


Окрім розширення методики виготовлення інструментів з нерівномірним поділом та індивідуальними різцями, для дослідників Інституту технології виробництва та верстатобудування особливо важливими були підвищення економічності та аналіз експлуатаційної поведінки.
Безперервне каткове шліфування зарекомендувало себе як один з основних методів обробки зубчастих коліс з малим та середнім модулем завдяки своїй високій продуктивності та економічності. У IFW цей виробничий процес було адаптовано для виготовлення різальних інструментів, щоб використати типові переваги процесу щодо ефективності також для цього випадку. Особлива увага приділяється нерівномірно розподіленим фрезам, які цілеспрямовано використовуються в промисловій практиці для зменшення процесних коливань та значного підвищення стабільності процесу. У окремих випадках межі стабільності можуть бути суттєво підвищені в порівнянні з рівномірно розподіленими інструментами. У рамках нещодавно завершеного дослідницького проекту Німецької дослідницької спільноти (DFG) процес було спеціально розширено, щоб різальні інструменти могли виготовлятися як з нерівномірним розподілом, так і з індивідуально регульованим різцем. Щоб адаптувати процес для виготовлення твердосплавних інструментів, також були досліджені різні типи зв'язок, а також профілювальні та процесні стратегії. Було показано, що продуктивність процесу позитивно впливає як на швидкість різання, так і на збільшення безперервної швидкості зсуву.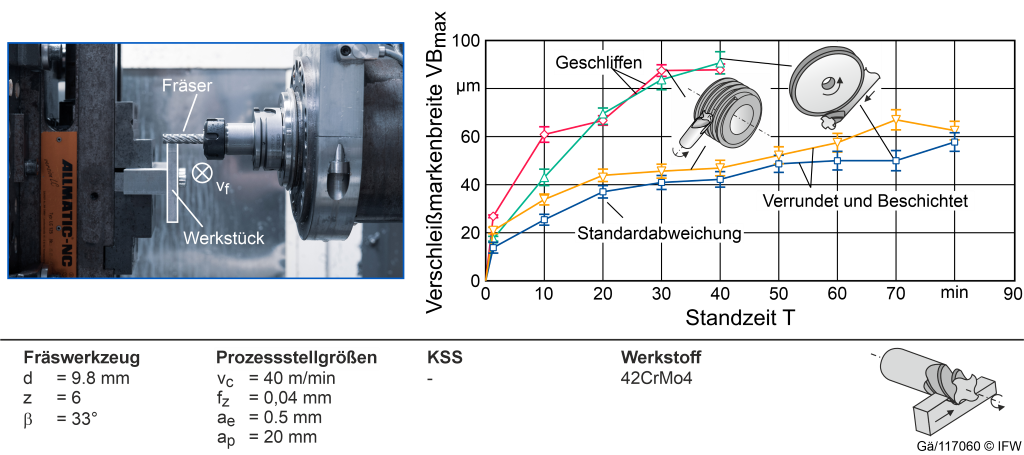
При безперервному зсуві шліфувальна спіраль переміщується вздовж осі інструмента, що дозволяє більшій частині шліфувальної спіралі бути в контакті з оброблюваною поверхнею, і знос розподіляється вздовж ширини шліфувальної спіралі. Щоб зробити безперервний процес валкового шліфування промислово придатним, необхідно глибоке розуміння поведінки валкових шліфувальних інструментів. Однак до цього часу існували лише обмежені знання з цього питання, зокрема, не вистачало систематичного порівняння з традиційно заточеними інструментами. У наступному розділі будуть представлені експериментальні дослідження та пряме порівняння між традиційно заточеними та валковими фрезами.
Порівняння звичайних та шліфованих фрезерних інструментів
Перед дослідженнями використання були проаналізовані різальні кромки традиційних та оброблених накаткою інструментів, щоб кількісно оцінити впливи різних процесів шліфування. У стані гострого шліфування інструменти, виготовлені за допомогою безперервного накаткового шліфування, мають дещо нижчу якість різальної кромки. Під час традиційного шліфування інструменти досягають симетричної різальної кромки з радіусом різальної кромки S‾= 4,5 мкм, тоді як у накатаних інструментів цей показник становить 5,5 мкм. Також щодо шорсткості різальної кромки накаткове шліфування показує дещо вищі значення: для традиційно шліфованих інструментів Ra = 0,5 мкм, а для накатаних - Ra = 0,65 мкм. Однак ці процесуальні відмінності на різальній кромці можуть бути компенсовані наступним округленням та покриттям, характерними для промисловості. Радіус різальної кромки після округлення та покриття у всіх інструментів становить 15 мкм. Шліфувальні процеси, крім того, не впливають на крайову зону фрез. Для продуктивності та особливо тривалості служби інструментів важливу роль відіграють власні напруження, оскільки вони впливають на зносостійкість. Проведені вимірювання показують, що власні напруження у традиційних та накатаних фрезах перебувають на порівнянному рівні. Традиційно шліфовані фрези мають власні напруження -665 МПа, а накатані - -607 МПа.
Дослідження використання звичайних та шліфованих фрезерних інструментів
Для аналізу продуктивності фрезерних інструментів, виготовлених за допомогою безперервного валкового шліфувального процесу, були проведені експериментальні дослідження різання. Під час обробки 42CrMo4 на обробному центрі H5000 компанії Heller було порівняно зношення валково шліфованих різальних інструментів із зношенням інструментів, виготовлених традиційним способом. Макрогеометрія традиційно шліфованих інструментів відповідає геометрії валково шліфованих інструментів. Використані інструменти (6-ріжучі фрези) також були виготовлені з партії EMT 210 компанії Extramet AG. Структура фрезерних досліджень та процесуальні налаштування представлені на малюнку 2. Використовувалися як шліфовані, так і підготовлені інструменти. У підготовлених інструментах була проведена підготовка ріжучих крайок (S∝ = Sγ = 15 мкм) компанією FRANKEN GmbH & Co. KG. Після цього інструменти були покриті. Покриття є TiAlN-покриттям компанії Oerlikon Balzers Coating Germany GmbH. Для статистичного забезпечення для кожної серії експериментів було використано три фрезерні інструменти.
Як критерій тривалості експлуатації для шліфувальних інструментів була визначена тривалість використання 40 хвилин. Після досягнення критерію тривалості експлуатації всі шліфувальні фрези мають ширину зношення (VB) приблизно 90 мкм. Інструменти, оброблені валковим шліфуванням (червоні), показують на початкових вимірюваннях через дві хвилини використання вищий рівень зношення, ніж традиційно оброблені (зелені). Це пов'язано з вищою шорсткістю валкових ріжучих країв. Однак при подальшому використанні інструментів значних відмінностей не спостерігається, тому після 40 хвилин результати зношення є порівнянними. Для підготовлених інструментів критерій тривалості експлуатації було підвищено до 80 хвилин. Тут спостерігається якісно порівнянна картина з шліфувальним станом. Після 80 хвилин обидва типи інструментів мають ширину зношення 60 мкм, а ширина зношення валкових фрез (жовті) через початкове зношення постійно на приблизно 5 мкм вища, ніж у традиційно оброблених інструментів (сині). Крім того, видно, що завдяки звичайній підготовці ріжучих країв у практиці незначно вища шорсткість повністю компенсується. Таким чином, процесна послідовність з валкового шліфування та підготовки призводить до якості інструментів, яка відповідає традиційно виготовленим інструментам.
Дослідження підтверджують, що безперервне оброблення на валках підходить для виготовлення інструментів для обробки. У порівнянні з традиційно виготовленими інструментами, валкові фрези демонструють порівнянну поведінку в експлуатації. Хоча в стані гострого шліфування спостерігається незначне підвищення початкового зносу, це повністю компенсується звичайною в практиці підготовкою ріжучих крайок. Таким чином, за умов промислового використання не виникає значних відмінностей у тривалості служби та продуктивності. В цілому, безперервне оброблення на валках є ефективною альтернативою традиційному виготовленню інструментів. Завдяки одночасній обробці всіх функціональних поверхонь по периметру, кількість необхідних шліфувальних кругів може бути значно зменшена без впливу на експлуатаційні характеристики оброблених інструментів.
Автори: Беренд Денкена, Бенжамін Бергман, Ніклас Гертнер
Контакт:


