


Oltre all'ampliamento della metodologia per la produzione di utensili con divisione irregolare e lame individuali, i ricercatori dell'Istituto di Tecnologie di Produzione e Macchine Utensili si sono concentrati in particolare sull'aumento dell'economicità e sull'analisi del comportamento di utilizzo.
La rettifica continua si è affermata come uno dei processi principali per la lavorazione di ingranaggi con modulo piccolo a medio, grazie alla sua alta produttività e economicità. Presso l'IFW, questo processo di produzione è stato trasferito alla produzione di utensili da taglio, per rendere utilizzabili anche in questo caso i vantaggi tipici del processo in termini di efficienza. Un focus particolare è posto sulle frese a divisione irregolare, che vengono utilizzate in pratica industriale per ridurre le vibrazioni del processo e aumentare significativamente la stabilità del processo. In alcuni casi, i limiti di stabilità possono essere notevolmente aumentati rispetto agli utensili a divisione regolare. Nell'ambito di un recente progetto di ricerca della Deutsche Forschungsgemeinschaft (DFG), il processo è stato quindi ampliato in modo mirato, in modo che gli utensili da taglio possano essere prodotti sia con divisione irregolare che con lama regolabile individualmente. Per trasferire il processo alla produzione di utensili in metallo duro, sono stati inoltre esaminati diversi tipi di legame, strategie di profilatura e processi. È emerso che la produttività del processo è influenzata positivamente sia dalla velocità di taglio che da un aumento della velocità di shift continua.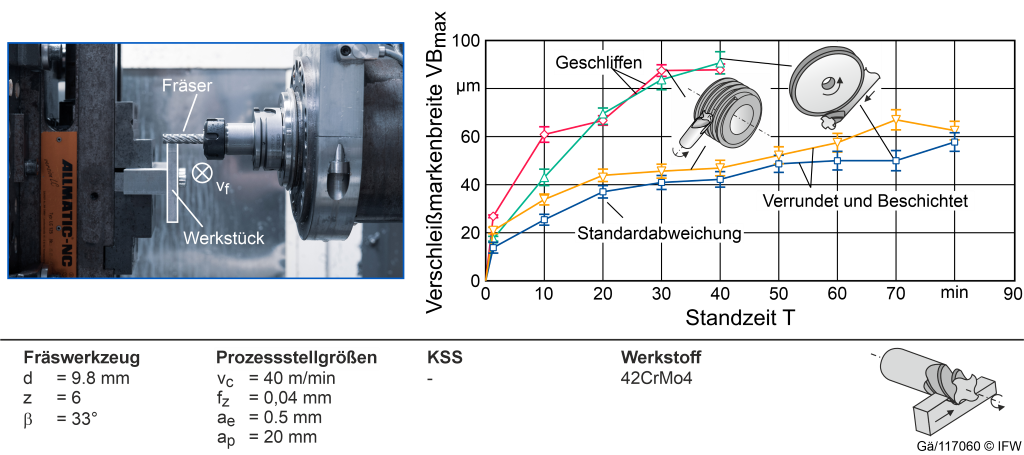
Durante lo shift continuo, la vite di rettifica viene spostata lungo l'asse dell'utensile, consentendo a un'area maggiore della vite di rettifica di essere in contatto e distribuendo l'usura lungo la larghezza della vite di rettifica. Per rendere il processo di rettifica continua utilizzabile industrialmente, è essenziale una comprensione approfondita del comportamento di utilizzo degli utensili rettificati. Fino ad ora, tuttavia, erano disponibili solo conoscenze limitate, in particolare mancava un confronto sistematico con utensili rettificati convenzionalmente. Nella sezione seguente vengono quindi presentati gli studi sperimentali e il confronto diretto tra utensili da fresatura rettificati convenzionalmente e rettificati a vite.
Confronto tra utensili da fresatura rettificati convenzionalmente e rettificati a vite
Prima delle indagini di utilizzo, sono stati analizzati i bordi di taglio degli utensili rettificati convenzionalmente e a vite, per quantificare gli effetti dei diversi processi di rettifica. In condizioni di affilatura, gli utensili prodotti mediante rettifica continua presentano una qualità del bordo di taglio leggermente inferiore. Mentre gli utensili rettificati convenzionalmente raggiungono un raggio del bordo di taglio di S̄= 4,5 µm, questo è di 5,5 µm per gli utensili rettificati a vite. Anche per quanto riguarda la rugosità del bordo di taglio, la rettifica a vite mostra valori leggermente più elevati, con Ra = 0,5 µm per gli utensili rettificati convenzionalmente e Ra = 0,65 µm per quelli rettificati a vite. Tuttavia, queste differenze di processo sul bordo di taglio possono essere compensate da una successiva arrotondatura e rivestimento tipici dell'industria. Il raggio del bordo di taglio dopo l'arrotondamento e il rivestimento è di 15 µm per tutti gli utensili. Inoltre, i processi di rettifica non influenzano la zona periferica degli utensili da fresatura. Per la capacità di prestazione e in particolare per la durata degli utensili, le tensioni residue giocano un ruolo importante, poiché influenzano il comportamento all'usura. Le misurazioni effettuate mostrano che le tensioni residue per gli utensili da fresatura rettificati convenzionalmente e a vite sono su un livello comparabile. Gli utensili da fresatura rettificati convenzionalmente presentano tensioni residue di -665 MPa e quelli rettificati a vite di -607 MPa.
Indagini di utilizzo di utensili da fresatura rettificati convenzionalmente e a vite
Per analizzare la capacità di prestazione degli utensili da fresatura prodotti mediante il processo di rettifica continua, sono stati condotti studi di lavorazione sperimentali. Durante la fresatura a profilo di 42CrMo4 presso il centro di lavorazione H5000 della Fa. Heller, è stato confrontato l'usura degli utensili da taglio rettificati a vite con il comportamento all'usura degli utensili da taglio prodotti convenzionalmente. La macrogeometria degli utensili rettificati convenzionalmente corrisponde alla geometria degli utensili rettificati a vite. Gli utensili utilizzati (fresatrici a 6 taglienti) sono stati inoltre realizzati da un lotto EMT 210 della Extramet AG. La configurazione delle indagini di fresatura e i parametri di processo sono mostrati nella figura 2. Sono stati utilizzati sia utensili affilati che preparati. Negli utensili preparati, la preparazione del bordo di taglio (S∝ = Sγ = 15 µm) è stata eseguita dalla ditta FRANKEN GmbH & Co. KG. Successivamente, gli utensili sono stati rivestiti. Il rivestimento è un rivestimento TiAlN della Oerlikon Balzers Coating Germany GmbH. Per la sicurezza statistica, sono stati utilizzati tre utensili da fresatura per ogni serie di esperimenti.
Come criterio di durata per gli utensili affilati, è stata definita una durata di utilizzo di 40 minuti. Dopo aver raggiunto il criterio di durata, tutti gli utensili affilati mostrano una larghezza di segno di usura (VB) di circa 90 µm. Gli utensili rettificati a vite (rossi) mostrano nelle misurazioni iniziali dopo due minuti di utilizzo un livello di usura più elevato rispetto a quelli rettificati convenzionalmente (verdi). Questo è attribuibile alla maggiore rugosità dei bordi di taglio rettificati a vite. Tuttavia, con un ulteriore utilizzo degli utensili, non si osserva alcuna differenza significativa, in modo che dopo 40 minuti si ottenga un'usura comparabile. Per gli utensili preparati, il criterio di durata è stato aumentato a 80 minuti. Qui si osserva un'immagine qualitativamente comparabile allo stato affilato. Dopo 80 minuti, entrambi i tipi di utensili mostrano una larghezza di segno di usura di 60 µm e la larghezza di segno di usura degli utensili da fresatura rettificati a vite (gialli) è costantemente circa 5 µm più alta rispetto a quella degli utensili rettificati convenzionalmente (blu) a causa dell'usura iniziale. Inoltre, si osserva che la preparazione del bordo di taglio, comune in pratica, compensa completamente la leggermente maggiore rugosità. La sequenza di processo di rettifica a vite e preparazione porta quindi a una qualità dell'utensile che corrisponde a quella degli utensili prodotti convenzionalmente.
Le indagini dimostrano che la rettifica continua è adatta per la produzione di utensili da taglio. Rispetto agli utensili prodotti convenzionalmente, le frese rettificate a vite mostrano un comportamento di utilizzo comparabile. Sebbene in condizioni di affilatura si verifichi una leggera usura iniziale più elevata, questa viene completamente compensata dalla preparazione del bordo di taglio comune in pratica. Pertanto, in condizioni di utilizzo industriale non si riscontrano differenze significative in termini di durata e capacità di prestazione. In generale, la rettifica continua rappresenta un'alternativa efficiente alla produzione convenzionale di utensili. Grazie alla lavorazione simultanea di tutte le superfici funzionali laterali, il numero di dischi abrasivi necessari può essere notevolmente ridotto senza influenzare il comportamento di utilizzo degli utensili rettificati.
Autori: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
Contatto:


