


El aumento de los precios de la energía pone cada vez más el foco en la eficiencia energética de los procesos de mecanizado. Una parte importante, a menudo subestimada, del consumo de energía se produce al proporcionar refrigerante a altas presiones. Debido a las particularidades cinemáticas del fresado, parte de los filos no están en contacto. Sin embargo, estos se suministran continuamente con refrigerante. Especialmente en ángulos de corte pequeños, una parte considerable del caudal permanece sin utilizar.
Un enfoque prometedor para mejorar la eficiencia consiste en proporcionar el refrigerante solo donde realmente se necesita. Por lo tanto, el objetivo del proyecto de investigación es el suministro selectivo de filos activos para reducir la cantidad de refrigerante necesaria. Para implementar este principio, se desarrolló un concepto de herramienta con función de ajuste mecánico (ver Figura 1). Esto permite un control dependiente de la posición de los canales de refrigerante y forma la base para un primer prototipo funcional.
Desarrollo basado en simulaciones del novedoso concepto de herramienta
El punto de partida del desarrollo fue un principio de ajuste mecánico, en el que el refrigerante ya no se suministra simultáneamente a todos los filos, sino que se distribuye de manera selectiva a través de áreas de apertura definidas. Para ello, se diseñó un cuerpo de herramienta con canales de refrigeración integrados, cuyo suministro se realiza a través de anillos de ajuste fijos en relación con la herramienta.
En el proceso de desarrollo posterior, se elaboró gradualmente el principio funcional utilizando herramientas de diseño y simulación. Un enfoque principal fue el diseño de la mecánica de ajuste, que realiza el movimiento relativo necesario entre la herramienta rotativa y el elemento de ajuste fijo. Esto permite que los canales de refrigeración individuales se abran o cierren periódicamente dependiendo del ángulo de rotación. El análisis basado en simulaciones de los procesos de flujo también permitió identificar áreas con presión estática elevada, que se tuvieron en cuenta especialmente al diseñar la geometría del canal y los puntos de sellado (ver Figura 2, izquierda). La geometría de los canales de flujo y la ubicación de los puntos de sellado se optimizaron en función de esto, para minimizar las pérdidas de presión y asegurar una distribución uniforme del refrigerante. Además, los resultados de la simulación de fluidos indicaron que una reducción del número de boquillas activas de un máximo de siete a dos o tres boquillas podría llevar a una disminución del caudal de aproximadamente un 57 a un 71%. Se presentaron desafíos especiales en el sellado de los componentes móviles bajo altas presiones de refrigerante. Al mismo tiempo, se debían limitar la fricción y el desgaste en la mecánica de ajuste para garantizar un funcionamiento confiable durante períodos prolongados. Para ello, se desarrollaron conceptos de sellado adecuados y se ajustó constructivamente el soporte de los anillos de ajuste. Además, se requería una forma compacta para mantener la rigidez necesaria de la herramienta y permitir la integración en interfaces de máquina existentes.
A través de la interacción iterativa entre diseño, simulación y pruebas prácticas, finalmente se creó un prototipo funcional que permite una distribución selectiva del refrigerante en los filos individuales y sirvió de base para las investigaciones experimentales posteriores.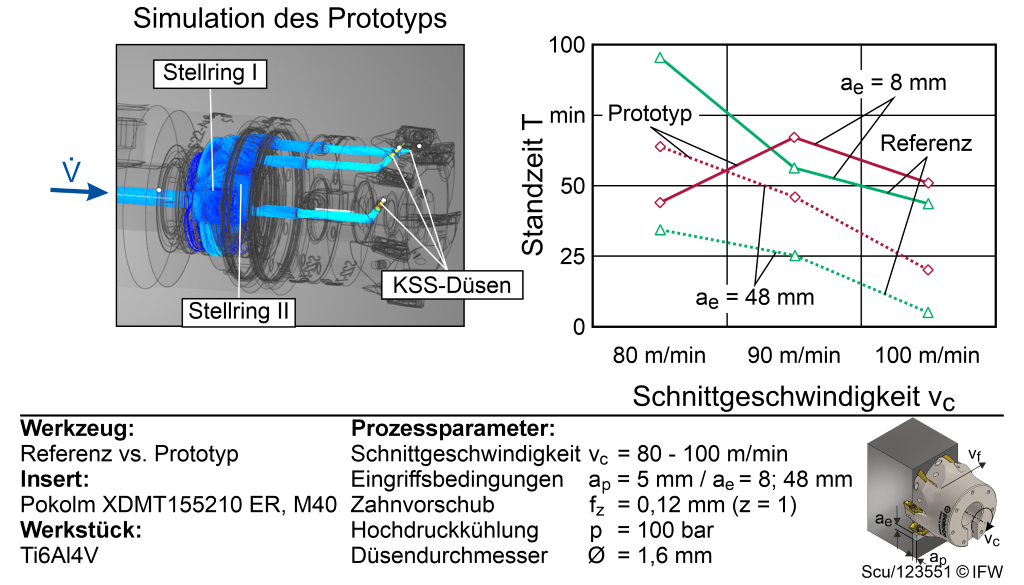
Investigaciones de referencia y aplicación para el desarrollo del prototipo
Paralelamente al desarrollo constructivo del novedoso concepto de herramienta, se llevaron a cabo investigaciones experimentales de desgaste para evaluar el potencial de rendimiento de un suministro selectivo de refrigerante y guiar el desarrollo de manera específica. Para ello, se fresó la aleación de titanio Ti6Al4V para tener en cuenta altas cargas térmicas y mecánicas durante el desarrollo. Las pruebas de referencia se realizaron con una herramienta de fresado convencional con refrigeración interna a alta presión. Se registraron características centrales del proceso como el consumo de energía del suministro de refrigerante, el comportamiento de desgaste y la estabilidad del proceso, y se utilizaron como base de comparación para el sistema prototipo. A partir de esto, se investigaron diferentes etapas de desarrollo de un prototipo con suministro selectivo de refrigerante en entornos de prueba idénticos. El objetivo era verificar la distribución del refrigerante dependiente del contacto y evaluar su influencia en el desgaste de la herramienta y el consumo de energía.
Un aspecto central de las investigaciones fue la validación funcional del concepto de refrigerante selectivo. Se demostró que es fundamentalmente realizable un desvío del refrigerante dependiente del contacto y que se logra una influencia selectiva en la distribución del refrigerante en el área de corte. Sin embargo, también surgieron límites en la implementación mecánica. En particular, el conflicto de objetivos entre la efectividad del sellado, la rigidez y el comportamiento dinámico llevó a fugas locales y flujos de bypass, de modo que una parte del caudal no llegó de manera efectiva a los filos. Los conocimientos resultantes se retroalimentaron en el proceso de desarrollo y llevaron a ajustes constructivos graduales, especialmente en la geometría de sellado y las superficies funcionales. La evaluación de las pruebas de mecanizado (ver Figura 2, derecha) muestra para Ti6Al4V que el prototipo, especialmente con un ancho de corte pequeño (ae = 8 mm) y una velocidad de corte de vc = 80 m/min, logra un aumento significativo en la vida útil (alcanzando el final de la vida útil con un ancho de marcas de desgaste VB = 200 µm) en comparación con la referencia. Dependiendo de la combinación de parámetros, se lograron aumentos en la vida útil de hasta un 142%. A medida que aumenta el ancho de corte (ae = 48 mm), se observa que el aumento de la vida útil se reduce debido al suministro selectivo de refrigerante (hasta aproximadamente un 85%).
Los resultados muestran que el suministro selectivo de refrigerante es especialmente efectivo en anchos de corte pequeños. En estos casos, la refrigeración temporal y espacialmente dirigida conduce a una reducción de los picos de temperatura locales en el filo. Sin embargo, en anchos de corte más grandes, domina la carga térmica total aumentada, lo que reduce el beneficio relativo de la refrigeración selectiva. Además, en el marco de las investigaciones, también se consideró el material 42CrMo4, para el cual no se pudo demostrar un aumento significativo en la vida útil en comparación con el mecanizado de referencia en el rango de parámetros investigado, a pesar de la reducción de la carga térmica que se buscaba. Esto sugiere que aquí la influencia del refrigerante no proporciona una ventaja de proceso sistemática.
En general, las investigaciones confirman un potencial claramente dependiente de la aplicación del suministro selectivo de refrigerante, donde se pudieron demostrar efectos beneficiosos en el comportamiento de desgaste y la estabilidad del proceso, especialmente para el material Ti6Al4V bajo condiciones de corte moderadas. El efecto se basa principalmente en la provisión temporalmente coordinada del refrigerante en el área de contacto y la reducción asociada de las cargas térmicas alternas.
Autores: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Contacto:


