


Pe lângă extinderea metodologiei pentru fabricarea uneltelor cu divizare inegală și tăișuri individuale, cercetătorii de la Institutul de Tehnologia Fabricării și Mașini Unelte s-au concentrat în special pe creșterea rentabilității, precum și pe analiza comportamentului în utilizare.
Șlefuirea continuă prin rulare s-a stabilit ca unul dintre procesele esențiale pentru prelucrarea roților dințate cu modul mic până la mediu, datorită productivității sale ridicate și a eficienței economice. La IFW, acest proces de fabricație a fost transferat pentru producția de unelte de așchiere, pentru a valorifica avantajele specifice ale procesului în ceea ce privește eficiența și în acest caz de aplicare. Un accent deosebit este pus pe frezele cu împărțire inegală, care sunt utilizate în practica industrială pentru a reduce vibrațiile procesului și a crește semnificativ stabilitatea procesului. În anumite cazuri, limitele de stabilitate pot fi astfel crescute considerabil în comparație cu uneltele cu împărțire egală. În cadrul unui proiect de cercetare recent încheiat al Comunității Germane de Cercetare (DFG), procesul a fost extins în mod specific astfel încât uneltele de așchiere să poată fi fabricate atât cu împărțire inegală, cât și cu tăiș ajustabil individual. Pentru a transfera procesul la fabricarea uneltelor din carburi metalice, au fost investigate diverse tipuri de legături, precum și strategii de profilare și proces. S-a demonstrat că productivitatea procesului este influențată pozitiv atât de viteza de tăiere, cât și de creșterea vitezei continue de deplasare.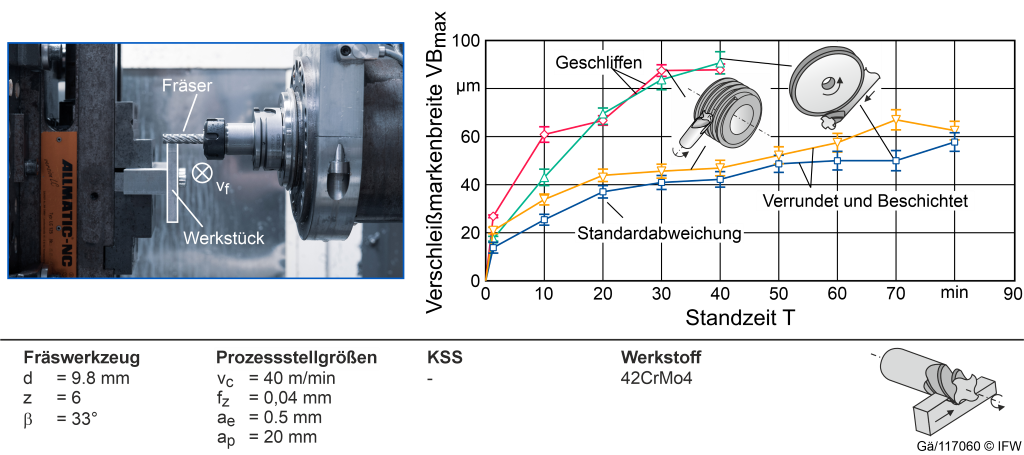
În cazul deplasării continue, șurubul de șlefuit este mutat pe axa uneltei, ceea ce permite ca o zonă mai mare a șurubului de șlefuit să fie în contact, iar uzura să fie distribuită pe lățimea șurubului de șlefuit. Pentru a face procesul de șlefuire prin rulare utilizabil din punct de vedere industrial, este esențială o înțelegere temeinică a comportamentului uneltelor șlefuite prin rulare. Până acum, însă, au existat doar cunoștințe limitate în acest sens, în special a lipsit o comparație sistematică cu uneltele șlefuite convențional. În secțiunea următoare, vor fi prezentate, prin urmare, cercetările experimentale și comparația directă între uneltele de frezare șlefuite convențional și cele șlefuite prin rulare.
Compararea uneltelor de frezare convenționale și a celor rectificate prin șlefuire cu role.
Înainte de cercetările privind utilizarea, au fost analizate marginile de tăiere ale uneltelor șlefuite convențional și prin șlefuire prin rulare, pentru a cuantifica influențele diferitelor procese de șlefuire. În starea de tăiere, uneltele fabricate prin șlefuire continuă prin rulare prezintă o calitate a marginii de tăiere ușor mai scăzută. În timp ce uneltele șlefuite convențional ating o margine de tăiere simetrică cu un rază a marginii de tăiere de S‾= 4,5 µm, aceasta este de 5,5 µm pentru uneltele șlefuite prin rulare. De asemenea, în ceea ce privește rugozitatea marginii de tăiere, șlefuirea prin rulare prezintă valori ușor mai mari, acestea fiind de Ra = 0,5 µm pentru uneltele șlefuite convențional și de Ra = 0,65 µm pentru cele șlefuite prin rulare. Aceste diferențe procesuale la marginea de tăiere pot fi compensate printr-o rotunjire și un strat de acoperire tipice industriei ulterioare. Raza marginii de tăiere după rotunjire și acoperire este de 15 µm pentru toate uneltele. Procesele de șlefuire nu au, de asemenea, niciun impact asupra zonei marginale a uneltelor de frezare. Pentru performanța și în special durata de viață a uneltelor, tensiunile interne joacă un rol important, deoarece acestea influențează comportamentul de uzură. Măsurătorile efectuate arată că tensiunile interne la uneltele de frezare șlefuite convențional și prin rulare se află la un nivel comparabil. Uneltele de frezare șlefuite convențional prezintă tensiuni interne de -665 MPa, iar cele șlefuite prin rulare de -607 MPa.
Studii de utilizare a uneltelor de frezare convenționale și șlefuite prin rulare
Pentru analiza performanței uneltelor de frezare fabricate prin procesul continuu de rectificare prin rulare, au fost efectuate studii experimentale de așchiere. În timpul frezării circumferențiale a 42CrMo4 pe centrul de prelucrare H5000 al companiei Heller, uzura uneltelor de așchiere fabricate prin rectificare prin rulare a fost comparată cu comportamentul de uzură al uneltelor de așchiere fabricate convențional. Macrogeometria uneltelor rectificate convențional corespunde geometriei uneltelor rectificate prin rulare. Uneltele utilizate (freză cu 6 tăișuri) au fost fabricate dintr-un lot EMT 210 de la Extramet AG. Structura studiilor de frezare, precum și parametrii de setare a procesului sunt prezentate în Figura 2. Au fost utilizate atât unelte ascuțite, cât și unelte preparate. În cazul uneltelor preparate, a avut loc pregătirea muchiilor de tăiere.∝ = Sγ = 15 μm) prin firma FRANKEN GmbH & Co. KG. Ulterior, uneltele au fost acoperite. Acoperirea este o acoperire TiAlN de la Oerlikon Balzers Coating Germany GmbH. Pentru asigurarea statistică, au fost utilizate trei unelte de frezare pentru fiecare serie de experimente.
Ca criteriu de durabilitate pentru uneltele cu margini ascuțite, a fost definit un timp de utilizare de 40 de minute. După atingerea criteriului de durabilitate, toate uneltele de frezare cu margini ascuțite prezintă o lățime a semnelor de uzură (VB) de aproximativ 90 µm. Uneltele rectificate prin rulare (roșu) arată, în măsurătorile inițiale după două minute de utilizare, un nivel de uzură mai ridicat decât cele rectificate convențional (verde). Acest lucru se datorează rugozității mai mari a muchiilor rectificate prin rulare. Cu toate acestea, în urma utilizării continue a uneltelor, nu se observă o diferență semnificativă, astfel încât, după 40 de minute, rezultatul uzurii este comparabil. Pentru uneltele pregătite, criteriul de durabilitate a fost crescut la 80 de minute. Aici se observă o imagine calitativ comparabilă cu starea ascuțită. După 80 de minute, ambele tipuri de unelte prezintă o lățime a semnelor de uzură de 60 µm, iar lățimea semnelor de uzură a uneltelor de frezare rectificate prin rulare (galben) este constant cu aproximativ 5 µm mai mare decât la uneltele rectificate convențional (albastru) din cauza uzurii inițiale. În plus, se arată că prin pregătirea muchiilor, obișnuită în practică, rugozitatea ușor mai mare este complet compensată. Secvența procesului din rectificarea prin rulare și pregătire duce astfel la o calitate a uneltelor care corespunde uneltelor fabricate convențional.
Cercetările demonstrează că șlefuirea continuă prin rulare este potrivită pentru fabricarea uneltelor de prelucrare. Comparativ cu uneltele fabricate convențional, frezele șlefuite prin rulare prezintă un comportament de utilizare comparabil. Deși în starea de tăiere se observă o ușoară creștere a uzurii inițiale, aceasta este complet compensată de pregătirea muchiilor de tăiere, care este obișnuită în practică. În condiții industriale de utilizare, nu apar astfel diferențe semnificative în ceea ce privește durata de viață și performanța. În ansamblu, șlefuirea continuă prin rulare reprezintă o alternativă eficientă la fabricarea convențională a uneltelor. Prin prelucrarea simultană a tuturor suprafețelor funcționale laterale, numărul de discuri de șlefuit necesare poate fi redus semnificativ fără a afecta comportamentul de utilizare al uneltelor șlefuite.
Autori: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Contact:


