


In addition to expanding the methodology for manufacturing tools with unequal division and individual cutting edges, the researchers at the Institute for Manufacturing Technology and Machine Tools particularly focused on increasing cost-effectiveness and analyzing usage behavior.
Continuous gear grinding has established itself as one of the key processes for machining gears with small to medium modules due to its high productivity and cost-effectiveness. At IFW, this manufacturing process has been transferred to the production of cutting tools to leverage the process-specific advantages in terms of efficiency for this application as well. A particular focus is placed on unevenly divided cutters, which are specifically used in industrial practice to reduce process vibrations and significantly increase process stability. In individual cases, the stability limits can thus be considerably increased compared to evenly divided tools. As part of a recently completed research project by the German Research Foundation (DFG), the process has been specifically expanded to enable the production of cutting tools with uneven division and individually adjustable cutting edges. To transfer the process to the production of carbide tools, various bonding types as well as profiling and process strategies have also been investigated. It has been shown that the productivity of the process is positively influenced by both cutting speed and an increase in continuous shift speed.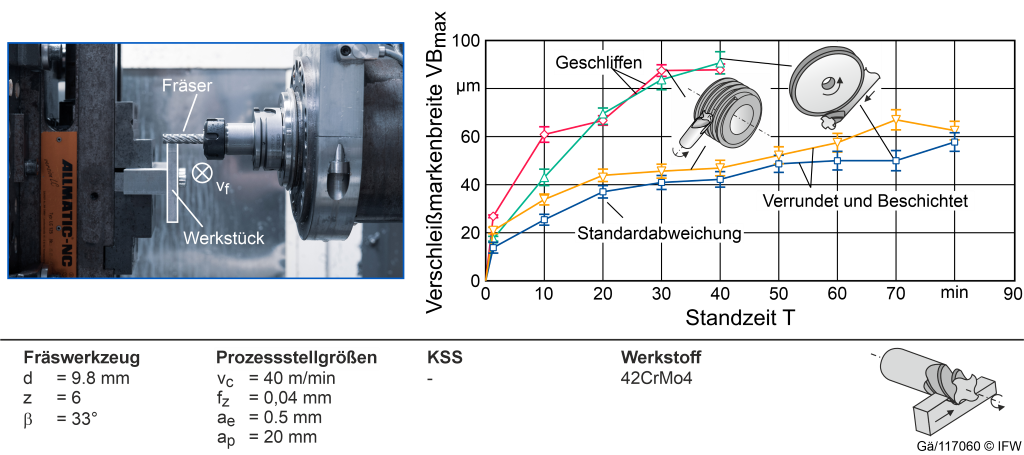
In continuous shifting, the grinding worm is moved along the tool axis, allowing a larger area of the grinding worm to be engaged and distributing wear across the width of the grinding worm. To make the continuous generating grinding process industrially applicable, a solid understanding of the performance behavior of generated grinding tools is essential. However, until now, there has been only limited knowledge on this, particularly a systematic comparison with conventionally ground tools has been lacking. The following section presents the experimental investigations and the direct comparison between conventionally and generated ground milling tools.
Comparison of conventional and ground milling tools
Before the application studies, the cutting edges of conventionally and gear-ground tools were analyzed to quantify the influences of the different grinding processes. In the sharp grinding state, the tools produced by continuous gear grinding exhibit a slightly lower cutting edge quality. While conventionally ground tools achieve a symmetrical cutting edge with a cutting edge radius of S‾= 4.5 µm, the radius for the gear-ground tools is 5.5 µm. In terms of cutting edge roughness, gear grinding also shows slightly higher values, with Ra = 0.5 µm for conventionally ground tools and Ra = 0.65 µm for gear-ground tools. However, these process-related differences at the cutting edge can be compensated for by subsequent industrial-type rounding and coating. After rounding and coating, the cutting edge radius for all tools is 15 µm. Furthermore, the grinding processes have no influence on the edge zone of the milling tools. Residual stresses play an important role in the performance and particularly the tool life, as they affect wear behavior. The measurements conducted show that the residual stresses in conventionally and gear-ground milling tools are at a comparable level. The conventionally ground milling tools exhibit residual stresses of -665 MPa, while the gear-ground tools show -607 MPa.
Application studies of conventional and ground gear milling tools
For the analysis of the performance of milling tools produced by the continuous gear grinding process, experimental cutting investigations were conducted. During peripheral milling of 42CrMo4 on the H5000 machining center from Heller, the tool wear of gear-ground cutting tools was compared with the wear behavior of conventionally manufactured cutting tools. The macrogeometry of the conventionally ground tools corresponds to the geometry of the gear-ground tools. The tools used (6-flute end mills) were also manufactured from a batch of EMT 210 from Extramet AG. The setup of the milling investigations and the process parameters are shown in Figure 2. Both sharp grinding and prepared tools were used. In the case of the prepared tools, the cutting edge preparation was carried out.∝ = Sγ = 15 μm) by the company FRANKEN GmbH & Co. KG. Subsequently, the tools were coated. The coating is a TiAlN coating from Oerlikon Balzers Coating Germany GmbH. For statistical validation, three milling tools were used for each test series.
A service life criterion of 40 minutes was defined for the grinding-sharp tools. After reaching the service life criterion, all grinding-sharp milling tools exhibit a wear mark width (VB) of approximately 90 µm. The roll-ground tools (red) show a higher wear level in the initial measurements after two minutes of use compared to the conventionally ground tools (green). This is attributed to the higher chipping of the roll-ground edges. However, with further use of the tools, no significant difference is observed, resulting in comparable wear after 40 minutes. For the prepared tools, the service life criterion was increased to 80 minutes. Here, a qualitatively comparable picture to the grinding-sharp condition is evident. After 80 minutes, both tool types exhibit a wear mark width of 60 µm, and the wear mark width of the roll-ground milling tools (yellow) is consistently about 5 µm higher than that of the conventionally ground tools (blue) due to the initial wear. Furthermore, it is shown that the slightly higher chipping caused by the commonly used cutting edge preparation is completely balanced out. The process sequence of roll grinding and preparation thus leads to a tool quality that corresponds to conventionally manufactured tools.
The investigations demonstrate that continuous gear grinding is suitable for the production of cutting tools. Compared to conventionally manufactured tools, the ground end mills show comparable performance behavior. Although there is a slightly increased initial wear in the sharpened state, this is completely compensated for by the edge preparation commonly used in practice. Therefore, under industrial operating conditions, there are no significant differences in service life and performance. Overall, continuous gear grinding represents an efficient alternative to conventional tool manufacturing. By simultaneously processing all circumferential functional surfaces, the number of grinding wheels required can be significantly reduced without affecting the performance behavior of the ground tools.
Authors: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Contact:


