


Rastuće cijene energije sve više stavljaju fokus na energetsku učinkovitost procesa obrade metala u industrijskim primjenama. Bitan, često potcijenjen dio potrošnje energije nastaje pri opskrbi hladnim sredstvom pod visokim pritiscima. Zbog kinematičkih posebnosti frezanja, dio reznih rubova nije u kontaktu. Ipak, oni se kontinuirano opskrbljuju hladnim sredstvom. Osobito pri malim kutovima ulaska, značajan dio volumenskog protoka ostaje neiskorišten.
Obećavajući pristup poboljšanju efikasnosti sastoji se u tome da se hladno sredstvo za podmazivanje pruža samo tamo gdje je stvarno potrebno. Cilj istraživačkog projekta je stoga selektivno snabdijevanje aktivnih reznih rubova radi smanjenja potrebne količine hladnog sredstva za podmazivanje. Za ostvarenje ovog principa razvijen je koncept alata s mehaničkom funkcijom (vidi sliku 1). Ovo omogućava pozicijski ovisno upravljanje kanalima za hladno sredstvo za podmazivanje i čini osnovu za prvi funkcionalni prototip.
Simulacijom potpomognut razvoj novog koncepta alata
Polazišna točka razvoja bila je mehanička upravljačka shema, pri kojoj se hladna maziva više ne isporučuju istovremeno svim reznim rubovima, već se ciljano distribuiraju preko definiranih otvorenih područja. U tu svrhu konstruiran je osnovni alat s integriranim hladnjacima, čije se napajanje odvija putem relativno fiksnih upravljačkih prstenova.
U daljnjem razvoju procesa, funkcionalni princip je postupno razrađen uz pomoć konstrukcijskih i simulacijskih alata. Bitna pažnja posvećena je dizajnu mehanizma za pomicanje, koji omogućava potrebni relativni pokret između rotirajućeg alata i fiksnog elementa za pomicanje. Time se pojedini kanali za hlađenje mogu periodično otvarati ili zatvarati ovisno o kutu rotacije. Analiza strujanja potpomognuta simulacijama također je omogućila identifikaciju područja s povećanim statičkim tlakom, koja su posebno uzeta u obzir pri dizajnu geometrije kanala i brtvenih mjesta (vidi sliku 2, lijevo). Geometrija strujnih kanala i pozicioniranje brtvenih mjesta optimizirani su na temelju toga kako bi se minimizirali gubici tlaka i osigurala ravnomjerna distribucija hladnog sredstva. Osim toga, rezultati simulacije fluida ukazali su na to da smanjenje broja aktivnih mlaznica s maksimalno sedam na dvije do tri mlaznice može dovesti do smanjenja volumenskog protoka za otprilike 57 do 71 %. Posebni izazovi pojavili su se pri brtvljenju pokretnih dijelova pod visokim tlakovima hladnog sredstva. Istovremeno, trenje i trošenje u mehanizmu za pomicanje morali su biti ograničeni kako bi se osigurala pouzdana funkcija tijekom duljih radnih vremena. Za to su razvijeni odgovarajući koncepti brtvljenja, a ležajevi prstenova za pomicanje konstruktivno su prilagođeni. Osim toga, bila je potrebna kompaktna konstrukcija kako bi se održala potrebna krutost alata i omogućila integracija u postojeće sučelja strojeva.
Kroz iterativnu interakciju između konstrukcije, simulacije i praktičnog ispitivanja, konačno je nastao funkcionalni prototip koji omogućava ciljanju raspodjelu hladnog maziva na pojedinačne oštrice i čini osnovu za daljnja eksperimentalna istraživanja.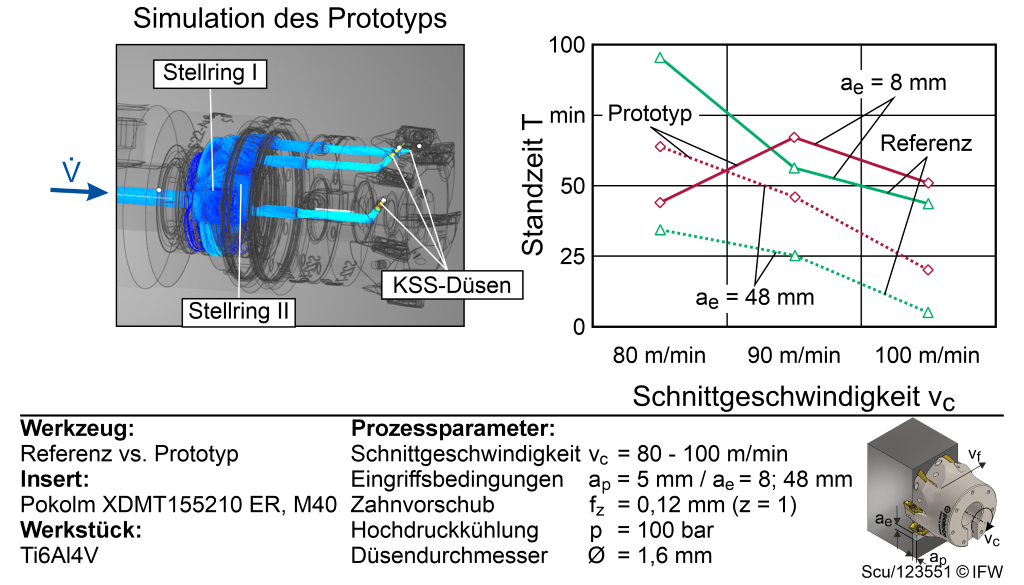
Referentne i primjenske studije za daljnji razvoj prototipa
Paralelno s konstruktivnim razvojem novog koncepta alata provedena su eksperimentalna ispitivanja trošenja kako bi se ocijenio potencijal performansi selektivnog opskrbljivanja hladnim sredstvom i kako bi se razvoj usmjerio. U tu svrhu obrađivana je titanova legura Ti6Al4V kako bi se uzeli u obzir visoki toplinski i mehanički stresovi tijekom razvoja. Referentni pokusi provedeni su s konvencionalnim frezarskim alatom s visokotlačnim unutarnjim hlađenjem. Pri tome su zabilježene ključne procesne karakteristike kao što su energetske potrebe opskrbe hladnim sredstvom, ponašanje trošenja i stabilnost procesa, koje su korištene kao osnovica za usporedbu s prototip sustavom. Na temelju toga istražene su različite razvojne faze prototipa sa selektivnim opskrbljivanjem hladnim sredstvom u identičnim eksperimentalnim okruženjima. Cilj je bio verifikacija raspodjele hladnog sredstva ovisno o zahvatu, kao i ocjena njegovog utjecaja na trošenje alata i energetske potrebe.
Jedan od središnjih aspekata istraživanja bila je funkcionalna validacija koncepta selektivnog hladnog maziva. Pokazalo se da je osnovna preusmjeravanja hladnog maziva ovisno o zahvatu u načelu moguća i da se može postići ciljano utjecanje na raspodjelu hladila u području rezanja. Istovremeno su se pojavile granice mehaničke realizacije. Konkretno, sukob ciljeva između brtvene učinkovitosti, krutosti i dinamičkog ponašanja doveo je do lokalnih curenja i zaobilaznih struja, zbog čega dio protoka nije učinkovito došao do reznih rubova. Rezultati koji su proizašli iz toga vraćeni su u razvojni proces i doveli su do postupnih konstruktivnih prilagodbi, posebno u vezi s geometrijom brtve i funkcionalnim površinama. Evaluacija ispitivanja obrade (vidi sliku 2, desno) pokazuje za Ti6Al4V da prototip posebno pri maloj širini zahvata (ae = 8 mm) i pri brzini rezanja od vc = 80 m/min postiže značajno povećanje trajnosti (dostizanje kraja trajnosti pri širini oznake trošenja VB = 200 µm) u usporedbi s referencom. Ovisno o kombinaciji parametara, postignuta su povećanja trajnosti do 142 %. S povećanjem širine zahvata (ae = 48 mm) pokazuje se da se povećanje trajnosti smanjuje zbog selektivnog dovoda KSS (do otprilike 85 %).
Rezultati pokazuju da je selektivna opskrba hladnim sredstvom posebno učinkovita pri maloj širini zahvata. U tim slučajevima, vremenski i prostorno ciljana hlađenja dovode do smanjenja lokalnih temperaturnih vrhova na reznoj ivici. S druge strane, kod većih širina zahvata dominira ukupno povećano termičko opterećenje, što smanjuje relativnu korist selektivnog hlađenja. Dodatno, u okviru istraživanja razmatran je materijal 42CrMo4, za koji u ispitivanom parametarskom prostoru, unatoč osnovno postavljenoj redukciji termičkog opterećenja, nije moglo biti dokazano značajno povećanje trajnosti u odnosu na referentnu obradu. To ukazuje na to da ovdje utjecaj hladnog sredstva ne donosi sistemsku prednost u procesu.
Istraživanja u cjelini potvrđuju značajan potencijal selektivne opskrbe hladnim mazivom ovisno o primjeni, pri čemu su posebno za materijal Ti6Al4V pod umjerenim uvjetima obrade dokazani povoljni učinci u pogledu ponašanja trošenja i stabilnosti procesa. Učinak se u velikoj mjeri temelji na vremenski usklađenom pružanju hladnog maziva u području obrade i s tim povezanoj redukciji termičkih promjenjivih opterećenja.
Autori: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Kontakt:


