


Además de la ampliación de la metodología para la fabricación de herramientas con división desigual y filos individuales, los investigadores del Instituto de Tecnología de Fabricación y Máquinas Herramientas se centraron especialmente en el aumento de la rentabilidad y el análisis del comportamiento de uso.
El rectificado continuo se ha establecido como uno de los procedimientos más relevantes para el mecanizado de engranajes con módulo pequeño a medio debido a su alta productividad y rentabilidad. En el IFW, este proceso de fabricación se ha transferido a la producción de herramientas de corte para aprovechar las ventajas típicas del procedimiento en términos de eficiencia también para este caso de aplicación. Un enfoque particular está en las fresas de división desigual, que se utilizan intencionadamente en la práctica industrial para reducir las vibraciones del proceso y aumentar significativamente la estabilidad del proceso. En casos individuales, los límites de estabilidad pueden aumentar considerablemente en comparación con herramientas de corte de división uniforme. En el marco de un proyecto de investigación recientemente concluido de la Comunidad Alemana de Investigación (DFG), el procedimiento se amplió de manera que las herramientas de corte puedan fabricarse tanto con división desigual como con filos ajustables individualmente. Además, se investigaron diversos tipos de unión, así como estrategias de perfilado y proceso para transferir el procedimiento a la fabricación de herramientas de carburo. Se ha demostrado que la productividad del procedimiento se ve positivamente influenciada tanto por la velocidad de corte como por un aumento de la velocidad de desplazamiento continuo.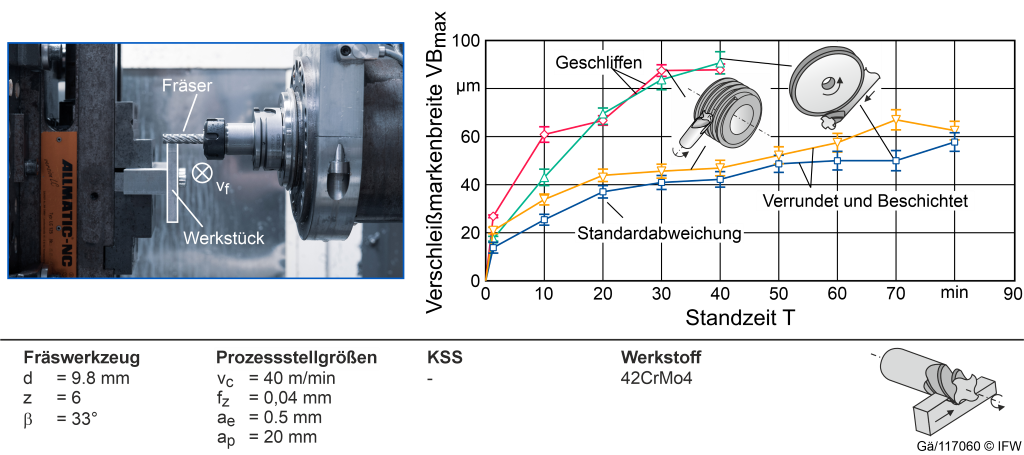
En el desplazamiento continuo, el tornillo de rectificado se desplaza a lo largo del eje de la herramienta, lo que permite que una mayor área del tornillo de rectificado esté en contacto y el desgaste se distribuya a lo largo del ancho del tornillo de rectificado. Para hacer que el proceso de rectificado continuo sea utilizable industrialmente, es esencial una comprensión sólida del comportamiento de uso de las herramientas rectificadas. Hasta ahora, solo había conocimientos limitados al respecto, especialmente faltaba una comparación sistemática con herramientas rectificadas convencionalmente. En la siguiente sección se presentan, por lo tanto, las investigaciones experimentales y la comparación directa entre herramientas de fresado convencionales y rectificadas.
Comparación entre herramientas de fresado convencionales y rectificadas
Antes de las investigaciones de uso, se analizaron los bordes de corte de herramientas convencionales y rectificadas para cuantificar las influencias de los diferentes procesos de rectificado. En estado de afilado, las herramientas fabricadas mediante rectificado continuo presentan una calidad de borde de corte ligeramente inferior. Mientras que las herramientas rectificadas convencionalmente alcanzan un radio de borde de corte de S= 4,5 µm, este es de 5,5 µm en las herramientas rectificadas. También en cuanto a la rugosidad del borde de corte, el rectificado continuo muestra valores ligeramente más altos, siendo estos de Ra = 0,5 µm para las herramientas rectificadas convencionalmente y de Ra = 0,65 µm para las rectificadas. Sin embargo, estas diferencias en el borde de corte pueden compensarse mediante un redondeo y recubrimiento típicos de la industria posterior. El radio del borde de corte después del redondeo y el recubrimiento es de 15 µm para todas las herramientas. Además, los métodos de rectificado no tienen influencia en la zona de borde de las herramientas de fresado. Para la capacidad de rendimiento y, en particular, la vida útil de las herramientas, las tensiones internas juegan un papel importante, ya que influyen en el comportamiento de desgaste. Las mediciones realizadas muestran que las tensiones internas en herramientas de fresado convencionales y rectificadas están en un nivel comparable. Las herramientas de fresado rectificadas convencionalmente presentan tensiones internas de -665 MPa y las rectificadas de -607 MPa.
Investigaciones de uso de herramientas de fresado convencionales y rectificadas
Para analizar la capacidad de rendimiento de las herramientas de fresado fabricadas mediante el proceso de rectificado continuo, se realizaron investigaciones experimentales de mecanizado. En el fresado de contorno de 42CrMo4 en el centro de mecanizado H5000 de la empresa Heller, se comparó el desgaste de herramientas de corte fabricadas mediante rectificado con el comportamiento de desgaste de herramientas de corte fabricadas convencionalmente. La macrogeometría de las herramientas rectificadas convencionalmente corresponde a la geometría de las herramientas rectificadas. Las herramientas utilizadas (fresas de vástago de 6 filos) también se fabricaron de un lote EMT 210 de Extramet AG. La configuración de las investigaciones de fresado y los parámetros del proceso se muestran en la figura 2. Se utilizaron tanto herramientas afiladas como preparadas. En las herramientas preparadas, la preparación del borde de corte (S∝ = Sγ = 15 µm) fue realizada por la empresa FRANKEN GmbH & Co. KG. Posteriormente, las herramientas fueron recubiertas. El recubrimiento es un recubrimiento de TiAlN de la empresa Oerlikon Balzers Coating Germany GmbH. Para asegurar estadísticamente, se utilizaron tres herramientas de fresado para cada serie de pruebas.
Como criterio de vida útil para las herramientas afiladas, se definió una duración de uso de 40 minutos. Al alcanzar el criterio de vida útil, todas las herramientas afiladas presentan un ancho de marcas de desgaste (VB) de aproximadamente 90 µm. Las herramientas rectificadas (rojo) muestran en las mediciones iniciales después de dos minutos de uso un nivel de desgaste más alto que las herramientas rectificadas convencionalmente (verde). Esto se debe a la mayor rugosidad de los filos rectificados. Sin embargo, con el uso continuo de las herramientas, no se observa una diferencia significativa, de modo que después de 40 minutos se produce un desgaste comparable. Para las herramientas preparadas, el criterio de vida útil se aumentó a 80 minutos. Aquí se observa una imagen cualitativamente comparable al estado afilado. Después de 80 minutos, ambos tipos de herramientas presentan un ancho de marcas de desgaste de 60 µm, y el ancho de marcas de desgaste de las herramientas de fresado rectificadas (amarillo) es constantemente aproximadamente 5 µm más alto que el de las herramientas rectificadas convencionalmente (azul) debido al desgaste inicial. Además, se observa que la preparación del borde de corte, que es habitual en la práctica, compensa completamente la ligera mayor rugosidad. La secuencia de procesos de rectificado y preparación conduce, por lo tanto, a una calidad de herramienta comparable a la de las herramientas fabricadas convencionalmente.
Las investigaciones demuestran que el rectificado continuo es adecuado para la fabricación de herramientas de corte. En comparación con las herramientas fabricadas convencionalmente, las fresas rectificadas muestran un comportamiento de uso comparable. Aunque en estado afilado se produce un ligero aumento del desgaste inicial, este se compensa completamente con la preparación del borde de corte habitual en la práctica. En condiciones de uso industriales, no se producen diferencias significativas en la vida útil y la capacidad de rendimiento. En general, el rectificado continuo representa una alternativa eficiente a la fabricación convencional de herramientas. Al mecanizar simultáneamente todas las superficies funcionales laterales, se puede reducir significativamente el número de discos de rectificado necesarios sin afectar el comportamiento de uso de las herramientas rectificadas.
Autores: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Contacto:


