


Mutschler CNC Dreh- und Frästeile hat regelmäßig Bohrspindeln für Kernbohrmaschinen in verschiedenen Versionen und in großen Losgrößen auf der Maschine. Beim Schruppen der Komponenten hatte der Lohnfertiger mit geringen Standzeiten, langer Bearbeitungszeit und Plattenbrüchen zu kämpfen. Werkzeugpartner ISCAR lieferte mit dem LOGIQ6TURN die wirtschaftliche und prozesssichere Lösung.
Lohnfertiger Mutschler CNC Dreh- und Frästeile in Simmersfeld im Nordschwarzwald hat sich in seiner knapp 40-jährigen Firmengeschichte auf die Produktion von CNC-Fräs- und Drehteilen spezialisiert. Das zehnköpfige Team fertigt auf einem modernen Maschinenpark und 380 Quadratmetern Produktionsfläche vor allem Getriebeteile für Kunden aus der deutschen Elektrowerkzeug-Branche. Mutschler bearbeitet hauptsächlich vergüteten Stahl und Edelstähle, aber auch Aluminium und Messing. „Unsere Getriebe stecken in Profiwerkzeugen wie beispielsweise Betonsägen oder Kernbohrmaschinen und werden weltweit auf dem Bau genutzt“, sagt Produktionsleiter Maximilian Mutschler.
„Die rauen Einsatzbedingungen erfordern Zuverlässigkeit und Qualität der Produkte, außerdem erwarten die Kunden von uns natürlich Flexibilität, geringe Kosten und kurze Lieferzeiten.“ Um das bieten zu können, ist Mutschler immer daran interessiert, seine Prozesse zu optimieren und neue Werkzeuge zu testen.
Luft nach oben

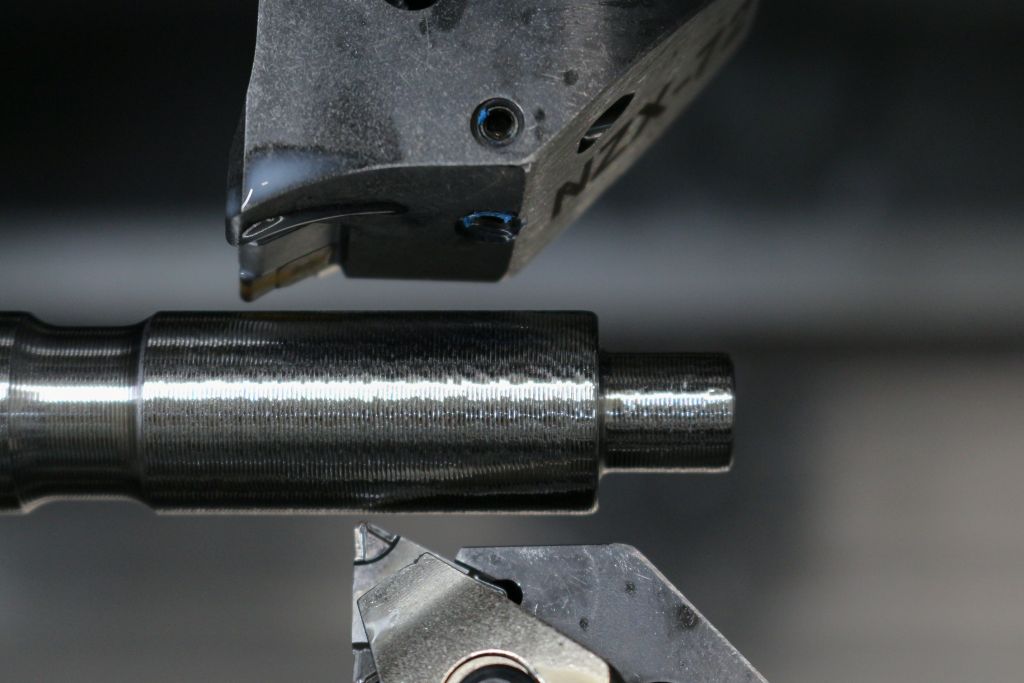
Bei der Produktion von Bohrspindeln für Kernbohrmaschinen war Mutschler Anfang 2024 auf der Suche nach einer wirtschaftlichen und prozesssicheren Lösung. Die Komponente fertigt das Team in großen Stückzahlen auf einer CNC-5-Achsmaschine mit drei Revolvern und zwei Spindeln aus Stangenmaterial 16MnCr5 mit einem Durchmesser von 40,2 Millimetern und 300 Millimetern Länge. Besonders das Schruppen der Kontur bereitete dem Produktionsleiter Kopfschmerzen. Auf einer Länge von 120 Millimetern nimmt Mutschler dabei bis zu 2,5 Millimeter vom Durchmesser ab.

Die bisher eingesetzte vierschneidige ISO-Platte eines ISCAR-Mitbewerbers bot eine zu geringe Standzeit. Zudem war die Bearbeitungszeit zu hoch und der Prozess unzuverlässig. „Das Schruppen dauerte pro Teil 26 Sekunden, nach 80 Teilen mussten wir die Schneide wechseln und hatten dazu noch regelmäßig Plattenbrüche, bei denen sich die Wendeschneidplatte regelrecht in ihre Einzelteile auflöste“, schildert Maximilian Mutschler. „Da war durchaus Luft nach oben.“
Bei einem der regelmäßigen Besuche von Achim Wuchter, technische Beratung und Verkauf, und Anwendungstechniker Calogero Russo vom langjährigen Werkzeugpartner ISCAR kam der Fall zur Sprache.
Lösung mit sechs Schneiden

„Das Thema kam zu einem günstigen Zeitpunkt auf“, sagt Achim Wuchter. „Denn die neue LOGIQUICK-Werkzeugkampagne bot die passende Innovation – die LOGIQ6TURN.“ Die positive Wendeschneidplatte (WSP) besitzt sechs 55-Grad-Schneiden für das Schruppen und Schlichten von ISO P- und ISO M-Werkstoffen bis zu einer Schnitttiefe von maximal drei Millimetern. Das spezielle Design der dreieckigen WSP mit optimierten Spanbrechern und stabiler Klemmung erlaubt einen weichen Schnitt, verringert die auftretenden Kräfte, sorgt für einen sehr guten Spanbruch und damit für hervorragende Oberflächengüten.
„Wir stellten die LOGIQ6TURN kurzerhand noch vor der offiziellen Werkzeugpräsentation bei Mutschler vor und empfahlen, die Platte mal zu testen“, erzählt Calogero Russo.
„Wir hatten gerade ein bisschen Zeit, da konnten wir schon mal ein paar Stunden investieren“, scherzt Maximilian Mutschler. „Aber im Ernst – Werkzeuge von ISCAR haben uns noch nie enttäuscht.“ Auch die LOGIQ6TURN hielt, was das ISCAR-Team versprochen hatte. „Der halbe Tag für den Test war sinnvoll angelegt, die Platte hat auf Anhieb gut funktioniert“, freut sich der Produktionsleiter. „Wir haben dann nicht lang gefackelt und die Bestellung ging noch am selben Tag raus.“
Deutlich über den Angaben

Bei Mutschler kommt die LOQIQ6TURN als Standard-Platte in der sehr verschleißfesten TiCN/Al2O3 MT-CVD-beschichteten Schneidstoffsorte IC 8150 mit Kobaltanreicherung in der Randschicht zum Einsatz. „Der Schneidstoff ist sehr widerstandsfähig gegen Ausbröckelungen, Kerb- und Kolkverschleiß sowie plastische Deformation“, erklärt Calogero Russo. „Außerdem läuft die WSP auch bei den hohen Schnittwerten, die Mutschler nutzt, zuverlässig und mit reproduzierbar guten Ergebnissen.“ Der Zerspaner fährt die Platte bei 0,8 Millimetern Vorschub, empfohlen sind lediglich 0,25 Millimeter.
„Wir machen das immer so. Unsere Erfahrung zeigt, dass Werkzeuge prozesssicherer laufen und wir eine bessere Spankontrolle haben, wenn wir an ihre Grenzen gehen“, sagt Maximilian Mutschler und schließt mit einem Augenzwinkern. „Dann ist bei der Arbeit auch was verdient.“
Standzeit hoch, Bearbeitungszeit runter

Mutschler nutzt zwei LOGIQ6TURN-WSP im Paralleleinsatz auf zwei Revolvern zum Schruppen. Bei den gleichen Schnittwerten wie mit der alten Lösung erreicht der Zerspaner mit der LOGIQ6TURN prozesssicher eine Standzeit von 140 Teilen pro Schneide. Er senkt zudem die Bearbeitungszeit pro Teil um 20 Prozent auf etwa 15 Sekunden und profitiert dank der sechs Schneiden von geringeren Kosten. „Die neue Lösung hat unsere Erwartungen voll erfüllt. Die Standzeit hat sich fast verdoppelt, wir können wirtschaftlicher und produktiver arbeiten und müssen keine Angst mehr haben, dass uns die Platten mittendrin zerbröseln“, freut sich Maximilian Mutschler.
Auch über die Zusammenarbeit mit ISCAR ist der Produktionsleiter begeistert. „Das funktioniert einfach – und zwar seit mehr als 30 Jahren. Wenn was anliegt, ist immer jemand erreichbar und wir bekommen jedes Mal innerhalb kürzester Zeit praktikable Lösungen“, lobt Maximilian Mutschler.
Wegen der guten Erfahrungen bei diesem Projekt plant Mutschler, die LOGIQ6TURN künftig auch bei anderen Aufgaben einzusetzen, beispielsweise bei der Zerspanung von vergütetem Sondermaterial. Dazu laufen aktuell Versuche. Das zähe Sondermaterial ist sehr langspanend und auf 1.200 Newton vergütet. „Hier hat bisher gar keine Platte funktioniert – weder von ISCAR noch von Mitbewerbern“, erzählt der Produktionsleiter. „Ich bin sehr zuversichtlich, dass wir es mit der LOGIQ6TURN hinkriegen.“
Kontakt:


