna, so časovni cikli znova pustili veliko želja in povzročili višje stroške delov. Manjkala je ustaljena metoda za proizvodnjo komponent.
Ker med avtomobilskimi dobavitelji poteka huda cenovna konkurenca, so bile pri razvoju RASOMA DZS 400-2 od samega začetka v ospredju čim nižje stroške na enoto. Ta cilj je bil dosežen s kombinacijo visoke razpoložljivosti strojev, kratkih ciklov, kakovosti obdelanih komponent in procesno varne proizvodnje. Po trenutnih izračunih je mogoče na ta način doseči še posebej ekonomične stroške na del v obdelavi, vključno s stroški orodij.
Kontakt:


