


Oprócz rozszerzenia metodologii produkcji narzędzi z nierównomiernym podziałem i indywidualnymi ostrzami, badacze Instytutu Technologii Wytwarzania i Maszyn Narzędziowych koncentrowali się szczególnie na zwiększeniu opłacalności oraz analizie zachowania podczas użytkowania.
Kontynuacyjne szlifowanie wałków ugruntowało się jako jedna z kluczowych metod obróbki kół zębatych o małym i średnim module, dzięki swojej wysokiej wydajności oraz opłacalności. W IFW proces ten został przeniesiony na produkcję narzędzi skrawających, aby wykorzystać typowe zalety metody w tym zastosowaniu. Szczególny nacisk położono na frezy o nierównomiernym podziale, które są celowo stosowane w praktyce przemysłowej w celu redukcji drgań procesowych i znacznego zwiększenia stabilności procesu. W pojedynczych przypadkach granice stabilności mogą być znacznie zwiększone w porównaniu do narzędzi o równym podziale. W ramach niedawno zakończonego projektu badawczego Niemieckiej Wspólnoty Badawczej (DFG) proces ten został celowo rozszerzony, aby narzędzia skrawające mogły być produkowane zarówno z nierównym podziałem, jak i z indywidualnie regulowanym ostrzem. Aby przenieść proces na produkcję narzędzi węglikowych, zbadano również różne typy wiązań oraz strategie profilowania i procesowe. Wykazano, że wydajność procesu jest pozytywnie wpływana zarówno przez prędkość skrawania, jak i przez zwiększenie ciągłej prędkości przesunięcia.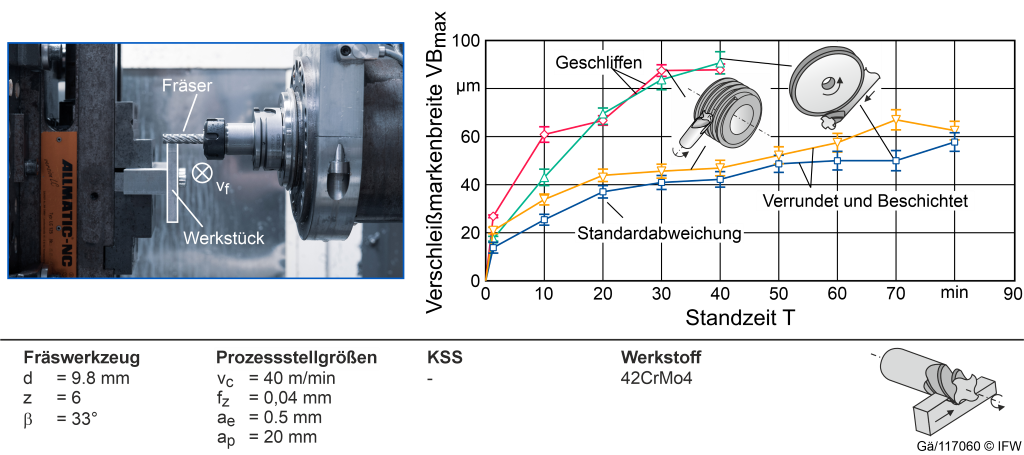
Podczas ciągłego przesuwania, ściernica jest przesuwana wzdłuż osi narzędzia, co pozwala na większy obszar ściernicy w kontakcie i rozkłada zużycie na szerokości ściernicy. Aby uczynić proces ciągłego szlifowania walcowego użytecznym w przemyśle, niezbędne jest dogłębne zrozumienie zachowania narzędzi szlifowanych walcowo. Do tej pory jednak dostępne były jedynie ograniczone informacje na ten temat, a szczególnie brakowało systematycznego porównania z narzędziami szlifowanymi konwencjonalnie. W poniższym rozdziale przedstawione zostaną zatem badania eksperymentalne oraz bezpośrednie porównanie narzędzi frezarskich szlifowanych konwencjonalnie i walcowo.
Porównanie narzędzi frezarskich konwencjonalnych i szlifowanych walcowo
Przed badaniami zastosowania przeanalizowano krawędzie skrawające narzędzi konwencjonalnych i szlifowanych walcowo, aby ilościowo określić wpływy różnych procesów szlifowania. W stanie ostrym narzędzia wytwarzane przez ciągłe szlifowanie walcowe mają nieznacznie gorszą jakość krawędzi skrawającej. Podczas gdy narzędzia szlifowane konwencjonalnie osiągają symetryczną krawędź skrawającą z promieniem krawędzi S‾= 4,5 µm, w przypadku narzędzi szlifowanych walcowo wynosi on 5,5 µm. Również w odniesieniu do chropowatości krawędzi skrawającej szlifowanie walcowe wykazuje nieco wyższe wartości, które wynoszą Ra = 0,5 µm dla narzędzi szlifowanych konwencjonalnie i Ra = 0,65 µm dla narzędzi szlifowanych walcowo. Te różnice procesowe na krawędzi skrawającej mogą jednak zostać skompensowane przez późniejsze zaokrąglenie i pokrycie typowe dla przemysłu. Promień krawędzi skrawającej po zaokrągleniu i pokryciu wynosi 15 µm dla wszystkich narzędzi. Procesy szlifowania nie mają również wpływu na strefę brzegową narzędzi frezarskich. Dla wydajności, a szczególnie trwałości narzędzi, istotną rolę odgrywają naprężenia własne, ponieważ wpływają na zachowanie się narzędzi w zakresie zużycia. Przeprowadzone pomiary pokazują, że naprężenia własne w narzędziach frezarskich szlifowanych konwencjonalnie i walcowo są na porównywalnym poziomie. Narzędzia frezarskie szlifowane konwencjonalnie mają naprężenia własne wynoszące -665 MPa, a narzędzia szlifowane walcowo -607 MPa.
Badania zastosowania konwencjonalnych i szlifowanych walcowo narzędzi frezarskich
W celu analizy wydajności narzędzi frezarskich wytwarzanych w procesie ciągłego szlifowania walcowego przeprowadzono eksperymentalne badania skrawania. Podczas frezowania obwodowego stali 42CrMo4 na centrum obróbczej H5000 firmy Heller porównano zużycie narzędzi skrawających wytwarzanych metodą szlifowania walcowego z zachowaniem zużycia narzędzi skrawających wytwarzanych konwencjonalnie. Makrogeometria narzędzi szlifowanych konwencjonalnie odpowiada geometrii narzędzi szlifowanych walcowo. Użyte narzędzia (frezarki trzpieniowe z 6 ostrzami) zostały dodatkowo wyprodukowane z partii EMT 210 firmy Extramet AG. Budowa badań frezarskich oraz parametry procesowe przedstawione są na rysunku 2. Zastosowano zarówno narzędzia o ostrych krawędziach szlifowanych, jak i narzędzia przygotowane. W przypadku narzędzi przygotowanych przeprowadzono preparację krawędzi skrawających.∝ = Sγ = 15 μm) przez firmę FRANKEN GmbH & Co. KG. Następnie narzędzia zostały pokryte. Powłoka to powłoka TiAlN firmy Oerlikon Balzers Coating Germany GmbH. W celu statystycznego zabezpieczenia w każdej serii próbnej użyto trzech narzędzi frezarskich.
Jako kryterium trwałości narzędzi szlifujących zdefiniowano czas pracy wynoszący 40 minut. Po osiągnięciu kryterium trwałości wszystkie narzędzia frezarskie z ostrzami szlifującymi wykazują szerokość oznak zużycia (VB) wynoszącą około 90 µm. Narzędzia szlifowane walcowo (czerwone) w początkowych pomiarach po dwóch minutach pracy wykazują wyższy poziom zużycia niż narzędzia szlifowane konwencjonalnie (zielone). Jest to spowodowane wyższą chropowatością krawędzi tnących narzędzi szlifowanych walcowo. Jednak przy dalszym użytkowaniu narzędzi nie widać znaczącej różnicy, więc po 40 minutach uzyskuje się porównywalne zużycie. Dla przygotowanych narzędzi kryterium trwałości zwiększono do 80 minut. Tutaj pojawia się jakościowo porównywalny obraz do stanu szlifującego. Po 80 minutach oba typy narzędzi mają szerokość oznak zużycia wynoszącą 60 µm, a szerokość oznak zużycia narzędzi frezarskich szlifowanych walcowo (żółte) jest z powodu początkowego zużycia o około 5 µm wyższa niż w przypadku narzędzi szlifowanych konwencjonalnie (niebieskie). Ponadto okazuje się, że dzięki powszechnie stosowanej w praktyce preparacji krawędzi tnących nieznacznie wyższa chropowatość jest całkowicie wyrównywana. Proces składający się z szlifowania walcowego i preparacji prowadzi zatem do jakości narzędzi, która odpowiada narzędziom produkowanym konwencjonalnie.
Badania wykazują, że ciągłe szlifowanie walcowe jest odpowiednie do produkcji narzędzi skrawających. W porównaniu do narzędzi wytwarzanych konwencjonalnie, frezy szlifowane walcowo wykazują porównywalne zachowanie eksploatacyjne. Choć w stanie ostrym występuje nieznacznie zwiększone zużycie początkowe, jest ono jednak całkowicie rekompensowane przez typową w praktyce preparację krawędzi skrawających. W warunkach przemysłowych nie występują zatem istotne różnice w trwałości i wydajności. Ogólnie rzecz biorąc, ciągłe szlifowanie walcowe stanowi efektywną alternatywę dla konwencjonalnej produkcji narzędzi. Dzięki jednoczesnej obróbce wszystkich funkcjonalnych powierzchni obwodowych można znacznie zredukować liczbę potrzebnych tarcz szlifierskich, nie wpływając na zachowanie eksploatacyjne szlifowanych narzędzi.
Autorzy: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Kontakt:


