


El proceso desarrollado por el fabricante de máquinas herramienta de Chemnitz NILES-SIMMONS y el fabricante de herramientas MAPAL para el procesamiento completo de carcasas de estator para motores eléctricos en vehículos ha llegado a la producción en serie. Las empresas proveedoras y los OEM ahora producen componentes altamente eficientes destinados a los sistemas de propulsión de vehículos eléctricos de batería y modelos híbridos de grandes fabricantes de automóviles.

Los dos fabricantes demostraron recientemente en un proyecto de desarrollo que es posible una producción muy económica y de alta precisión de carcasas de estator en un torno Pick-Up. Los componentes de aluminio de pared delgada son necesarios para el sistema de propulsión en vehículos eléctricos. Tienen nervaduras en el lado exterior para el circuito de refrigeración y se integran en las carcasas de motor más grandes.
Mientras que durante el desarrollo en NILES-SIMMONS se había trabajado con un torno modular modificado para este propósito, ahora ha salido al mercado una máquina diseñada específicamente para la fabricación de estatores.
La base de desarrollo fue el centro de mecanizado vertical de la marca RASOMA, que al igual que NILES-SIMMONS es una marca del Grupo NSH (NILES-SIMMONS-HEGENSCHEIDT GmbH). Ambas marcas están organizadas conjuntamente en la empresa filial del Grupo NSH, NSH TECHNOLOGY, y han impulsado el desarrollo en conjunto. La designación RASOMA DZS 400-2 indica que trabaja con dos husillos de pieza.
Para su uso en la producción en serie, la máquina se ha equipado en los laterales con un área de recogida para las piezas en bruto y un área de caída para las piezas terminadas. La entrada y salida de los componentes se realiza a través de cintas transportadoras. Con la carga manual, se puede utilizar una reserva de diez a 20 piezas a través de la automatización. Esto permite operar varias instalaciones mientras el empleado puede atender otros procesos de producción.
“Con esto hemos realizado una automatización muy simple de forma estándar, para la cual no se necesitan robots ni barreras en la máquina. El operador puede colocar las piezas directamente en una cinta de paletas”, explica Thomas Lötzsch, Gerente de Ventas en NSH TECHNOLOGY. La carga y descarga automatizada de piezas de varias máquinas con un sistema de transporte central es opcional. La máquina se puede integrar fácilmente en un entorno de producción existente, lo que también se debe a su relativamente compacto tamaño de instalación de 7,50 x 2,60 m.
La base para el diseño de la RASOMA DZS 400-2 se desarrolló en colaboración con LTH Castings, un socio con larga experiencia en el área de fundición y especialista en el mecanizado de componentes complejos, de alta calidad y de pared delgada de aluminio fundido a presión. El diseño tuvo en cuenta directamente las experiencias prácticas y los requisitos de los usuarios.
Procesamiento completo en dos fijaciones

Entre la recogida y la caída se realiza el procesamiento completo de las piezas en la máquina vertical en dos fijaciones. Desde arriba, un dispositivo de sujeción toma la pieza y la lleva secuencialmente a diferentes estaciones de procesamiento en la máquina. En una estación de cambio en el área de trabajo, la pieza se gira 180 grados y es recogida por el segundo husillo de pieza para el procesamiento final. Durante la segunda fijación, comienza en paralelo el procesamiento de la siguiente pieza en la primera recogida.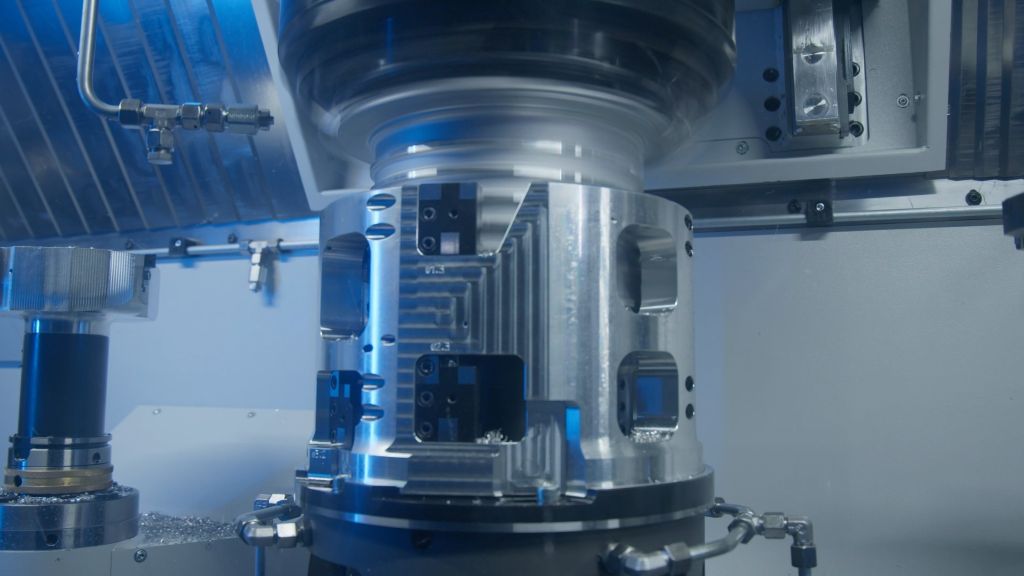
Como en una línea de transferencia en miniatura, los pasos de procesamiento se alinean. El proceso comienza con el desbaste de los diferentes diámetros internos de la pieza. En este proceso, la herramienta permanece quieta y la pieza gira. “El mecanizado con una herramienta de perforación ISO de cuatro filos en un husillo HSK-A 100 requiere solo una cuarta parte del tiempo principal en comparación con el torneado convencional con un filo”, dice André Ranke, Gerente de Ventas Regional de MAPAL.
El siguiente paso de procesamiento también es extremadamente eficiente, donde la carcasa del estator rotativa se procesa por dentro y por fuera simultáneamente con cuatro filos cada una. La herramienta interna también rota. La diferencia entre la velocidad de rotación de la herramienta y la velocidad de rotación de la pieza genera la velocidad de corte en los bordes internos. La herramienta externa en forma de campana permanece quieta. Para el procesamiento, la pieza se lleva al espacio entre la herramienta interna y la externa. Este procedimiento patentado reduce las fuerzas que actúan sobre el dispositivo de sujeción. Para procesar las piezas de pared delgada con precisión, se puede prescindir de un dispositivo de sujeción complicado con amortiguación de vibraciones. “En el diseño de la herramienta se prestó especial atención al gran volumen de viruta y a las grandes fuerzas que surgen, ya que se procesa simultáneamente en el diámetro interno y externo”, explica Michael Kucher, Gerente de Componentes de E-Mobility en MAPAL.
En el procesamiento final, solo se activa la herramienta de perforación fina, mientras que la pieza permanece quieta. Esto evita que se produzcan desequilibrios en el material debido a formas de pieza no simétricas en rotación. Después, la pieza se vuelve a fijar en la máquina y se procesa la parte exterior que anteriormente estaba sujeta en el área del flange. La estación de cambio también se puede utilizar para otro propósito:
La pieza se coloca aquí antes de la perforación fina para relajar el material. La máquina también cuenta con dos torretas de herramientas para herramientas motorizadas, que realizan más procesos según los requisitos de la pieza.
Más rápido y estable de lo esperado
“En resumen, la RASOMA DZS 400-2 combina lo mejor de dos mundos, a saber, la velocidad del torneado para el preprocesamiento del contorno interno y externo con la precisión de la perforación fina para el acabado del contorno interno”, comenta Daniel Pilz, Líder de Proyecto de NSH TECHNOLOGY. El fabricante de máquinas herramienta y MAPAL han aportado sus respectivas competencias centrales a esta solución integral. Con la serialización de la máquina, la tecnología de herramientas y el proceso, se han mejorado aún más los buenos resultados del prototipo. La estabilidad del proceso alcanzada superó incluso las expectativas, por lo que se pudo aumentar aún más la velocidad de corte objetivo de 700 m/min. “Las experiencias que NILES-SIMMONS aporta de la diversidad tecnológica tienen un efecto positivo en la estabilidad general de la tecnología de herramientas y la máquina en este procesamiento de aluminio”, explica Michael Kucher, Gerente de Componentes de E-Mobility en MAPAL.
La RASOMA DZS 400-2 alcanza un tiempo de viruta a viruta significativamente más corto que un centro de mecanizado de fresado. Esto se debe a que todas las herramientas ya están en el espacio de trabajo y solo se colocan en posición de trabajo mediante un movimiento de oscilación del disco del revolver. Esto elimina todos los cambios de herramienta, lo que reduce drásticamente los tiempos no productivos. Con la tecnología descrita, ya se esperaba en los estudios una reducción del tiempo de ciclo en comparación con el mecanizado estándar de torneado del 50 por ciento.
El aumento de las velocidades de corte a 1.000 m/min utilizando los materiales de corte óptimamente adecuados y la optimización de los tiempos no productivos resultó en un ahorro de tiempo adicional del 20 por ciento.
El proceso es tan estable que las tomas aleatorias son suficientes para el aseguramiento de la calidad. Mientras que al principio se medían todas las piezas fabricadas, ahora la recomendación es de solo una pieza por turno. Daniel Pilz lo demuestra con cifras: “La RASOMA DZS 400-2 con las herramientas especiales de MAPAL alcanza un índice de capacidad de proceso de más de 1,67 para características críticas como forma cilíndrica, diámetro y concentricidades, cumpliendo así con los requisitos industriales.” Los clientes que ya utilizan la máquina logran en operación de tres turnos una producción anual de hasta 180.000 piezas producidas.
Exitoso en la producción en serie

Entre los primeros usuarios del proceso de serie para la fabricación de estatores en la RASOMA DZS 400-2 se encuentra LTH Castings en Eslovenia. Esta tradicional empresa de fundición cuenta con más de 100 celdas de fundición y procesa las piezas en más de 250 centros de mecanizado CNC. En un total de seis ubicaciones, alrededor de 3.800 empleados están activos. Dr. Primož Ogrinec, CTO de LTH Castings: “Con nuestras soluciones todo en uno desde el diseño hasta la producción en serie, somos un socio estratégico importante para la industria automotriz.
Nuestro espectro de piezas incluye componentes para transmisiones, motores para vehículos eléctricos de batería e híbridos, sistemas de dirección y frenos.” Las máquinas RASOMA DZS 400-2 se cargan y descargan en la producción de última generación con robots.
Como la mayoría de los proveedores de la industria automotriz, LTH Castings fabrica componentes para diferentes modelos de vehículos. En la fabricación de carcasas de estator, la flexibilidad de la RASOMA DZS 400-2 es útil, ya que solo se deben cambiar los dispositivos de sujeción y las herramientas. “Con un solo sistema y aplicando el nuevo proceso, se desarrolló una solución óptima específica para el fabricante tanto en cantidad como en calidad y se llevó a la madurez de producción”, explica André Ranke. La producción de carcasas de estator es posible hasta un diámetro de 500 mm y una longitud de pieza de 500 mm.
“En la RASOMA DZS 400-2 se pueden fabricar todas las carcasas que hemos visto hasta ahora, y hemos visto muchas”, asegura Thomas Lötzsch. Para el equipo del proyecto también hubo una sorpresa cuando se solicitó un despiece en el interior de la pieza para el diseño de la carcasa de un gran fabricante de automóviles. La pieza de muestra de MAPAL, diseñada y fabricada específicamente para el diseño del proceso, no presentaba este desafío. Sin embargo, MAPAL, junto con los especialistas del Grupo NSH, tuvo rápidamente una solución conjunta: en lugar de la herramienta de perforación fina probada en la práctica, se utilizó una herramienta de ajuste de alta precisión con cuatro deslizadores del portafolio de productos de MAPAL, que genera el contorno interior deseado. En pocos días, se construyó una interfaz coordinada con MAPAL que ya alcanzó la madurez de producción durante el pedido en curso. Gracias al diseño de desarrollo muy interconectado, ambas empresas pueden reaccionar rápidamente a contornos recién desarrollados.
Nuevo estándar para bajos costos por pieza

La RASOMA DZS 400-2 con la tecnología de herramientas de MAPAL se ha establecido para la producción en serie y resuelve problemas de calidad que ocurren en tornos-fresadoras convencionales y en líneas de transferencia horizontales. Thomas Lötzsch conoce casos en los que las tolerancias de forma y posición requeridas no se alcanzaron de manera segura en el proceso y, en su lugar, se produjeron desechos de hasta el 50 por ciento.
Donde la calidad era correcta, los tiempos de ciclo dejaban mucho que desear y causaban mayores costos por pieza. Faltaba un proceso establecido para la fabricación de las piezas.
Debido a la dura competencia de precios entre los proveedores de la industria automotriz, desde el principio, el desarrollo de la RASOMA DZS 400-2 se centró en mantener los costos por pieza lo más bajos posible. Este objetivo se logró mediante la combinación de alta disponibilidad de la máquina, tiempos de ciclo cortos, calidad de las piezas mecanizadas y fabricación segura en el proceso. Según cálculos actuales, esto permite lograr costos por pieza especialmente económicos para el mecanizado, incluidos los costos de herramientas.
Contacto:


