


Poleg razširitve metodologije za proizvodnjo orodij z neenakomernim deljenjem in individualnimi rezili so bili za raziskovalce Inštituta za proizvodno tehnologijo in orodjarstvo še posebej pomembni povečanje ekonomičnosti ter analiza obnašanja pri uporabi.
Neprekinjeno valjčno brušenje se je zaradi svoje visoke produktivnosti in ekonomičnosti uveljavilo kot ena od ključnih metod za obdelavo zobnikov z majhnim do srednjim modulom. Na IFW je bila ta proizvodna metoda prenesena na izdelavo rezalnih orodij, da bi se značilne prednosti postopka glede učinkovitosti lahko izkoristile tudi za to aplikacijo. Posebna pozornost je namenjena neenakomerno razdeljenim rezalnikom, ki se v industrijski praksi namenoma uporabljajo za zmanjšanje procesnih vibracij in znatno povečanje stabilnosti procesa. V posameznih primerih je mogoče tako znatno povečati stabilnost v primerjavi z enakomerno razdeljenimi orodji. V okviru nedavno zaključenega raziskovalnega projekta Nemške raziskovalne skupnosti (DFG) je bil postopek zato ciljano razširjen, da je mogoče rezalna orodja izdelovati tako z neenakomerno delitvijo kot tudi z individualno nastavljanjem rezila. Da bi postopek prenesli na izdelavo orodij iz trdnih zlitin, so bile dodatno raziskane različne vrste veziv ter profilne in procesne strategije. Pri tem se je izkazalo, da produktivnost postopka pozitivno vplivata tako hitrost rezanja kot tudi povečanje neprekinjene hitrosti premika.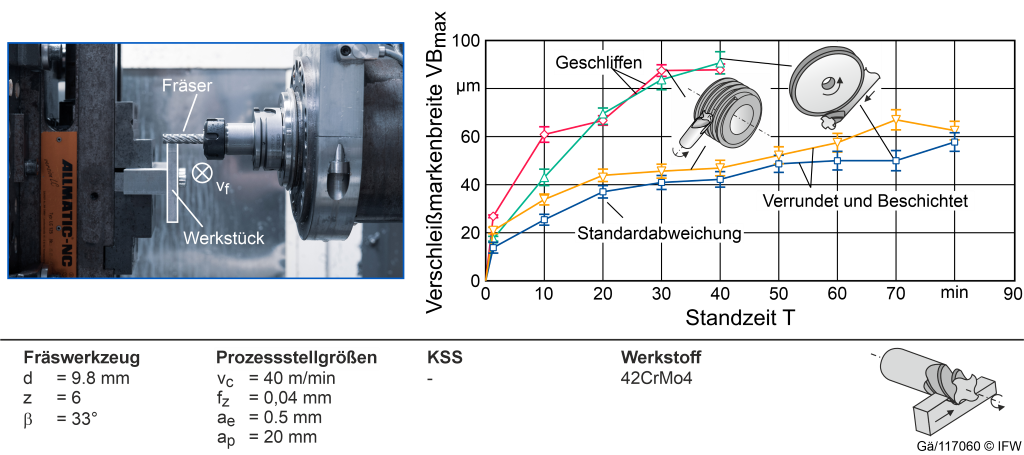
Pri kontinuiranem premikanju se brusna vijaka premika vzdolž osi orodja, kar omogoča, da je večji del brusne vijake v stiku, in obraba se porazdeli po širini brusne vijake. Da bi kontinuiran proces valjčnega brušenja postal industrijsko uporaben, je nujno temeljito razumevanje obnašanja valjčno brušenih orodij. Do sedaj so bile na voljo le omejene spoznanja, zlasti pa je manjkala sistematična primerjava s konvencionalno brušenimi orodji. V naslednjem odseku so zato predstavljene eksperimentalne raziskave in neposredna primerjava med konvencionalnimi in valjčno brušenimi rezkalnimi orodji.
Primerjava konvencionalnih in valjanih rezalnih orodij za frezanje
Pred raziskavami uporabe so bile analizirane rezalne robove konvencionalnih in valjanih orodij, da bi kvantificirali vplive različnih procesov brušenja. V stanju ostrih rezil imajo orodja, izdelana s kontinuiranim valjanjem, nekoliko nižjo kakovost rezalnega roba. Medtem ko konvencionalno brušena orodja dosegajo simetričen rezalni rob z radijem rezalnega roba S‾= 4,5 µm, je ta pri valjanih orodjih 5,5 µm. Tudi glede hrapavosti rezalnega roba kaže valjanje procesno pogojene nekoliko višje vrednosti, pri konvencionalno brušenih je Ra = 0,5 µm, pri valjanih pa Ra = 0,65 µm. Te procesno pogojene razlike na rezalnem robu pa je mogoče izravnati z nadaljnjim industrijskim zaobljenjem in prevleko. Radij rezalnega roba po zaobljenju in prevleki pri vseh orodjih znaša 15 µm. Brušenje prav tako nima vpliva na robno območje frezarskih orodij. Za zmogljivost in zlasti življenjsko dobo orodij igrajo lastne napetosti pomembno vlogo, saj vplivajo na obrabno vedenje. Izvedena merjenja kažejo, da so lastne napetosti pri konvencionalnih in valjanih frezarskih orodjih na primerljivi ravni. Konvencionalno brušena frezarska orodja imajo lastne napetosti -665 MPa, medtem ko valjana orodja -607 MPa.
Raziskave uporabe konvencionalnih in valjanih rezalnih orodij za frezanje
Za analizo zmogljivosti rezalnih orodij, proizvedenih s kontinuirnim valjnim brušenjem, so bile izvedene eksperimentalne raziskave obdelave. Pri obdelavi 42CrMo4 s perifernim frezanjem na obdelovalnem centru H5000 podjetja Heller je bil obrabni proces valjno brušenih rezalnih orodij primerjan z obrabnim vedenjem konvencionalno proizvedenih rezalnih orodij. Makrogeometrija konvencionalno brušenih orodij ustreza geometriji valjno brušenih orodij. Uporabljena orodja (6-rezna rezkalna orodja) so bila prav tako izdelana iz serije EMT 210 podjetja Extramet AG. Postavitev frezarskih raziskav ter procesne nastavitvene vrednosti so prikazane na sliki 2. Uporabljena so bila tako ostrena kot tudi pripravljena orodja. Pri pripravljenih orodjih je bila izvedena priprava rezalnih robov (S∝ = Sγ = 15 μm) preko podjetja FRANKEN GmbH & Co. KG. Nato so bili orodja prevlečena. Prevleka je TiAlN-prevleka podjetja Oerlikon Balzers Coating Germany GmbH. Za statistično zavarovanje so bila za vsako serijo poskusov uporabljena tri rezkalna orodja.
Kot kriterij za življenjsko dobo rezalnih orodij z brusnimi robovi je bila določena delovna doba 40 minut. Po dosegi kriterija življenjske dobe imajo vsa rezalna orodja z brusnimi robovi širino obrabne oznake (VB) približno 90 µm. Orodja, obdelana z valjnim brušenjem (rdeča), pri začetnih meritvah po dveh minutah delovanja kažejo višjo stopnjo obrabe kot konvencionalno brušena orodja (zelena). To je posledica višje hrapavosti valjno brušenih rezil. Pri nadaljnji uporabi orodij pa se ne pokaže pomembna razlika, tako da po 40 minutah nastane primerna obraba. Za pripravljena orodja je bilo kriterij življenjske dobe povečano na 80 minut. Tukaj se pokaže kvalitativno primerljiv rezultat z brusnim stanjem. Po 80 minutah imata oba tipa orodij širino obrabne oznake 60 µm, širina obrabne oznake valjno brušenih fräswerkzeugov (rumena) pa je zaradi začetne obrabe konstantno približno 5 µm višja kot pri konvencionalno brušenih orodjih (modra). Poleg tega se pokaže, da se z običajno pripravo rezalnih robov v praksi rahlo višja hrapavost popolnoma izravna. Procesni zaporedje valjnega brušenja in priprave tako vodi do kakovosti orodja, ki ustreza konvencionalno izdelanim orodjem.
Raziskave dokazujejo, da je kontinuirano valjno brušenje primerno za proizvodnjo orodij za obdelavo. V primerjavi s konvencionalno izdelanimi orodji kažejo valjno brušeni rezkarji primerljivo obnašanje pri uporabi. Čeprav v stanju ostrega brušenja pride do rahlo povečane začetne obrabe, pa se ta v praksi običajno izenači z obdelavo robov rezanja. Pod industrijskimi pogoji uporabe tako ne pride do pomembnih razlik v življenjski dobi in zmogljivosti. Skupaj kontinuirano valjno brušenje predstavlja učinkovito alternativo konvencionalni proizvodnji orodij. Z istočasno obdelavo vseh funkcionalnih površin oboda se lahko število potrebnih brusnih koles znatno zmanjša, ne da bi to vplivalo na obnašanje brušenih orodij.
Avtorji: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Kontakt:


