


Neben der Erweiterung der Methodik zur Fertigung von Werkzeugen mit Ungleichteilung und individuellen Schneiden standen für die Forscher des Instituts für Fertigungstechnik und Werkzeugmaschinen insbesondere die Steigerung der Wirtschaftlichkeit sowie die Analyse des Einsatzverhaltens im Fokus.
Das kontinuierliche Wälzschleifen hat sich infolge seiner hohen Produktivität sowie seiner Wirtschaftlichkeit als eines der maßgeblichen Verfahren zur Bearbeitung von Zahnrädern mit kleinem bis mittlerem Modul etabliert. Am IFW wurde dieses Fertigungsverfahren auf die Herstellung von Zerspanwerkzeugen übertragen, um die verfahrenstypischen Vorteile hinsichtlich der Effizienz auch für diesen Anwendungsfall nutzbar zu machen. Ein besonderer Fokus liegt dabei auf ungleichgeteilten Fräsern, die in der industriellen Praxis gezielt eingesetzt werden, um Prozessschwingungen zu reduzieren und die Prozessstabilität deutlich zu erhöhen. In Einzelfällen können so die Stabilitätsgrenzen gegenüber gleichgeteilten Werkzeugen erheblich gesteigert werden. Im Rahmen eines kürzlich abgeschlossenen Forschungsprojekts der Deutschen Forschungsgemeinschaft (DFG) wurde das Verfahren daher gezielt so erweitert, dass Zerspanwerkzeuge zum einen mit Ungleichteilung und zum anderen mit individuell einstellbarer Schneide hergestellt werden können. Um das Verfahren auf die Herstellung von Hartmetallwerkzeugen zu übertragen, wurden des Weiteren diverse Bindungstypen sowie Profilier- und Prozessstrategien untersucht. Hierbei hat sich gezeigt, dass die Produktivität des Verfahrens sowohl durch die Schnittgeschwindigkeit als auch durch eine Erhöhung der kontinuierlichen Shiftgeschwindigkeit positiv beeinflusst wird.
Beim kontinuierlichen Shiften wird die Schleifschnecke entlang der Werkzeugachse verschoben, wodurch ein größerer Bereich der Schleifschnecke im Eingriff ist und der Verschleiß entlang der Schleifschneckenbreite verteilt wird. Um den kontinuierlichen Wälzschleifprozess industriell nutzbar zu machen, ist ein fundiertes Verständnis des Einsatzverhaltens wälzgeschliffener Werkzeuge unerlässlich. Bislang lagen hierzu jedoch nur begrenzte Erkenntnisse vor, insbesondere fehlte ein systematischer Vergleich mit konventionell geschliffenen Werkzeugen. Im folgenden Abschnitt werden daher die experimentellen Untersuchungen und der direkte Vergleich zwischen konventionell und wälzgeschliffenen Fräswerkzeugen vorgestellt.
Vergleich konventionell und wälzgeschliffener Fräswerkzeuge
Vor den Einsatzuntersuchungen wurden die Schneidkanten von konventionell und wälzgeschliffenen Werkzeugen analysiert, um die Einflüsse der unterschiedlichen Schleifprozesse zu quantifizieren. Im schleifscharfen Zustand weisen die durch kontinuierliches Wälzschleifen hergestellten Werkzeuge eine geringfügig geringere Schneidkantenqualität auf. Während konventionell geschliffene Werkzeuge eine symmetrische Schneidkante mit dem Schneidkantenradius von S‾= 4,5 µm erreichen, liegt dieser bei den wälzgeschliffenen Werkzeugen bei 5,5 µm. Auch hinsichtlich der Schneidkantenschartigkeit zeigt das Wälzschleifen prozessbedingt etwas höhere Werte, diese liegen bei konventionell geschliffenen bei Ra = 0,5 µm und bei den wälzgeschliffenen bei Ra = 0,65 µm. Diese prozessbedingten Unterschiede an der Schneidkante können jedoch durch eine anschließende industrietypische Verrundung und Beschichtung ausgeglichen werden. Der Schneidkantenradius beträgt nach dem Verrunden und der Beschichtung bei allen Werkzeugen 15 µm. Die Schleifverfahren haben darüber hinaus keinen Einfluss auf die Randzone der Fräswerkzeuge. Für die Leistungsfähigkeit und insbesondere die Standzeit von Werkzeugen spielen Eigenspannungen eine wichtige Rolle, da sie das Verschleißverhalten beeinflussen. Die durchgeführten Messungen zeigen, dass die Eigenspannungen bei konventionell und wälzgeschliffenen Fräswerkzeugen auf einem vergleichbaren Niveau liegen. Die konventionell geschliffenen Fräswerkzeuge weisen Eigenspannungen von -665 MPa und die wälzgeschliffenen von -607 MPa auf.
Einsatzuntersuchungen von konventionell und wälzgeschliffenen Fräswerkzeugen
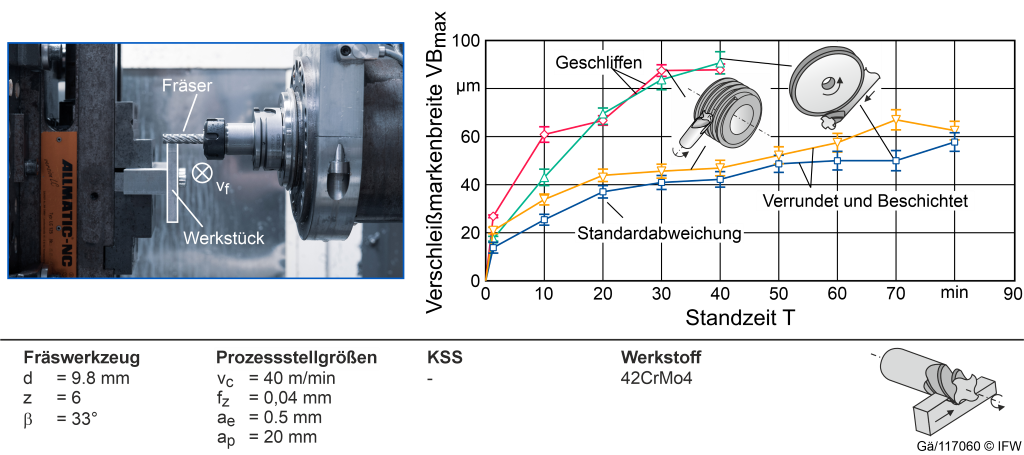
Für die Analyse der Leistungsfähigkeit, der mittels des kontinuierlichen Wälzschleifprozesses hergestellten Fräswerkzeuge, wurden experimentelle Zerspanuntersuchungen durchgeführt. Beim Umfangsplanfräsen von 42CrMo4 auf dem Bearbeitungszentrum H5000 der Fa. Heller wurde der Werkzeugverschleiß von wälzgeschliffenen hergestellten Zerspanwerkzeugen mit dem Verschleißverhalten von konventionell hergestellten Zerspanwerkzeugen verglichen. Die Makrogeometrie der konventionell geschliffenen Werkzeuge entspricht dabei der Geometrie der wälzgeschliffenen Werkzeuge. Die eingesetzten Werkzeuge (6-schneidige Schaftfräser) wurden zudem aus einer Charge EMT 210 der Extramet AG gefertigt. Der Aufbau der Fräsuntersuchungen sowie die Prozesseinstellgrößen sind in Abbildung 2 dargestellt. Es wurden sowohl schleifscharfe als auch präparierte Werkzeuge eingesetzt. Bei den präparierten Werkzeugen erfolgte die Schneidkantenpräpration (S∝ = Sγ = 15 μm) durch die Firma FRANKEN GmbH & Co. KG. Anschließend wurden die Werkzeuge beschichtet. Die Beschichtung ist eine TiAlN-Beschichtung der Firma Oerlikon Balzers Coating Germany GmbH. Zur statistischen Absicherung wurden für jede Versuchsserie drei Fräswerkzeuge eingesetzt.
Als Standzeitkriterium für die schleifscharfen Werkzeuge wurde eine Einsatzdauer von 40 Minuten definiert. Nach Erreichen des Standzeitkriteriums weisen alle schleifscharfen Fräswerkzeuge eine Verschleißmarkenbreite (VB) von ca. 90 µm auf. Die wälzgeschliffenen Werkzeuge (rot) zeigen bei den Initialmessungen nach zwei Minuten Einsatzzeit ein höheres Verschleißniveau als die konventionell geschliffenen (grün). Dieses ist auf die höhere Schartigkeit der wälzgeschliffenen Schneiden zurückzuführen. Bei weiterem Einsatz der Werkzeuge zeigt sich jedoch kein signifikanter Unterschied, sodass nach 40 Minuten ein vergleichbarer Verschleißresultiert. Für die präparierten Werkzeuge wurde das Standzeitkriterium auf 80 Minuten erhöht. Hier zeigt sich ein qualitativ vergleichbares Bild zum schleifscharfen Zustand. Nach 80 Minuten weisen beide Werkzeugtypen eine Verschleißmarkenbreite von 60 µm auf und die Verschleißmarkenbreite der wälzgeschliffenen Fräswerkzeuge (gelb) ist aufgrund des Initialverschleißes konstant um ca. 5 µm höher als bei den konventionell geschliffenen Werkzeugen (blau). Zudem zeigt sich, dass durch die in der Praxis übliche Schneidkantenpräparation die geringfügig höhere Schartigkeit vollständig ausgeglichen wird. Die Prozessfolge aus Wälzschleifen und Präparation führt somit zu einer Werkzeugqualität, die konventionell hergestellten Werkzeugen entspricht.
Die Untersuchungen belegen, dass das kontinuierliche Wälzschleifen für die Herstellung von Zerspanwerkzeugen geeignet ist. Im Vergleich zu konventionell gefertigten Werkzeugen zeigen die wälzgeschliffenen Fräser ein vergleichbares Einsatzverhalten. Zwar tritt im schleifscharfen Zustand ein leicht erhöhter Initialverschleiß auf, dieser wird jedoch durch die in der Praxis übliche Schneidkantenpräparation vollständig ausgeglichen. Unter industriellen Einsatzbedingungen ergeben sich somit keine signifikanten Unterschiede in Standzeit und Leistungsfähigkeit. Insgesamt stellt das kontinuierliche Wälzschleifen eine effiziente Alternative zur konventionellen Werkzeugherstellung dar. Durch die gleichzeitige Bearbeitung sämtlicher umfangsseitiger Funktionsflächen kann die Anzahl der benötigten Schleifscheiben deutlich reduziert werden ohne das Einsatzverhalten der geschliffenen Werkzeuge zu beeinflussen.
Autoren: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Kontakt:


