


Osim proširenja metodologije za proizvodnju alata s nejednakim podjelama i individualnim rezovima, istraživači Instituta za proizvodnu tehnologiju i alatne strojeve posebno su se fokusirali na povećanje isplativosti te analizu ponašanja pri korištenju.
Kontinuirano valjkasto brušenje se, zahvaljujući svojoj visokoj produktivnosti i ekonomičnosti, etabliralo kao jedan od ključnih postupaka za obradu zupčanika s malim do srednjim modulom. Na IFW-u je ovaj proizvodni postupak prenesen na proizvodnju alata za rezanje kako bi se specifične prednosti postupka u pogledu učinkovitosti mogle iskoristiti i za ovu primjenu. Posebna pažnja posvećena je nerazmjernim rezačima, koji se u industrijskoj praksi ciljano koriste za smanjenje procesnih vibracija i značajno povećanje stabilnosti procesa. U pojedinim slučajevima, tako se granice stabilnosti mogu značajno povećati u odnosu na ravnomjerno podijeljene alate. U okviru nedavno završenog istraživačkog projekta Njemačke istraživačke zajednice (DFG), postupak je stoga ciljano proširen tako da se alati za rezanje mogu proizvoditi s jedne strane s nerazmjernim podjelama, a s druge strane s individualno podešavanom oštricom. Kako bi se postupak prenio na proizvodnju alata od tvrdog metala, istraženi su različiti tipovi veziva, kao i strategije profiliranja i procesa. Ovdje se pokazalo da produktivnost postupka pozitivno utječe i brzina rezanja i povećanje kontinuirane brzine pomaka.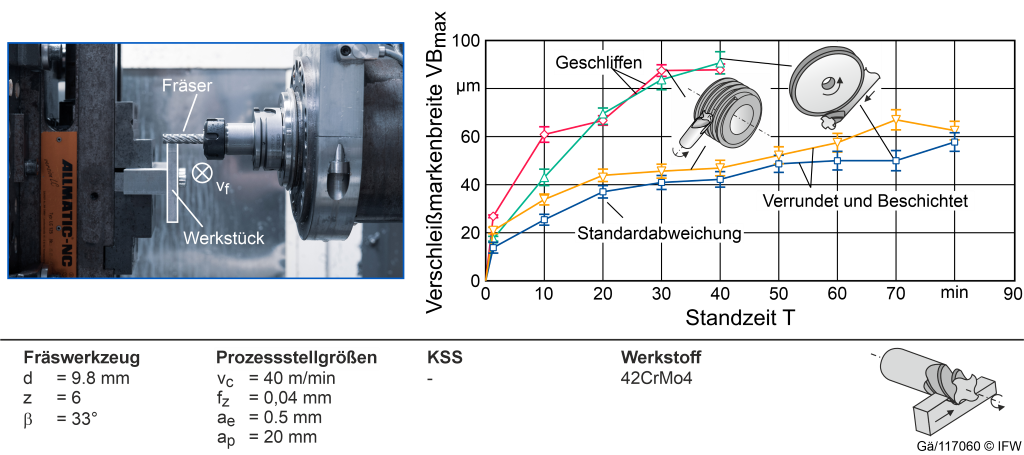
Kod kontinuiranog pomicanja, brusna vijak se pomiče duž osi alata, čime je veći dio brusnog vijka u kontaktu, a trošenje se raspoređuje duž širine brusnog vijka. Kako bi se kontinuirani proces valjkastog brušenja industrijski iskoristio, potrebno je dobro razumijevanje ponašanja valjkastih alata. Međutim, do sada su postojale samo ograničene spoznaje o tome, a posebno je nedostajala sustavna usporedba s konvencionalno brušenim alatima. U sljedećem odjeljku stoga će biti predstavljena eksperimentalna istraživanja i izravna usporedba između konvencionalno i valjkastog brušenih alata za frezanje.
Usporedba konvencionalnih i valjkastih brušenih alata za frezanje
Prije ispitivanja primjene, analizirani su rezni rubovi konvencionalnih i valjkastih alata kako bi se kvantificirali utjecaji različitih procesa brušenja. U stanju oštrenja, alati proizvedeni kontinuiranim valjkastim brušenjem imaju nešto nižu kvalitetu reznih rubova. Dok konvencionalno brušeni alati postižu simetrični rezni rub s radijusom rezne ivice od S‾= 4,5 µm, kod valjkastih alata taj radijus iznosi 5,5 µm. Također, u pogledu hrapavosti rezne ivice, valjasto brušenje pokazuje nešto više vrijednosti, pri čemu su kod konvencionalno brušenih Ra = 0,5 µm, a kod valjkastih Ra = 0,65 µm. Ove procesne razlike na reznoj ivici mogu se, međutim, izjednačiti naknadnim industrijskim zaobljavanjem i premazivanjem. Radijus rezne ivice nakon zaobljavanja i premazivanja kod svih alata iznosi 15 µm. Brušni postupci također nemaju utjecaj na rubnu zonu alata za frezanje. Za performanse i posebno vijek trajanja alata, vlastite napetosti igraju važnu ulogu, jer utječu na ponašanje trošenja. Provedena mjerenja pokazuju da su vlastite napetosti kod konvencionalnih i valjkastih alata za frezanje na usporedivoj razini. Konvencionalno brušeni alati imaju vlastite napetosti od -665 MPa, dok valjasti alati imaju -607 MPa.
Istraživanja primjene konvencionalnih i valjkastih fräser alata
Za analizu performansi frizerskih alata proizvedenih kontinuiranim procesom valjanja, provedena su eksperimentalna ispitivanja obrade. Tijekom obrade 42CrMo4 na obradnom centru H5000 tvrtke Heller, uspoređen je trošenje alata od valjano brušenih alata s ponašanjem trošenja konvencionalno proizvedenih alata. Makrogeometrija konvencionalno brušenih alata odgovara geometriji alata od valjano brušenih alata. Korišteni alati (6-rezna glava) također su proizvedeni iz serije EMT 210 tvrtke Extramet AG. Struktura ispitivanja frezanja i procesni parametri prikazani su na slici 2. Korišteni su i oštri i pripremljeni alati. Kod pripremljenih alata izvršena je priprema reznih rubova.∝ = Sγ = 15 μm) od tvrtke FRANKEN GmbH & Co. KG. Nakon toga, alati su obloženi. Obloženje je TiAlN obloženje tvrtke Oerlikon Balzers Coating Germany GmbH. Za statističku potporu korištena su tri frezarska alata za svaku seriju ispitivanja.
Kao kriterij trajnosti za alate s oštrim rezovima definirano je vrijeme korištenja od 40 minuta. Nakon postizanja kriterija trajnosti, svi alati za frezanje s oštrim rezovima imaju širinu oznake trošenja (VB) od oko 90 µm. Alati koji su valjano brušeni (crveni) pokazuju prilikom inicijalnih mjerenja nakon dvije minute korištenja višu razinu trošenja od konvencionalno brušenih (zeleni). To je rezultat veće hrapavosti valjano brušenih reznih rubova. Međutim, tijekom daljnjeg korištenja alata ne pokazuje se značajna razlika, tako da nakon 40 minuta dolazi do usporedivog trošenja. Za pripremljene alate kriterij trajnosti povećan je na 80 minuta. Ovdje se pokazuje kvalitativno usporediva slika s oštrim stanjem. Nakon 80 minuta oba tipa alata imaju širinu oznake trošenja od 60 µm, a širina oznake trošenja valjano brušenih frezarskih alata (žuti) je zbog inicijalnog trošenja konstantno oko 5 µm viša nego kod konvencionalno brušenih alata (plavi). Osim toga, pokazuje se da se zbog u praksi uobičajene pripreme reznih rubova neznatno veća hrapavost potpuno kompenzira. Procesni slijed valjanog brušenja i pripreme dovodi do kvalitete alata koja odgovara konvencionalno proizvedenim alatima.
Istraživanja pokazuju da je kontinuirano valjkasto brušenje prikladno za proizvodnju alata za rezanje. U usporedbi s konvencionalno proizvedenim alatima, valjkasto brušeni rezači pokazuju usporedivo ponašanje pri korištenju. Iako u stanju oštrenja dolazi do blago povećanog početnog trošenja, to se potpuno kompenzira uobičajenom pripremom reznih rubova u praksi. Pod industrijskim uvjetima korištenja ne postoje značajne razlike u radnom vijeku i performansama. Sveukupno, kontinuirano valjkasto brušenje predstavlja učinkovitu alternativu konvencionalnoj proizvodnji alata. Istovremenom obradom svih funkcionalnih površina na opsegu može se značajno smanjiti broj potrebnih brusnih kotača bez utjecaja na ponašanje brušenih alata.
Autori: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Kontakt:


