


Kromě rozšíření metodiky pro výrobu nástrojů s nerovnoměrným dělením a individuálními břity se výzkumníci Institutu pro výrobní techniku a strojní nástroje zaměřili především na zvýšení hospodárnosti a analýzu provozního chování.
Kontinuální válcové broušení se díky své vysoké produktivitě a hospodárnosti etablovalo jako jeden z hlavních postupů pro zpracování ozubených kol s malým až středním modulem. Na IFW byl tento výrobní proces přenesen na výrobu obráběcích nástrojů, aby se využily typické výhody procesu z hlediska efektivity i pro tuto aplikaci. Zvláštní důraz je kladen na nerovnoměrně dělené frézy, které se v průmyslové praxi cíleně používají k redukci procesních vibrací a k výraznému zvýšení procesní stability. V jednotlivých případech lze tak výrazně zvýšit stabilitní limity ve srovnání s rovnoměrně dělenými nástroji. V rámci nedávno dokončeného výzkumného projektu Německé výzkumné společnosti (DFG) byl proces cíleně rozšířen tak, aby bylo možné vyrábět obráběcí nástroje jednak s nerovnoměrným dělením a jednak s individuálně nastavitelným břitem. Aby byl proces přenesen na výrobu karbidových nástrojů, byly dále zkoumány různé typy spojení, jakož i profilovací a procesní strategie. Ukázalo se, že produktivitu procesu pozitivně ovlivňuje jak řezná rychlost, tak zvýšení kontinuální rychlosti posunu.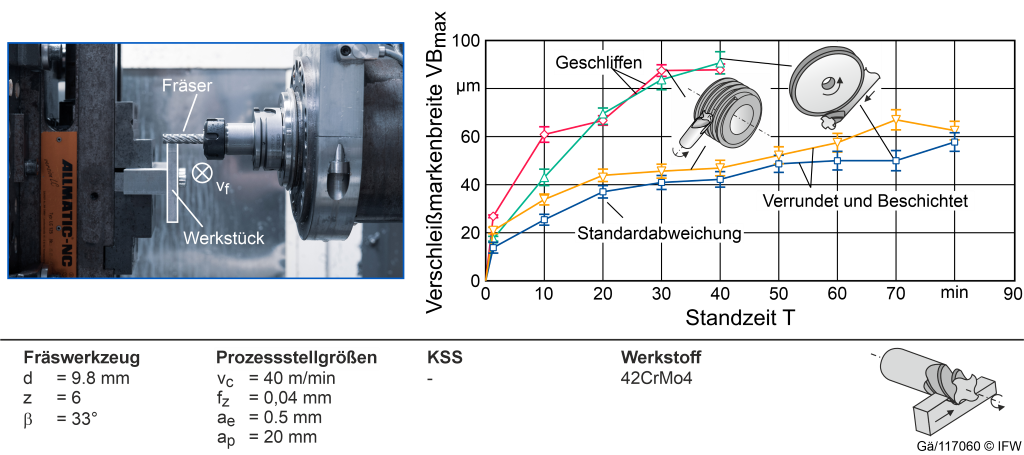
Při kontinuálním posunu se brusný šroub posouvá podél osy nástroje, což umožňuje, aby větší oblast brusného šroubu byla v kontaktu a opotřebení se rozložilo podél šířky brusného šroubu. Aby bylo možné kontinuální válcové broušení průmyslově využít, je nezbytné mít hluboké porozumění chování válcových broušených nástrojů. Dosud však byly k dispozici pouze omezené poznatky, zejména chyběl systematický srovnávací test s konvenčně broušenými nástroji. V následující části budou proto představeny experimentální studie a přímé srovnání mezi konvenčně a válcově broušenými frézovacími nástroji.
Srovnání konvenčních a válcovaných frézovacích nástrojů
Před provedením zkušebních analýz byly analyzovány břity konvenčně a válcově broušených nástrojů, aby se kvantifikovaly vlivy různých broušení procesů. V ostrém stavu mají nástroje vyrobené kontinuálním válcovým broušením mírně nižší kvalitu břitu. Zatímco konvenčně broušené nástroje dosahují symetrického břitu s poloměrem břitu S‾= 4,5 µm, u válcově broušených nástrojů je tento poloměr 5,5 µm. Také co se týče drsnosti břitu vykazuje válcové broušení procesně mírně vyšší hodnoty, přičemž u konvenčně broušených nástrojů je Ra = 0,5 µm a u válcově broušených je Ra = 0,65 µm. Tyto procesní rozdíly na břitu však mohou být vyrovnány následným typickým zaoblením a povrchovou úpravou. Poloměr břitu po zaoblení a povrchové úpravě je u všech nástrojů 15 µm. Broušení navíc nemá vliv na okrajovou zónu frézovacích nástrojů. Pro výkonnost a zejména životnost nástrojů hrají vlastní napětí důležitou roli, protože ovlivňují opotřebovávací chování. Provedená měření ukazují, že vlastní napětí u konvenčně a válcově broušených frézovacích nástrojů jsou na srovnatelné úrovni. Konvenčně broušené frézovací nástroje vykazují vlastní napětí -665 MPa a válcově broušené -607 MPa.
Použití konvenčních a valivě broušených frézovacích nástrojů
Pro analýzu výkonnosti frézovacích nástrojů vyrobených kontinuálním procesem valivého broušení byly provedeny experimentální zkoušky obrábění. Při obvodovém frézování 42CrMo4 na obráběcím centru H5000 firmy Heller bylo porováno opotřebení nástrojů vyrobených valivým broušením s opotřebením konvenčně vyráběných obráběcích nástrojů. Makrogeometrie konvenčně broušených nástrojů odpovídá geometrii nástrojů vyrobených valivým broušením. Použité nástroje (6-řezné stopkové frézy) byly navíc vyrobeny z dávky EMT 210 společnosti Extramet AG. Uspořádání frézovacích zkoušek a procesní nastavení jsou znázorněny na obrázku 2. Byly použity jak ostřené, tak i upravené nástroje. U upravených nástrojů došlo k přípravě řezných hran.∝ = Sγ = 15 μm) firmou FRANKEN GmbH & Co. KG. Následně byly nástroje potaženy. Potažení je TiAlN povlak od firmy Oerlikon Balzers Coating Germany GmbH. Pro statistické zajištění byly pro každou experimentální sérii použity tři frézovací nástroje.
Jako kritérium pro životnost broušených nástrojů byla stanovena doba použití 40 minut. Po dosažení kritéria životnosti vykazují všechny broušené frézovací nástroje šířku opotřebení (VB) přibližně 90 µm. Nástroje s valcovým broušením (červené) vykazují při počátečních měřeních po dvou minutách použití vyšší úroveň opotřebení než konvenčně broušené (zelené). To je způsobeno vyšší drsností valcovaných břitů. Při dalším používání nástrojů se však žádný významný rozdíl neprojevuje, takže po 40 minutách dochází k srovnatelnému opotřebení. Pro připravené nástroje byla doba životnosti zvýšena na 80 minut. Zde se ukazuje kvalitativně srovnatelné obraz k broušenému stavu. Po 80 minutách vykazují oba typy nástrojů šířku opotřebení 60 µm a šířka opotřebení valcovaných frézovacích nástrojů (žluté) je v důsledku počátečního opotřebení konstantně o přibližně 5 µm vyšší než u konvenčně broušených nástrojů (modré). Navíc se ukazuje, že běžná příprava břitů v praxi zcela vyrovnává mírně vyšší drsnost. Procesní sekvence z valcového broušení a přípravy tak vede k kvalitě nástroje, která odpovídá konvenčně vyráběným nástrojům.
Výzkumy prokazují, že kontinuální valcové broušení je vhodné pro výrobu obráběcích nástrojů. Ve srovnání s konvenčně vyráběnými nástroji vykazují valcobroušené frézy srovnatelné chování při použití. I když v ostrém stavu dochází k mírnému zvýšení počátečního opotřebení, to je však plně kompenzováno běžnou přípravou břitu v praxi. Za průmyslových podmínek tedy nevznikají žádné významné rozdíly v životnosti a výkonnosti. Celkově představuje kontinuální valcové broušení efektivní alternativu k konvenční výrobě nástrojů. Díky současnému zpracování všech funkčních ploch na obvodu může být výrazně sníženo množství potřebných brusných kotoučů, aniž by to ovlivnilo chování broušených nástrojů.
Autoři: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Kontakt:


