


Araçların düzensiz bölümlendirme ve bireysel kesimlerle üretim metodolojisinin genişletilmesinin yanı sıra, Üretim Teknolojisi ve Alet Makineleri Enstitüsü araştırmacıları için özellikle ekonomik verimliliğin artırılması ve kullanım davranışının analizi ön plandaydı.
Sürekli silindirik taşlama, yüksek verimliliği ve ekonomikliği sayesinde küçük ile orta modüllü dişlilerin işlenmesinde belirleyici bir yöntem olarak kendini kanıtlamıştır. IFW'de bu üretim yöntemi, işlemeye özgü avantajları bu uygulama alanında da kullanabilmek için kesme takımlarının üretimine aktarılmıştır. Özellikle, endüstriyel pratikte süreç titreşimlerini azaltmak ve süreç stabilitesini önemli ölçüde artırmak için hedefli olarak kullanılan eşit olmayan dişliler üzerine yoğunlaşılmıştır. Tekil durumlarda, eşit dişli aletlere kıyasla stabilite sınırları önemli ölçüde artırılabilmektedir. Almanya Araştırma Derneği (DFG) tarafından yakın zamanda tamamlanan bir araştırma projesi kapsamında, bu yöntem, bir yandan eşit olmayan dişli ve diğer yandan bireysel olarak ayarlanabilir kesici ile kesme takımları üretmek üzere özel olarak genişletilmiştir. Sert metal aletlerin üretimine bu yöntemi aktarmak için çeşitli bağlama türleri, profil oluşturma ve süreç stratejileri de incelenmiştir. Bu süreçte, yöntemin verimliliğinin hem kesme hızı hem de sürekli kaydırma hızının artırılmasıyla olumlu yönde etkilendiği gösterilmiştir.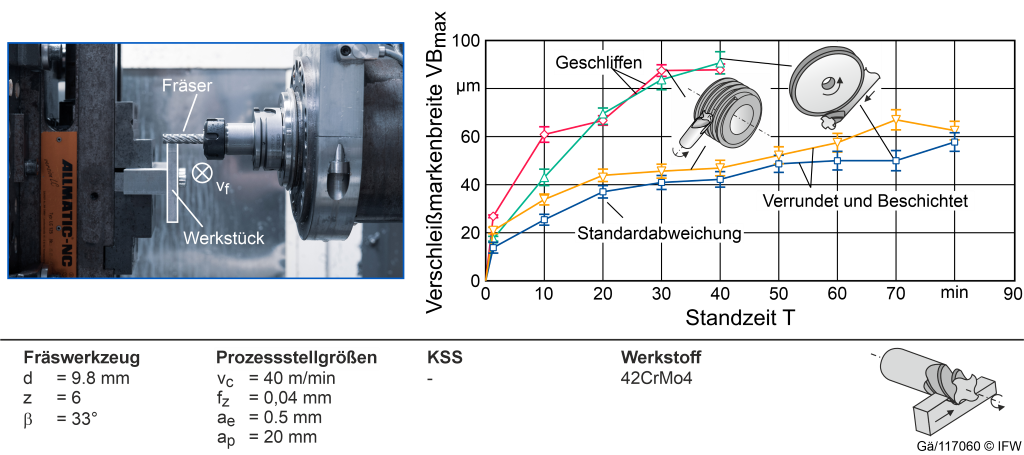
Sürekli kaydırma işlemi sırasında, taşlama vida alet ekseni boyunca kaydırılır, bu sayede taşlama vidasının daha büyük bir alanı işlemde yer alır ve aşınma, taşlama vidası genişliği boyunca dağıtılır. Sürekli silindirik taşlama sürecinin endüstriyel olarak kullanılabilir hale gelmesi için, silindirik taşlanmış aletlerin kullanım davranışına dair sağlam bir anlayış gereklidir. Ancak şimdiye kadar bu konuda sınırlı bilgiler mevcuttu, özellikle de geleneksel taşlanmış aletlerle sistematik bir karşılaştırma eksikti. Bu nedenle, aşağıdaki bölümde geleneksel ve silindirik taşlanmış freze aletleri arasındaki deneysel araştırmalar ve doğrudan karşılaştırma sunulmaktadır.
Karşılaştırma: Konvansiyonel ve dişli taşlama freze aletleri
Kullanım incelemeleri öncesinde, konvansiyonel ve silindirik taşlanmış aletlerin kesme kenarları analiz edilmiştir, böylece farklı taşlama süreçlerinin etkileri nicel olarak değerlendirilebilmiştir. Sürekli silindirik taşlama ile üretilen aletler, taşlama keskinliği durumunda, hafifçe daha düşük bir kesme kenarı kalitesine sahiptir. Konvansiyonel taşlanmış aletler, S‾= 4,5 µm kesme kenarı yarıçapı ile simetrik bir kesme kenarı elde ederken, silindirik taşlanmış aletlerde bu değer 5,5 µm'dir. Ayrıca, kesme kenarı pürüzlülüğü açısından silindirik taşlama, süreç nedeniyle biraz daha yüksek değerlere sahiptir; konvansiyonel taşlanmış aletlerde Ra = 0,5 µm, silindirik taşlanmış aletlerde ise Ra = 0,65 µm'dir. Ancak, bu süreçten kaynaklanan kesme kenarı farklılıkları, sonrasında yapılan endüstriyel tipte yuvarlama ve kaplama ile dengelenebilir. Yuvarlama ve kaplama sonrasında tüm aletlerin kesme kenarı yarıçapı 15 µm'dir. Taşlama yöntemlerinin ayrıca freze aletlerinin kenar bölgesine etkisi yoktur. Aletlerin performansı ve özellikle ömürleri açısından iç gerilmeler önemli bir rol oynamaktadır, çünkü aşınma davranışını etkiler. Yapılan ölçümler, konvansiyonel ve silindirik taşlanmış freze aletlerindeki iç gerilmelerin benzer bir seviyede olduğunu göstermektedir. Konvansiyonel taşlanmış freze aletleri -665 MPa iç gerilmelere sahipken, silindirik taşlanmış olanlar -607 MPa iç gerilmelere sahiptir.
Kullanım araştırmaları konvansiyonel ve taşlama freze takımları üzerine
Sürekli diş açma işlemi ile üretilen frezelerin performans analizi için deneysel kesme araştırmaları gerçekleştirilmiştir. 42CrMo4'ün Heller firmasının H5000 işleme merkezinde çevresel frezelenmesi sırasında, diş açma işlemleri için üretilen wälzgeschliffenen (silindirik taşlama) kesici takımların aşınma davranışı, geleneksel olarak üretilen kesici takımların aşınma davranışı ile karşılaştırılmıştır. Geleneksel olarak taşlanmış takımların makro geometrisi, wälzgeschliffenen takımların geometrisi ile aynıdır. Kullanılan takımlar (6 kesici kenarlı şaft frezeleri) ayrıca Extramet AG'nin EMT 210 partisinden üretilmiştir. Freze araştırmalarının yapısı ve süreç ayar boyutları Şekil 2'de gösterilmiştir. Hem keskin taşlama hem de hazırlanmış takımlar kullanılmıştır. Hazırlanmış takımlarda kesme kenarı hazırlığı yapılmıştır.∝ = Sγ = 15 μm) tarafından FRANKEN GmbH & Co. KG tarafından gerçekleştirildi. Ardından, aletler kaplandı. Kaplama, Oerlikon Balzers Coating Germany GmbH tarafından üretilen bir TiAlN kaplamasıdır. İstatistiksel güvence sağlamak için her deney serisi için üç freze aracı kullanıldı.
Kesme kenarları için bir dayanıklılık kriteri olarak 40 dakikalık bir kullanım süresi tanımlanmıştır. Dayanıklılık kriterine ulaşıldığında, tüm keskin taşlama frezeleri yaklaşık 90 µm'lik bir aşınma iz genişliğine (VB) sahiptir. Silindirik taşlama ile üretilen aletler (kırmızı), iki dakikalık kullanım süresinin başlangıç ölçümlerinde geleneksel taşlama ile üretilenlerden (yeşil) daha yüksek bir aşınma seviyesine sahiptir. Bu, silindirik taşlama ile üretilen kesicilerin daha yüksek bir pürüzlülüğe sahip olmasından kaynaklanmaktadır. Ancak, aletlerin daha fazla kullanımı ile önemli bir fark gözlemlenmemektedir, bu nedenle 40 dakikanın sonunda karşılaştırılabilir bir aşınma ortaya çıkmaktadır. Hazırlanan aletler için dayanıklılık kriteri 80 dakikaya çıkarılmıştır. Burada, keskin taşlama durumuna benzer bir kalite resmi ortaya çıkmaktadır. 80 dakikanın ardından her iki alet tipi de 60 µm'lik bir aşınma iz genişliğine sahiptir ve silindirik taşlama ile üretilen frezelerin (sarı) aşınma iz genişliği, başlangıç aşınması nedeniyle geleneksel taşlama ile üretilen aletlerden (mavi) yaklaşık 5 µm daha yüksektir. Ayrıca, pratikte yaygın olarak uygulanan kesme kenarı hazırlamanın, hafif daha yüksek pürüzlülüğü tamamen dengelediği görülmektedir. Silindirik taşlama ve hazırlama süreç sırası, böylece geleneksel olarak üretilen aletlerle karşılaştırılabilir bir alet kalitesine yol açmaktadır.
Araştırmalar, sürekli dişli taşlamanın kesme aletlerinin üretimi için uygun olduğunu göstermektedir. Geleneksel olarak üretilen aletlerle karşılaştırıldığında, dişli taşlanmış frezelerin benzer bir kullanım davranışı sergilediği görülmektedir. Taşlama keskinliği durumunda hafif bir artmış başlangıç aşınması meydana gelse de, bu, pratikte yaygın olan kesici kenar hazırlığı ile tamamen telafi edilmektedir. Endüstriyel kullanım koşulları altında, hizmet ömrü ve performans açısından önemli farklılıklar ortaya çıkmamaktadır. Genel olarak, sürekli dişli taşlama, geleneksel alet üretimi için verimli bir alternatif sunmaktadır. Tüm çevresel işlev yüzeylerinin aynı anda işlenmesi, taşlanmış aletlerin kullanım davranışını etkilemeden gereken taşlama taşlarının sayısını önemli ölçüde azaltabilir.
Yazarlar: Berend Denkena, Benjamin Bergmann, Niklas Gärtner
İletişim:


