


Steigende Energiepreise rücken die Energieeffizienz von Zerspanprozessen zunehmend in den Fokus industrieller Anwendungen. Ein wesentlicher, häufig unterschätzter Anteil des Energieverbrauchs entsteht bei der Bereitstellung von Kühlschmierstoff unter hohen Drücken. Durch die kinematischen Besonderheiten des Fräsens befindet sich ein Teil der Schneiden nicht im Eingriff. Dennoch werden diese kontinuierlich mit Kühlschmierstoff versorgt. Besonders bei kleinen Eingriffswinkeln bleibt so ein erheblicher Anteil des Volumenstroms ungenutzt.
Ein vielversprechender Ansatz zur Verbesserung der Effizienz besteht darin, den Kühlschmierstoff nur dort bereitzustellen, wo er tatsächlich benötigt wird. Ziel des Forschungsprojektes ist daher die selektive Versorgung aktiver Schneiden zur Reduzierung der benötigten Kühlschmierstoffmenge. Zur Umsetzung dieses Prinzips wurde ein Werkzeugkonzept mit mechanischer Stellfunktion entwickelt (s. Abbildung 1). Dieses ermöglicht eine positionsabhängige Steuerung der Kühlschmierstoffkanäle und bildet die Grundlage für einen ersten funktionsfähigen Prototypen.
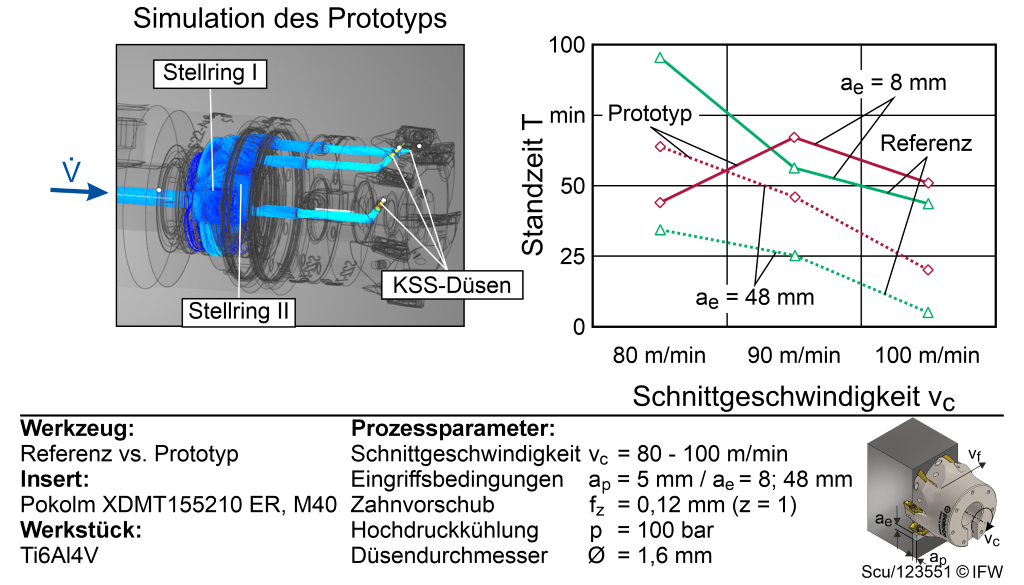
Simulationsgestützte Entwicklung des neuartigen Werkzeugkonzepts
Ausgangspunkt der Entwicklung bildete ein mechanisches Stellprinzip, bei dem der Kühlschmierstoff nicht mehr gleichzeitig an alle Schneiden abgegeben wird, sondern gezielt über definierte Öffnungsbereiche verteilt wird. Hierzu wurde ein Werkzeuggrundkörper mit integrierten Kühlkanälen konstruiert, dessen Versorgung über relativ zum Werkzeug feststehende Stellringe erfolgt.
Im weiteren Entwicklungsprozess wurde das Funktionsprinzip mithilfe von Konstruktions und Simulationswerkzeugen schrittweise ausgearbeitet. Ein wesentlicher Fokus lag dabei auf der Auslegung der Stellmechanik, welche die erforderliche Relativbewegung zwischen rotierendem Werkzeug und ortsfestem Stellelement realisiert. Dadurch können einzelne Kühlkanäle abhängig vom Drehwinkel periodisch geöffnet oder verschlossen werden. Die simulationsgestützte Analyse der Strömungsvorgänge ermöglichte zudem die Identifikation von Bereichen mit erhöhtem statischem Druck, die bei der Auslegung der Kanalgeometrie und Dichtstellen besonders berücksichtigt wurden (s. Abbildung 2, links). Die Geometrie der Strömungskanäle sowie die Positionierung der Dichtstellen wurden darauf aufbauend optimiert, um Druckverluste zu minimieren und eine gleichmäßige Verteilung des Kühlschmierstoffs sicherzustellen. Darüber hinaus deuteten die Ergebnisse der Fluidsimulation darauf hin, dass eine Reduzierung der aktiven Düsenanzahl von maximal sieben auf zwei bis drei Düsen zu einer Verringerung des Volumenstroms um etwa 57 bis 71 % führen kann. Besondere Herausforderungen ergaben sich bei der Abdichtung der bewegten Bauteile unter hohen Kühlschmierstoffdrücken. Gleichzeitig mussten Reibung und Verschleiß in der Stellmechanik begrenzt werden, um eine zuverlässige Funktion über längere Betriebszeiten zu gewährleisten. Hierfür wurden geeignete Dichtkonzepte entwickelt und die Lagerung der Stellringe konstruktiv angepasst. Darüber hinaus war eine kompakte Bauform erforderlich, um die notwendige Steifigkeit des Werkzeugs zu erhalten und die Integration in bestehende Maschinenschnittstellen zu ermöglichen.
Durch das iterative Zusammenspiel aus Konstruktion, Simulation und praktischer Erprobung entstand schließlich ein funktionsfähiger Prototyp, der eine gezielte Verteilung des Kühlschmierstoffs auf einzelne Schneiden ermöglicht und die Grundlage für die nachfolgenden experimentellen Untersuchungen bildete.
Referenz- und Einsatzuntersuchungen zur Weiterentwicklung des Prototyps
Parallel zur konstruktiven Entwicklung des neuartigen Werkzeugkonzepts wurden experimentelle Verschleißuntersuchungen durchgeführt, um das Leistungspotenzial einer selektiven Kühlschmierstoffversorgung zu bewerten und die Entwicklung gezielt zu begleiten. Hierzu wurde die Titanlegierung Ti6Al4V gefräst, um hohe thermische und mechanische Belastungen bei der Entwicklung zu berücksichtigen. Die Referenzversuche erfolgten mit einem konventionellen Fräswerkzeug mit Hochdruckinnenkühlung. Dabei wurden zentrale Prozesskenngrößen wie Energiebedarf der Kühlschmierstoffversorgung, Verschleißverhalten und Prozessstabilität erfasst und als Vergleichsbasis für das Prototypsystem genutzt. Aufbauend darauf wurden verschiedene Entwicklungsstufen eines Prototyps mit selektiver Kühlschmierstoffzufuhr in identischen Versuchsumgebungen untersucht. Ziel war die Verifikation der eingriffsabhängigen Kühlmittelverteilung sowie die Bewertung ihres Einflusses auf Werkzeugverschleiß und Energiebedarf.
Ein zentraler Aspekt der Untersuchungen war die funktionale Validierung des selektiven Kühlschmierstoffkonzepts. Dabei zeigte sich, dass eine eingriffsabhängige Umlenkung des Kühlschmierstoffs grundsätzlich realisierbar ist und eine gezielte Beeinflussung der Kühlmittelverteilung im Schneidenbereich erreicht wird. Gleichzeitig traten jedoch Grenzen der mechanischen Umsetzung auf. Insbesondere führte der Zielkonflikt zwischen Dichtwirkung, Steifigkeit und dynamischem Verhalten zu lokalen Leckage- und Bypass-Strömungen, wodurch ein Teil des Förderstroms nicht wirksam an den Schneiden ankam. Die daraus resultierenden Erkenntnisse wurden in den Entwicklungsprozess zurückgeführt und führten zu schrittweisen konstruktiven Anpassungen, insbesondere an der Dichtgeometrie und den Funktionsflächen. Die Auswertung der Zerspanversuche (s. Abbildung 2, rechts) zeigt für Ti6Al4V, dass der Prototyp insbesondere bei geringer Eingriffsbreite (ae = 8 mm) und bei einer Schnittgeschwindigkeit von vc = 80 m/min eine deutliche Standzeitsteigerung (Erreichen des Standzeitendes bei einer Verschleißmarkenbreite VB = 200 µm) gegenüber der Referenz erreicht. Je nach Parameterkombination wurden Standzeitsteigerungen von bis zu 142 % erzielt. Mit Zunahme der Eingriffsbreite (ae = 48 mm) zeigt sich, dass die Steigerung der Standzeit durch die selektive KSS-Zufuhr reduziert wird (bis ca. 85 %).
Die Ergebnisse zeigen, dass die selektive Kühlschmierstoffzufuhr insbesondere bei geringer Eingriffsbreite wirksam ist. In diesen Fällen führt die zeitlich und räumlich gezielte Kühlung zu einer Reduktion lokaler Temperaturspitzen an der Schneide. Bei größeren Eingriffsbreiten dominiert hingegen die insgesamt erhöhte thermische Belastung, wodurch der relative Nutzen der selektiven Kühlung abnimmt. Ergänzend wurde im Rahmen der Untersuchungen auch der Werkstoff 42CrMo4 betrachtet, für den im untersuchten Parameterraum trotz der grundsätzlich angestrebten Reduktion der thermischen Belastung keine signifikante Standzeitsteigerung gegenüber der Referenzbearbeitung nachgewiesen werden konnte. Dies deutet darauf hin, dass hier der Kühlschmierstoffeinfluss keinen systematischen Prozessvorteil liefert.
Insgesamt bestätigen die Untersuchungen ein deutlich anwendungsabhängiges Potenzial der selektiven Kühlschmierstoffzufuhr, wobei insbesondere für den Werkstoff Ti6Al4V unter moderaten Eingriffsbedingungen vorteilhafte Effekte hinsichtlich des Verschleißverhaltens und der Prozessstabilität nachgewiesen werden konnten. Der Effekt beruht wesentlich auf der zeitlich abgestimmten Bereitstellung des Kühlschmierstoffs im Eingriffsbereich und der damit verbundenen Reduktion thermischer Wechselbelastungen.
Autoren: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Kontakt:


