


Mutschler CNC obrabiarki do toczenia i frezowania regularnie posiada wrzeciona wiertarskie do wiertnic rdzeniowych w różnych wersjach i w dużych seriach na maszynie. Podczas roughingu komponentów, wykonawca usługowy borykał się z krótkimi czasami pracy, długim czasem obróbki i pęknięciami płyt. Partner narzędziowy ISCAR dostarczył ekonomiczne i bezpieczne procesowo rozwiązanie z LOGIQ6TURN.
Lohnfertiger Mutschler CNC obrabia części tokarskie i frezarskie w Simmersfeld w Północnym Schwarzwaldzie specjalizuje się w produkcji części CNC od prawie 40 lat. Dziesięcioosobowy zespół pracuje na nowoczesnym parku maszynowym i na 380 metrach kwadratowych powierzchni produkcyjnej, głównie produkując części przekładni dla klientów z niemieckiej branży narzędzi elektrycznych. Mutschler obrabia głównie stal utwardzoną i stal nierdzewną, ale także aluminium i mosiądz. „Nasze przekładnie znajdują się w profesjonalnych narzędziach, takich jak piły do betonu czy wiertnice rdzeniowe i są wykorzystywane na całym świecie w budownictwie,” mówi kierownik produkcji Maximilian Mutschler.
„Surowe warunki użytkowania wymagają niezawodności i jakości produktów, a klienci oczekują od nas oczywiście elastyczności, niskich kosztów i krótkich czasów dostawy.“ Aby to móc zapewnić, Mutschler zawsze dąży do optymalizacji swoich procesów i testowania nowych narzędzi.
Powietrze do góry

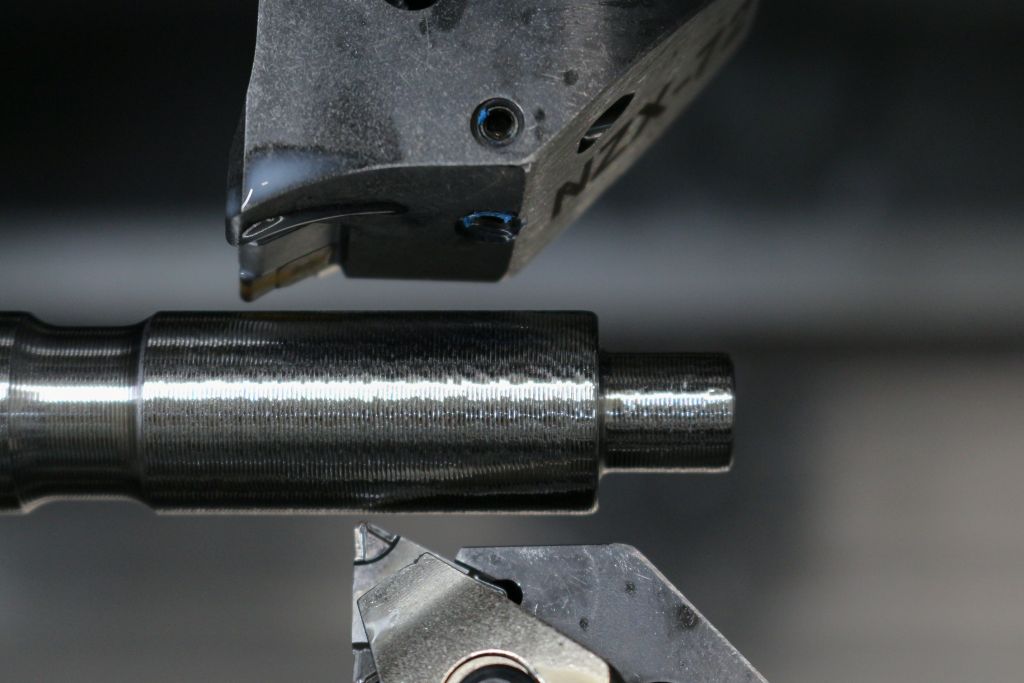
Podczas produkcji wrzecion wiertniczych do wiertnic rdzeniowych, Mutschler na początku 2024 roku poszukiwał ekonomicznego i bezpiecznego rozwiązania procesowego. Zespół wytwarza komponent w dużych ilościach na maszynie CNC 5-osiowej z trzema rewolwerami i dwoma wrzecionami z materiału prętowego 16MnCr5 o średnicy 40,2 milimetra i długości 300 milimetrów. Szczególnie obróbka konturu sprawiała kierownikowi produkcji problemy. Na długości 120 milimetrów Mutschler usuwa do 2,5 milimetra z średnicy.
Dotychczas stosowana czterozębna płyta ISO konkurenta ISCAR oferowała zbyt krótki czas eksploatacji. Ponadto czas obróbki był zbyt długi, a proces niewiarygodny. „Obróbka wstępna trwała 26 sekund na część, po 80 częściach musieliśmy wymienić ostrze, a do tego regularnie dochodziło do złamań płyt, które dosłownie rozpadały się na części”, relacjonuje Maximilian Mutschler. „Zdecydowanie było miejsce na poprawę.”
Podczas jednej z regularnych wizyt Achima Wuchtera, doradcy technicznego i sprzedaży, oraz technika aplikacji Calogero Russo z wieloletniego partnera narzędziowego ISCAR, poruszono ten temat.
Rozwiązanie z sześcioma krawędziami

„Temat pojawił się w odpowiednim czasie“, mówi Achim Wuchter. „Ponieważ nowa kampania narzędziowa LOGIQUICK oferowała odpowiednią innowację – LOGIQ6TURN.“ Pozytywna wkładka skrawająca (WSP) posiada sześć krawędzi o kącie 55 stopni do obróbki wstępnej i wykończeniowej materiałów ISO P i ISO M do maksymalnej głębokości skrawania wynoszącej trzy milimetry. Specjalny design trójkątnej WSP z optymalnymi łamańcami wiórów i stabilnym mocowaniem pozwala na łagodne skrawanie, zmniejsza występujące siły, zapewnia bardzo dobry łamań wiórów, a tym samym doskonałą jakość powierzchni.
„Przedstawiliśmy LOGIQ6TURN krótko przed oficjalną prezentacją narzędzia w Mutschler i zasugerowaliśmy, aby przetestować płytę“, opowiada Calogero Russo.
„Mieliśmy akurat trochę czasu, więc mogliśmy zainwestować kilka godzin“, żartuje Maximilian Mutschler. „Ale na serio – narzędzia ISCAR nigdy nas nie zawiodły.“ Również LOGIQ6TURN spełniła obietnice zespołu ISCAR. „Pół dnia na testy było dobrze wykorzystane, płyta działała od razu dobrze“, cieszy się kierownik produkcji. „Nie zwlekaliśmy długo i zamówienie wyszło jeszcze tego samego dnia.“
Wyraźnie powyżej podanych danych

W Mutschlerze LOQIQ6TURN jest stosowana jako standardowa płyta w bardzo odpornym na zużycie gatunku materiału skrawającego TiCN/Al2O3 MT-CVD z wzbogaceniem kobaltem w warstwie brzegowej. „Materiał skrawający jest bardzo odporny na odpryski, zużycie w wyniku wcięć i erozji, a także na deformacje plastyczne”, wyjaśnia Calogero Russo. „Ponadto WSP działa niezawodnie i z powtarzalnie dobrymi wynikami, nawet przy wysokich wartościach skrawania, które wykorzystuje Mutschler.” Frezarka pracuje z posuwem 0,8 milimetra, zalecane jest jedynie 0,25 milimetra.
„Zawsze tak robimy. Nasze doświadczenie pokazuje, że narzędzia działają bardziej stabilnie, a my mamy lepszą kontrolę nad wiórami, gdy idziemy na ich granice“, mówi Maximilian Mutschler i kończy z przymrużeniem oka. „Wtedy też można coś zarobić przy pracy.“
Czas eksploatacji wysoki, czas obróbki niski

Mutschler wykorzystuje dwa LOGIQ6TURN-WSP w pracy równoległej na dwóch rewolwerach do obróbki wstępnej. Przy tych samych parametrach skrawania, co w starej wersji, skrawacz osiąga z LOGIQ6TURN procesowo pewny czas eksploatacji wynoszący 140 części na ostrze. Dodatkowo skraca czas obróbki na część o 20 procent do około 15 sekund i korzysta z niższych kosztów dzięki sześciu ostrzom. „Nowe rozwiązanie w pełni spełniło nasze oczekiwania. Czas eksploatacji niemal się podwoił, możemy pracować bardziej ekonomicznie i wydajnie, a także nie musimy się obawiać, że płyty w trakcie obróbki się rozpadną,” cieszy się Maximilian Mutschler.
Również współpraca z ISCAR cieszy kierownika produkcji. „To po prostu działa – i to od ponad 30 lat. Kiedy coś się pojawia, zawsze jest ktoś dostępny i za każdym razem otrzymujemy praktyczne rozwiązania w bardzo krótkim czasie,” chwali Maximilian Mutschler.
Ze względu na dobre doświadczenia w tym projekcie, Mutschler planuje w przyszłości wykorzystać LOGIQ6TURN także w innych zadaniach, na przykład przy obróbce utwardzonego materiału specjalnego. Obecnie prowadzone są próby. Ten wytrzymały materiał specjalny ma długie wióry i jest utwardzony na 1.200 Newtonów. „Dotychczas żadna płyta nie działała – ani od ISCAR, ani od konkurencji”, opowiada kierownik produkcji. „Jestem bardzo optymistyczny, że uda nam się to z LOGIQ6TURN.”
Kontakt:


