


A szerszámok egyenlőtlen osztású és egyedi vágóéllel történő gyártásának módszertanának bővítése mellett a Gyártástechnikai és Szerszámgépek Intézetének kutatói különösen a gazdaságosság növelésére és a használati viselkedés elemzésére összpontosítottak.
A folyamatos hengervágás a magas termelékenysége és gazdaságossága miatt a kis és közepes modulú fogaskerekek megmunkálásának egyik meghatározó eljárásává vált. Az IFW-nél ezt a gyártási folyamatot a forgácsoló szerszámok előállítására is alkalmazták, hogy a folyamatra jellemző előnyöket ezen alkalmazási területen is kihasználhassák. Különös figyelmet fordítanak az egyenlőtlen osztású marókra, amelyeket az ipari gyakorlatban célzottan használnak a folyamatrezgések csökkentésére és a folyamatstabilitás jelentős növelésére. Egyes esetekben így a stabilitási határok jelentősen megnövelhetők az egyenlő osztású szerszámokhoz képest. A Német Kutatási Társaság (DFG) nemrégiben befejezett kutatási projektje keretében a folyamatot célzottan úgy bővítették, hogy a forgácsoló szerszámok egyrészt egyenlőtlen osztással, másrészt egyénileg állítható vágóélekkel készíthetők. A keményfém szerszámok előállítására való átállás érdekében különböző kötéstípusokat, valamint profilozási és folyamatstratégiákat vizsgáltak. Ezen vizsgálatok során kiderült, hogy a folyamat termelékenységét pozitívan befolyásolja mind a vágási sebesség, mind a folyamatos eltolási sebesség növelése.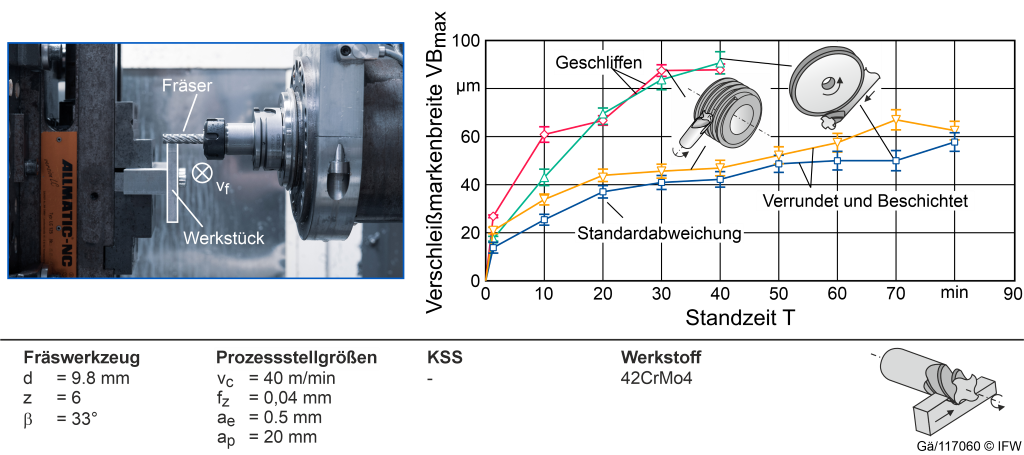
A folyamatos eltolás során a csiszolócsiga a szerszám tengelye mentén elmozdul, ami lehetővé teszi, hogy a csiszolócsiga nagyobb területe érintkezésbe kerüljön, és a kopás a csiszolócsiga szélessége mentén eloszoljon. Ahhoz, hogy a folyamatos hengercsiszolási folyamat ipari szempontból hasznosítható legyen, elengedhetetlen a hengercsiszolt szerszámok használati viselkedésének alapos megértése. Eddig azonban csak korlátozott ismeretek álltak rendelkezésre erről, különösen hiányzott a hagyományosan csiszolt szerszámokkal való szisztematikus összehasonlítás. A következő szakaszban ezért a kísérleti vizsgálatokat és a hagyományos, valamint a hengercsiszolt marószerszámok közötti közvetlen összehasonlítást mutatjuk be.
Hagyományos és köszörült marószerszámok összehasonlítása
A használati vizsgálatok előtt a hagyományos és hengermaróval készült szerszámok vágóélét elemezték, hogy kvantifikálják a különböző csiszolási folyamatok hatásait. A csiszolt állapotban a folyamatos hengermarással készült szerszámok vágóélminősége enyhén alacsonyabb. Míg a hagyományosan csiszolt szerszámok szimmetrikus vágóélt érnek el, amelynek vágóélrádiusza S‾= 4,5 µm, addig a hengermaróval készült szerszámok esetében ez 5,5 µm. A vágóél érdessége szempontjából is a hengermarás folyamatból adódóan valamivel magasabb értékeket mutat, ezek a hagyományosan csiszolt szerszámoknál Ra = 0,5 µm, míg a hengermaróval készült szerszámoknál Ra = 0,65 µm. Ezek a folyamatból adódó különbségek a vágóélen azonban egy későbbi ipari jellegű lekerekítéssel és bevonattal kiegyenlíthetők. A lekerekítés és a bevonat után a vágóélrádiusz minden szerszám esetében 15 µm. A csiszolási eljárások emellett nincs hatással a marószerszámok peremzónájára. A szerszámok teljesítményében, különösen a kopásállóságukban, a belső feszültségek fontos szerepet játszanak, mivel befolyásolják a kopási viselkedést. A végzett mérések azt mutatják, hogy a belső feszültségek a hagyományos és hengermaróval készült marószerszámok esetében hasonló szinten vannak. A hagyományosan csiszolt marószerszámok belső feszültsége -665 MPa, míg a hengermaróval készült szerszámoké -607 MPa.
Hagyományos és köszörült marószerszámok alkalmazási vizsgálatai
A folyamatos hengermarási eljárással készült marószerszámok teljesítményének elemzéséhez kísérleti forgácsolási vizsgálatokat végeztek. A 42CrMo4 anyag körkörös marásakor a Heller cég H5000 megmunkáló központjában a hengermarással készült forgácsolószerszámok kopását összehasonlították a hagyományos módszerrel készült forgácsolószerszámok kopásával. A hagyományosan megmunkált szerszámok makrogeometriája megfelel a hengermarással készült szerszámok geometriájának. Az alkalmazott szerszámok (6 élű tengelymarók) az Extramet AG EMT 210 tételéből készültek. A marási vizsgálatok felépítése és a folyamatbeállítási paraméterek a 2. ábrán láthatók. Mind éles, mind előkészített szerszámokat használtak. Az előkészített szerszámoknál a vágóélek előkészítése történt.∝ = Sγ = 15 μm) a FRANKEN GmbH & Co. KG cégtől. Ezt követően a szerszámokat bevonták. A bevonat egy TiAlN bevonat az Oerlikon Balzers Coating Germany GmbH cégtől. A statisztikai biztosításhoz minden kísérleti sorozatban három marószerszámot használtak.
A vágószélek élettartam-kritériumaként 40 perces használati időt határoztak meg a csiszolóéles szerszámok számára. Az élettartam-kritérium elérése után minden csiszolóéles marószerszám körülbelül 90 µm szélességű kopásnyomot (VB) mutat. A hengeren csiszolt szerszámok (piros) az első mérések során két perc használat után magasabb kopási szintet mutatnak, mint a hagyományosan csiszolt szerszámok (zöld). Ez a hengeren csiszolt vágószélek magasabb érdességének tudható be. A szerszámok további használata során azonban nem mutatkozik jelentős különbség, így 40 perc elteltével összehasonlítható kopásfigyelhető meg. A előkészített szerszámok esetében az élettartam-kritériumot 80 percre emelték. Itt hasonló minőségi képet mutat a csiszolóéles állapothoz. 80 perc elteltével mindkét szerszámtípus 60 µm szélességű kopásnyomot mutat, és a hengeren csiszolt marószerszámok (sárga) kopásnyomának szélessége a kezdeti kopás miatt folyamatosan körülbelül 5 µm-mal magasabb, mint a hagyományosan csiszolt szerszámoké (kék). Ezenkívül megfigyelhető, hogy a gyakorlatban alkalmazott vágószél-előkészítés teljesen kiegyenlíti a kissé magasabb érdességet. A hengeren csiszolás és előkészítés folyamatának eredményeként olyan szerszámminőség jön létre, amely megfelel a hagyományosan gyártott szerszámoknak.
A vizsgálatok azt mutatják, hogy a folyamatos hengermarás alkalmas forgácsoló szerszámok gyártására. A hagyományosan gyártott szerszámokkal összehasonlítva a hengermaró marók hasonló használati jellemzőket mutatnak. Bár a csiszolás éles állapotában enyhén megnövekedett kezdeti kopás tapasztalható, ezt a gyakorlatban szokásos élképzés teljes mértékben kompenzálja. Ipari használati körülmények között így nincsenek jelentős eltérések az élettartamban és a teljesítményben. Összességében a folyamatos hengermarás hatékony alternatívát jelent a hagyományos szerszámgyártás számára. Az összes kerületi funkciós felület egyidejű megmunkálásával jelentősen csökkenthető a szükséges csiszolókorongok száma anélkül, hogy befolyásolná a megcsiszolt szerszámok használati jellemzőit.
Szerzők: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Kapcsolat:


