


L'aumento dei prezzi dell'energia mette sempre più in evidenza l'efficienza energetica dei processi di lavorazione. Una parte significativa, spesso sottovalutata, del consumo energetico si verifica durante la fornitura di fluidi di raffreddamento e lubrificazione ad alta pressione. A causa delle peculiarità cinematiche fresatura, una parte dei taglienti non è in contatto. Tuttavia, questi vengono continuamente alimentati con fluidi di raffreddamento e lubrificazione. Soprattutto con angoli di attacco ridotti, una parte considerevole del flusso volumetrico rimane inutilizzata.
Un approccio promettente per migliorare l'efficienza consiste nel fornire il fluido di raffreddamento e lubrificazione solo dove è realmente necessario. L'obiettivo del progetto di ricerca è quindi la fornitura selettiva delle lame attive per ridurre la quantità di fluido di raffreddamento e lubrificazione necessaria. Per attuare questo principio è stato sviluppato un concetto di utensile con funzione di azionamento meccanico (cfr. Figura 1). Questo consente un controllo dipendente dalla posizione dei canali del fluido di raffreddamento e lubrificazione e costituisce la base per un primo prototipo funzionante.
Sviluppo basato su simulazioni del nuovo concetto di utensile
Il punto di partenza dello sviluppo è stato un principio di azionamento meccanico, in cui il fluido di raffreddamento e lubrificazione non viene più fornito contemporaneamente a tutti i bordi, ma viene distribuito in modo mirato attraverso aree di apertura definite. A tal fine, è stato progettato un corpo utensile con canali di raffreddamento integrati, la cui alimentazione avviene tramite anelli di regolazione fissati relativamente all'utensile.
Nel processo di sviluppo ulteriore, il principio di funzionamento è stato elaborato gradualmente utilizzando strumenti di progettazione e simulazione. Un focus essenziale è stato posto sulla progettazione della meccanica di attuazione, che realizza il movimento relativo necessario tra lo strumento rotante e l'elemento di attuazione fisso. In questo modo, singoli canali di raffreddamento possono essere aperti o chiusi periodicamente a seconda dell'angolo di rotazione. L'analisi supportata dalla simulazione dei processi di flusso ha inoltre permesso di identificare aree con pressione statica elevata, che sono state particolarmente considerate nella progettazione della geometria dei canali e dei punti di tenuta (cfr. Figura 2, a sinistra). La geometria dei canali di flusso e il posizionamento dei punti di tenuta sono stati ottimizzati in base a ciò, per minimizzare le perdite di pressione e garantire una distribuzione uniforme del fluido di raffreddamento e lubrificazione. Inoltre, i risultati della simulazione dei fluidi hanno indicato che una riduzione del numero di ugelli attivi da un massimo di sette a due o tre ugelli può portare a una diminuzione del flusso volumetrico di circa il 57-71%. Sfide particolari sono emerse nella tenuta dei componenti mobili sotto elevate pressioni del fluido di raffreddamento e lubrificazione. Allo stesso tempo, era necessario limitare l'attrito e l'usura nella meccanica di attuazione per garantire un funzionamento affidabile nel tempo. A tal fine, sono stati sviluppati concetti di tenuta adeguati e la sospensione degli anelli di attuazione è stata progettata in modo costruttivo. Inoltre, era necessaria una forma costruttiva compatta per mantenere la rigidità necessaria dello strumento e consentire l'integrazione nelle interfacce delle macchine esistenti.
Attraverso l'interazione iterativa tra progettazione, simulazione e sperimentazione pratica è stato infine realizzato un prototipo funzionante, che consente una distribuzione mirata del fluido di raffreddamento e lubrificazione sulle singole lame e ha costituito la base per le successive indagini sperimentali.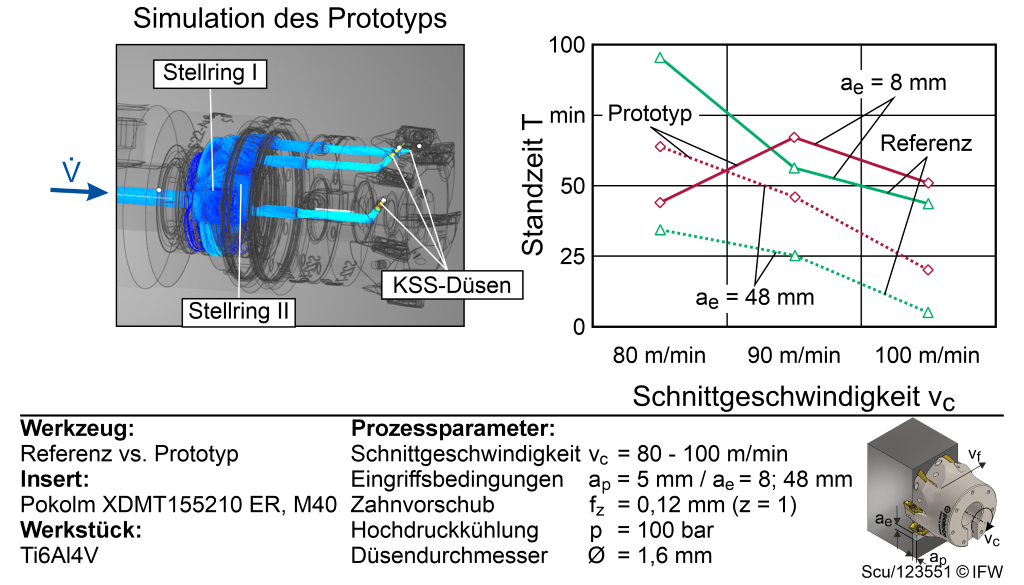
Ricerche di riferimento e applicazione per lo sviluppo ulteriore del prototipo
Parallelamente allo sviluppo costruttivo del nuovo concetto di utensile, sono stati condotti studi sperimentali sull'usura per valutare il potenziale di prestazione di un approvvigionamento selettivo di fluidi di raffreddamento e lubrificazione, accompagnando così lo sviluppo in modo mirato. A tal fine, è stata fresata la lega di titanio Ti6Al4V, per tenere conto di elevate sollecitazioni termiche e meccaniche durante lo sviluppo. I test di riferimento sono stati effettuati con un utensile da fresatura convenzionale dotato di raffreddamento interno ad alta pressione. Sono state registrate grandezze chiave del processo come il fabbisogno energetico dell'approvvigionamento di fluidi di raffreddamento e lubrificazione, il comportamento all'usura e la stabilità del processo, utilizzandole come base di confronto per il sistema prototipale. Sulla base di ciò, sono stati esaminati diversi stadi di sviluppo di un prototipo con approvvigionamento selettivo di fluidi di raffreddamento in ambienti di prova identici. L'obiettivo era la verifica della distribuzione del refrigerante dipendente dall'intervento e la valutazione del suo impatto sull'usura dell'utensile e sul fabbisogno energetico.
Un aspetto centrale delle indagini è stata la validazione funzionale del concetto di refrigerante selettivo. È emerso che un deviatore del refrigerante dipendente dall'intervento è fondamentalmente realizzabile e che si può ottenere un'influenza mirata sulla distribuzione del refrigerante nell'area di taglio. Tuttavia, sono emerse delle limitazioni nell'implementazione meccanica. In particolare, il conflitto di obiettivi tra effetto di tenuta, rigidità e comportamento dinamico ha portato a perdite locali e flussi di bypass, con conseguente inefficacia di parte del flusso di alimentazione che non raggiungeva le lame. Le conoscenze derivanti sono state reintegrate nel processo di sviluppo, portando a modifiche costruttive graduali, in particolare alla geometria di tenuta e alle superfici funzionali. L'analisi dei test di lavorazione (cfr. Figura 2, a destra) mostra per Ti6Al4V che il prototipo, in particolare con una bassa larghezza di intervento (ae = 8 mm) e una velocità di taglio di vc = 80 m/min, ha raggiunto un notevole aumento della durata (raggiungendo la fine della durata con una larghezza di usura VB = 200 µm) rispetto al riferimento. A seconda della combinazione dei parametri, sono stati ottenuti aumenti della durata fino al 142%. Con l'aumento della larghezza di intervento (ae = 48 mm), si osserva che l'aumento della durata viene ridotto dall'apporto selettivo del refrigerante (fino a circa l'85%).
I risultati mostrano che l'approvvigionamento selettivo del fluido di raffreddamento e lubrificazione è particolarmente efficace in caso di bassa larghezza di intervento. In questi casi, il raffreddamento mirato nel tempo e nello spazio porta a una riduzione dei picchi di temperatura locali sulla lama. Al contrario, con larghezze di intervento maggiori, domina il carico termico complessivamente aumentato, riducendo così il vantaggio relativo del raffreddamento selettivo. Inoltre, nell'ambito delle indagini è stato considerato anche il materiale 42CrMo4, per il quale, nell'intervallo di parametri esaminato, non è stata dimostrata alcuna significativa aumento della durata rispetto alla lavorazione di riferimento, nonostante l'obiettivo di ridurre il carico termico. Ciò suggerisce che l'influenza del fluido di raffreddamento e lubrificazione non fornisce un vantaggio sistematico nel processo.
In generale, le indagini confermano un potenziale chiaramente dipendente dall'applicazione della fornitura selettiva di lubrificanti refrigeranti, evidenziando in particolare per il materiale Ti6Al4V, sotto condizioni di intervento moderate, effetti vantaggiosi riguardo al comportamento all'usura e alla stabilità del processo. L'effetto si basa principalmente sulla fornitura temporale coordinata del lubrificante refrigerante nell'area di intervento e sulla conseguente riduzione dei carichi termici variabili.
Autori: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Contatto:


