


Az AFB számos különböző réselt marót használt, hogy hornyokat készítsen a teherfelvevő eszközök alkatrészein, beleértve sok régi, két- és négyélű szerszámot, amelyekhez már nem kaphatók lapkák. Az eszközkészlet rendbetételéhez és a gazdaságosabb, valamint felhasználóbarátabb munkavégzéshez a gépgyártó most az ISCAR moduláris HELISLOT rendszerére támaszkodik.

»45 munkatársunkkal több mint 50 éve fejlesztünk és gyártunk testreszabott terhelésfelvevő eszközöket az intralogisztikában a raktárakban és a termelésben, valamint minden, ami e köré épül«, mondja Frederic Schneider, az AFB Berendezés- és Szűrőgyártó ügyvezetője. Ő a hesseni Haiger családi vállalkozást vezeti harmadik generációs vezetőként. »A teleszkópos asztaltól az autonóm mozgó járművekig minden megtalálható«, egészíti ki Schneider. Az intralogisztikai megoldásaival a gépgyártó közel hatmillió eurós forgalmat bonyolít.
Az AFB általában közvetlenül a rendszerintegrátoroknak szállítja megoldásait, akik ezeket világszerte alkalmazzák. »Ügyfeleink tőlünk abszolút megbízható megoldásokat várnak, amelyek folyamatos működésűek, 24/7 működnek, valamint rugalmasságot és gyors reakciót biztosítanak«, magyarázza Frederic Schneider.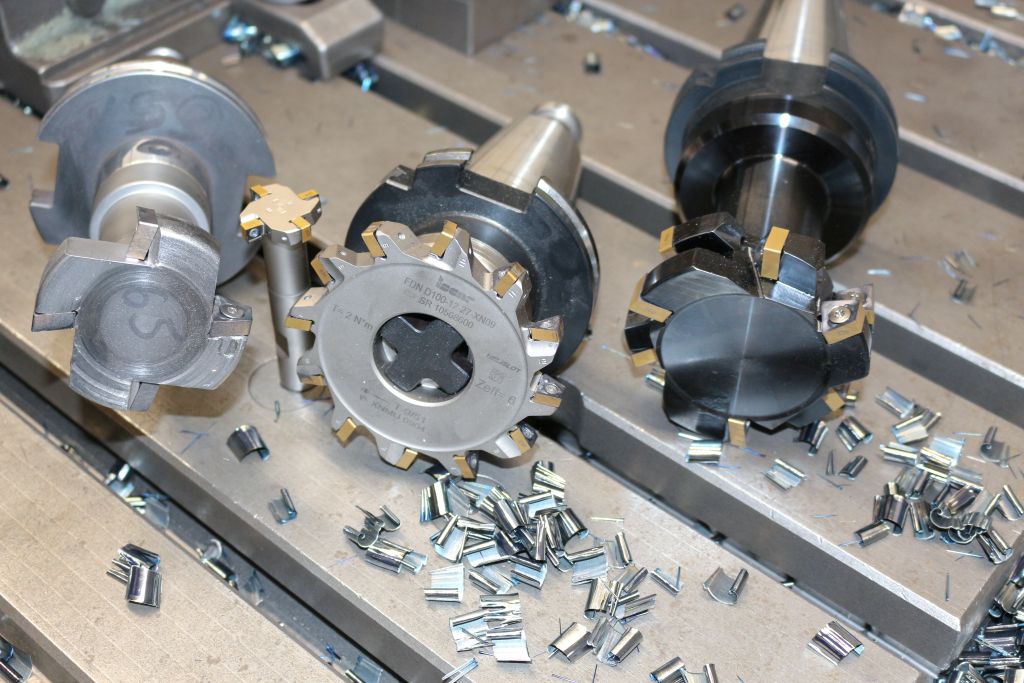
A biztosításhoz az AFB a legtöbb komponenst maga gyártja. A 2.200 négyzetméteres gyártóterületből 1.200 négyzetmétert a forgácsolásra rezerváltak. „Minden acélalkatrész, amely illeszkedik a legnagyobb gépünk négy méteres ágyába, a mi házunkból származik” – mondja Marvin Jung, a gyártás vezetője. Az AFB főként C45 acélt és krómacélokat használ, amelyek magas méretpontosságot és jó szilárdságot kínálnak. Ezekből különböző változatú profilok készülnek, két és tíz darab közötti sorozatméretekben a terhelésmérők számára.
„Nagyobb tételeket valójában csak a láncfeszítő házainknál érünk el“ – mondja a termelési vezető. „Itt körülbelül 500 darab készül egy gyártási tételben.“
Rendet tenni a káoszban
De térjünk vissza a profilokhoz – hogy ezeket a fontos alkatrészeket a szükséges vezető- és gördülő sínekkel ellássák, az AFB eddig számos különböző gyártó által készített csavarozható marószárat használt. »Mivel 95%-ban projektalapú munkát végzünk, az évek során egy egész arzenál gyűlt össze nálunk standard és speciális marókból, amelyekhez már nem is voltak elérhetők lemezek«, mondja Christian Hudel, a termelési tervező. »Ez így nem mehetett tovább.«
A szerszámokkal kapcsolatos zűrzavar kezelésére az AFB csapata az ISCAR-hoz fordult.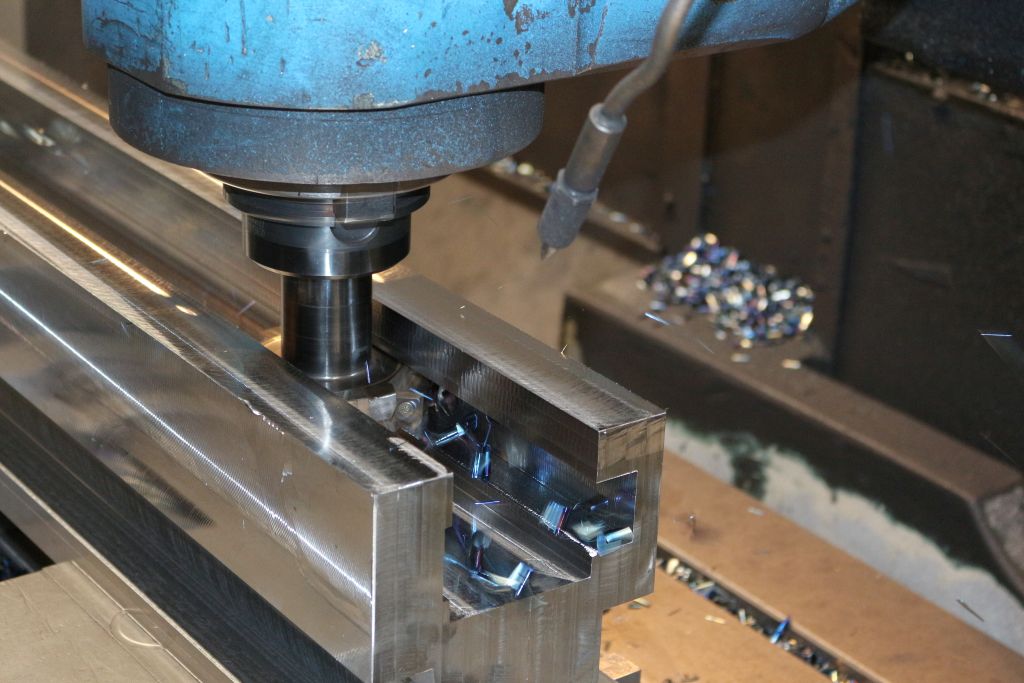
»A kívánságlistán egy stabil és folyamatbiztos marórendszer szerepelt, amely – mind a standard, mind a speciális megoldások esetében – lefedi az összes vágási szélességet és átmérőt, felhasználóbarát, és egyben gazdaságos és termelékeny megmunkálást tesz lehetővé«, sorolja Rolf Behrendt, az ISCAR regionális értékesítési menedzsere. »Ezen nem kellett sokáig gondolkodnom. Ez pontosan a mi HELISLOT-unkat írta le.«
Stabilitás találkozik a gazdaságossággal
A HELISLOT az ISCAR hatékony tárcsás marója négyzet alakú, nyolcélú váltólapkákkal (WSP) a hornyok és T-hornyok gazdaságos létrehozásához. A monoblokk szerszámok tárcsás és felcsavarozható marókként 32-től 200 milliméter átmérőig és 7-től 24 milliméterig terjedő horonyszélességgel elérhetők.
A marók duplaoldalas WSP-vel vannak felszerelve ötvözött acél, ferritikus és martenzites rozsdamentes acél, valamint öntöttvas megmunkálásához innovatív ISCAR SUMOTEC vágóanyagokból. A svájci típusú rögzítés biztosítja a stabil lapkaülést.
A nyolc helikális vágóéllel rendelkező, dupla oldalas WSP-k, valamint a különösen csavart forgácsoló felületek hozzájárulnak a stabil és sima vágáshoz még magas forgácsolási sebességek mellett is. Az eltolva elhelyezett fogak, a pozitív forgácsolási szög és a stabil WSP-rögzítés kombinációja magas folyamatbiztonságot és termelékenységet biztosít még nehéz megmunkálások esetén is.
»Az AFB már évek óta sikeresen használja a HELISLOT-ot egy standard kivitelben«, mondja Rolf Behrendt. »Ezen nem kellett sok meggyőző munkát végeznem.«
A gépgyártó 80 és 125 milliméter átmérőjű HELISLOT szabványos marókat használ, 6 és 13 milliméter vágási szélességgel, valamint 120 milliméter átmérőjű és 35 milliméter vágási szélességű speciális szerszámokat.
A várakozások teljes mértékben teljesültek.
Az AFB a HELISLOT segítségével most 20 perccel gyorsabban tudja beépíteni a két vezető- és gördülőpályát a középső asztal profiljaiba, és a háromoldalú megmunkálás összes idejét majdnem egyharmaddal csökkentheti. „A monoblokk szerszámnak köszönhetően nagyobb stabilitást élvezünk, és kevesebb vibrációt tapasztalunk” – mondja Marvin Jung, és hozzáteszi: „Ezáltal magasabb vágási értékeket tudunk elérni, nagyobb behatolási szélességek lehetségesek, hosszabb élettartamú szerszámokkal dolgozunk, és az emberek a gépnél örülnek a gyors és egyszerű lemezcserének.”
A gyártástervező Christian Hudel elégedett: „Az új megoldás teljes mértékben megfelelt az elvárásainknak. A stabilan megtervezett marótrióval most már minden alkalmazási esetet biztonságosan le tudunk fedni, és a nyolc vágóélnek köszönhetően gazdaságosabban és gyorsabban tudunk gyártani.” Frederic Schneider szerint az ISCAR-ral való együttműködés ezen a projekten ismételten kiváló volt. „Több éve fennálló bizalmi kapcsolatunk van” – mondja. „Biztosak lehetünk benne, hogy az ISCAR mint kompetens partner tanáccsal és tettel mellettünk áll, és tudja, mire van szükségünk.”
Kapcsolat:


