


Mutschler CNC Turning and Milling Parts regularly has drill spindles for core drilling machines in various versions and in large quantities on the machine. While roughing the components, the contract manufacturer struggled with low tool life, long processing times, and insert breakage. Tool partner ISCAR provided the economical and process-safe solution with the LOGIQ6TURN.
Contract manufacturer Mutschler CNC Turning and Milling Parts in Simmersfeld in the Northern Black Forest has specialized in the production of CNC milling and turning parts over its nearly 40-year company history. The ten-member team manufactures primarily gearbox parts for customers in the German power tool industry on a modern machine park and 380 square meters of production space. Mutschler mainly processes hardened steel and stainless steels, but also aluminum and brass. "Our gearboxes are used in professional tools such as concrete saws or core drilling machines and are utilized worldwide in construction," says production manager Maximilian Mutschler.
"The harsh operating conditions require reliability and quality of the products; moreover, customers naturally expect flexibility, low costs, and short delivery times from us." To be able to offer this, Mutschler is always interested in optimizing its processes and testing new tools.
Room for improvement

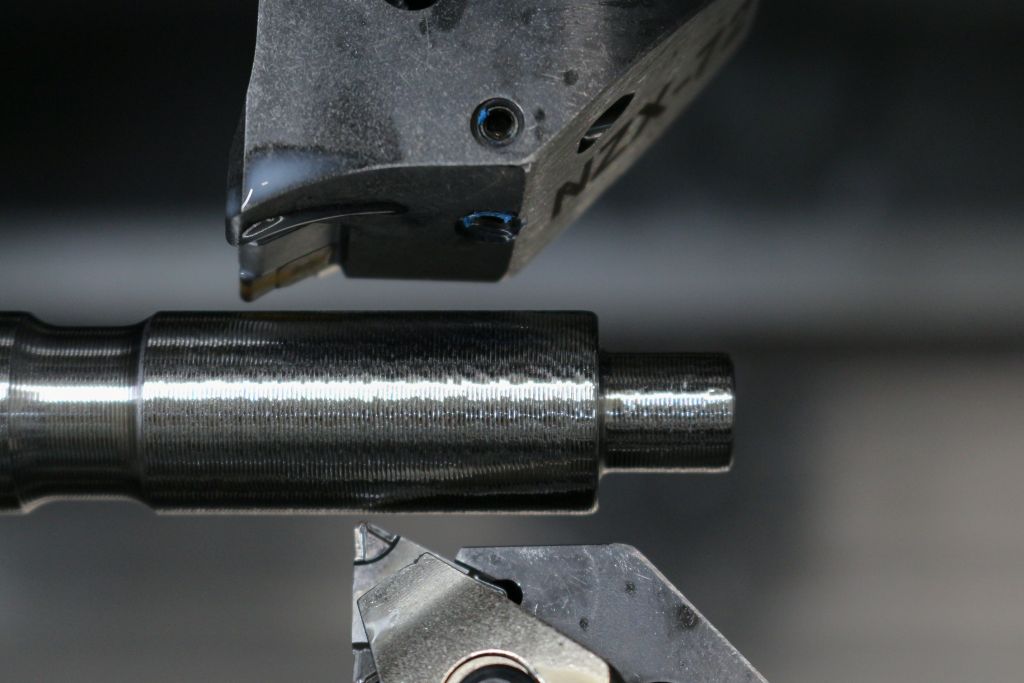
In early 2024, while producing drill spindles for core drilling machines, Mutschler was looking for an economical and process-safe solution. The component is manufactured by the team in large quantities on a CNC 5-axis machine with three turrets and two spindles from bar material 16MnCr5 with a diameter of 40.2 millimeters and a length of 300 millimeters. Especially the roughing of the contour gave the production manager headaches. Over a length of 120 millimeters, Mutschler removes up to 2.5 millimeters from the diameter.
The previously used four-edged ISO insert from an ISCAR competitor offered too short a tool life. Additionally, the processing time was too high and the process unreliable. "Roughing took 26 seconds per part; after 80 parts, we had to change the insert and regularly experienced insert breakage, where the indexable insert literally disintegrated into its individual parts," describes Maximilian Mutschler. "There was definitely room for improvement."
During one of the regular visits from Achim Wuchter, technical consulting and sales, and application technician Calogero Russo from the long-time tool partner ISCAR, the case was discussed.
Solution with six edges

"The topic came up at a favorable time," says Achim Wuchter. "Because the new LOGIQUICK tool campaign offered the right innovation - the LOGIQ6TURN." The positive indexable insert (WSP) features six 55-degree cutting edges for roughing and finishing ISO P and ISO M materials up to a maximum cutting depth of three millimeters. The special design of the triangular WSP with optimized chip breakers and stable clamping allows for a smooth cut, reduces the forces occurring, ensures very good chip breaking, and thus provides excellent surface qualities.
"We presented the LOGIQ6TURN to Mutschler just before the official tool presentation and recommended testing the insert," says Calogero Russo.
"We had a little time, so we could invest a few hours," jokes Maximilian Mutschler. "But seriously - tools from ISCAR have never disappointed us." The LOGIQ6TURN also delivered on what the ISCAR team promised. "The half-day for the test was well spent; the insert worked well right away," says the production manager. "We didn't hesitate long, and the order was sent out the same day."
Clearly above the specifications

At Mutschler, the LOGIQ6TURN is used as a standard insert in the highly wear-resistant TiCN/Al2O3 MT-CVD-coated cutting material grade IC 8150 with cobalt enrichment in the edge layer. "The cutting material is very resistant to chipping, notch and pitting wear, as well as plastic deformation," explains Calogero Russo. "Moreover, the WSP operates reliably and with reproducibly good results even at the high cutting values that Mutschler uses." The machinist runs the insert at 0.8 millimeters feed, while only 0.25 millimeters is recommended.
"We always do it this way. Our experience shows that tools run more reliably and we have better chip control when we push them to their limits," says Maximilian Mutschler with a wink. "Then there's also something to earn while working."
High tool life, reduced processing time

Mutschler uses two LOGIQ6TURN indexable inserts in parallel operation on two turrets for roughing. With the same cutting values as with the old solution, the machinist reliably achieves a tool life of 140 parts per edge with the LOGIQ6TURN. He also reduces the processing time per part by 20 percent to about 15 seconds and benefits from lower costs thanks to the six cutting edges. "The new solution has fully met our expectations. The tool life has nearly doubled, we can work more economically and productively, and we no longer have to worry about the inserts breaking in the middle of the process," says Maximilian Mutschler with joy.
Production manager Maximilian Mutschler is also enthusiastic about the collaboration with ISCAR. "It just works - and has been for more than 30 years. If something comes up, someone is always reachable, and we receive practical solutions every time within the shortest time," praises Maximilian Mutschler.
Due to the positive experiences with this project, Mutschler plans to use the LOGIQ6TURN for other tasks in the future, for example in the machining of hardened special materials. Currently, trials are underway. The tough special material is very long-chipping and hardened to 1,200 Newton. 'So far, no plate has worked at all - neither from ISCAR nor from competitors,' says the production manager. 'I am very confident that we will succeed with the LOGIQ6TURN.'
Contact:


