


En plus de l'élargissement de la méthodologie pour la fabrication d'outils à division inégale et de coupe individuelle, les chercheurs de l'Institut de technologie de fabrication et de machines-outils se sont concentrés sur l'augmentation de la rentabilité ainsi que sur l'analyse du comportement d'utilisation.
Le meulage continu s'est établi comme l'une des méthodes déterminantes pour le traitement des engrenages avec un module petit à moyen en raison de sa haute productivité et de sa rentabilité. Au IFW, ce procédé de fabrication a été transféré à la production d'outils de coupe afin de rendre les avantages typiques du procédé en termes d'efficacité utilisables également pour ce cas d'application. Un accent particulier est mis sur les fraises à division inégale, qui sont utilisées dans la pratique industrielle pour réduire les vibrations de processus et augmenter considérablement la stabilité du processus. Dans certains cas, les limites de stabilité peuvent ainsi être considérablement augmentées par rapport aux outils à division égale. Dans le cadre d'un projet de recherche récemment achevé par la Deutsche Forschungsgemeinschaft (DFG), le procédé a donc été spécifiquement élargi pour permettre la fabrication d'outils de coupe à la fois avec division inégale et avec une coupe réglable individuellement. Pour transférer le procédé à la fabrication d'outils en carbure, divers types de liaison ainsi que des stratégies de profilage et de processus ont également été examinés. Il a été démontré que la productivité du procédé est influencée positivement à la fois par la vitesse de coupe et par une augmentation de la vitesse de décalage continu.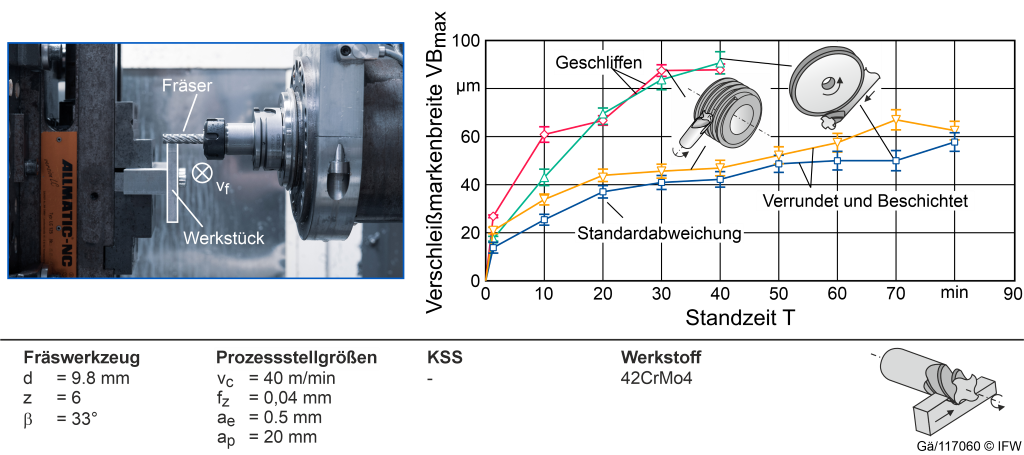
Lors du décalage continu, la vis de meulage est déplacée le long de l'axe de l'outil, ce qui permet à une plus grande zone de la vis de meulage d'être en contact et l'usure est répartie le long de la largeur de la vis de meulage. Pour rendre le processus de meulage continu utilisable industriellement, une compréhension approfondie du comportement d'utilisation des outils meulés est indispensable. Jusqu'à présent, cependant, seules des connaissances limitées étaient disponibles à ce sujet, en particulier un manque de comparaison systématique avec des outils meulés de manière conventionnelle. La section suivante présente donc les études expérimentales et la comparaison directe entre les outils de fraisage conventionnels et meulés.
Comparaison des outils de fraisage conventionnels et meulés
Avant les études d'utilisation, les arêtes de coupe des outils conventionnels et meulés ont été analysées pour quantifier les influences des différents procédés de meulage. Dans l'état de meulage, les outils fabriqués par meulage continu présentent une qualité d'arête de coupe légèrement inférieure. Alors que les outils meulés de manière conventionnelle atteignent une arête de coupe symétrique avec un rayon d'arête de S̄ = 4,5 µm, celui des outils meulés est de 5,5 µm. En ce qui concerne la rugosité de l'arête de coupe, le meulage continu montre des valeurs légèrement plus élevées, celles-ci étant de Ra = 0,5 µm pour les outils conventionnels et de Ra = 0,65 µm pour les outils meulés. Ces différences de processus à l'arête de coupe peuvent cependant être compensées par un arrondi et un revêtement typiques de l'industrie ultérieurs. Le rayon d'arête de coupe après l'arrondi et le revêtement est de 15 µm pour tous les outils. Les procédés de meulage n'ont par ailleurs aucun impact sur la zone de bord des outils de fraisage. Pour la performance et en particulier la durée de vie des outils, les contraintes internes jouent un rôle important, car elles influencent le comportement d'usure. Les mesures effectuées montrent que les contraintes internes des outils de fraisage conventionnels et meulés sont à un niveau comparable. Les outils de fraisage conventionnels présentent des contraintes internes de -665 MPa et les outils meulés de -607 MPa.
Études d'utilisation des outils de fraisage conventionnels et meulés
Pour analyser la performance des outils de fraisage fabriqués par le processus de meulage continu, des études expérimentales de coupe ont été réalisées. Lors du fraisage de contour de 42CrMo4 sur le centre d'usinage H5000 de la société Heller, l'usure des outils de coupe fabriqués par meulage a été comparée au comportement d'usure des outils de coupe fabriqués de manière conventionnelle. La macro-géométrie des outils meulés de manière conventionnelle correspond à la géométrie des outils meulés. Les outils utilisés (fraises à 6 dents) ont également été fabriqués à partir d'un lot EMT 210 de l'Extramet AG. La configuration des études de fraisage ainsi que les paramètres de réglage des processus sont illustrés dans la figure 2. Des outils à meulage aiguisé ainsi que des outils préparés ont été utilisés. Pour les outils préparés, la préparation des arêtes de coupe (S∝ = Sγ = 15 µm) a été réalisée par la société FRANKEN GmbH & Co. KG. Les outils ont ensuite été revêtus. Le revêtement est un revêtement TiAlN de la société Oerlikon Balzers Coating Germany GmbH. Pour assurer la validité statistique, trois outils de fraisage ont été utilisés pour chaque série d'essai.
Comme critère de durée de vie pour les outils à meulage aiguisé, une durée d'utilisation de 40 minutes a été définie. Après avoir atteint le critère de durée de vie, tous les outils de fraisage à meulage aiguisé présentent une largeur de marque d'usure (VB) d'environ 90 µm. Les outils meulés (rouge) montrent lors des mesures initiales après deux minutes d'utilisation un niveau d'usure plus élevé que les outils meulés de manière conventionnelle (vert). Cela est dû à la rugosité plus élevée des arêtes de coupe meulées. Cependant, lors de l'utilisation ultérieure des outils, aucune différence significative ne se manifeste, de sorte qu'après 40 minutes, une usure comparable en résulte. Pour les outils préparés, le critère de durée de vie a été porté à 80 minutes. Ici, une image qualitativement comparable à l'état de meulage aiguisé se manifeste. Après 80 minutes, les deux types d'outils présentent une largeur de marque d'usure de 60 µm et la largeur de marque d'usure des outils de fraisage meulés (jaune) est constamment d'environ 5 µm plus élevée en raison de l'usure initiale par rapport aux outils meulés de manière conventionnelle (bleu). De plus, il apparaît que la préparation des arêtes de coupe, couramment pratiquée, compense complètement la rugosité légèrement plus élevée. La séquence de processus de meulage et de préparation conduit ainsi à une qualité d'outil équivalente à celle des outils fabriqués de manière conventionnelle.
Les études montrent que le meulage continu est adapté à la fabrication d'outils de coupe. Comparés aux outils fabriqués de manière conventionnelle, les fraises meulées présentent un comportement d'utilisation comparable. Bien qu'une légère usure initiale accrue se produise dans l'état de meulage, celle-ci est complètement compensée par la préparation des arêtes de coupe couramment pratiquée. Dans des conditions d'utilisation industrielles, il n'en résulte donc aucune différence significative en termes de durée de vie et de performance. Dans l'ensemble, le meulage continu représente une alternative efficace à la fabrication d'outils conventionnels. Grâce au traitement simultané de toutes les surfaces fonctionnelles latérales, le nombre de meules nécessaires peut être considérablement réduit sans affecter le comportement d'utilisation des outils meulés.
Auteurs : Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Contact :


