


Зростання цін на енергію все більше ставить енергоефективність процесів обробки в центр уваги промислових застосувань. Значна, часто недооцінена частина споживання енергії виникає під час подачі охолоджуючої рідини під високим тиском. Через кінематичні особливості фрезерування частина різців не знаходиться в контакті. Проте вони постійно забезпечуються охолоджуючою рідиною. Особливо при малих кутах входження значна частина обсягу потоку залишається невикористаною.
Обіцяючим підходом до підвищення ефективності є постачання охолоджуючої рідини лише в тих місцях, де вона дійсно потрібна. Метою дослідницького проекту є селективне забезпечення активних різальних крайок для зменшення необхідної кількості охолоджуючої рідини. Для реалізації цього принципу було розроблено концепцію інструмента з механічною функцією управління (див. малюнок 1). Це дозволяє позиційно керувати каналами охолоджуючої рідини і є основою для першого функціонального прототипу.
Симуляційно підтримуваний розвиток новаторської концепції інструментів
Вихідною точкою розробки стало механічне принцип роботи, при якому охолоджуюча рідина більше не подається одночасно до всіх різців, а цілеспрямовано розподіляється через визначені відкриті зони. Для цього було сконструйовано основне тіло інструмента з інтегрованими охолоджуючими каналами, постачання яких здійснюється через відносно нерухомі регулювальні кільця.
У подальшому процесі розробки принцип функціонування поступово розроблявся за допомогою конструкторських і симуляційних інструментів. Основна увага була приділена проектуванню механізму управління, який реалізує необхідний відносний рух між обертовим інструментом і нерухомим елементом управління. Це дозволяє періодично відкривати або закривати окремі охолоджувальні канали в залежності від кута обертання. Аналіз течій, що підтримується симуляцією, також дозволив виявити області з підвищеним статичним тиском, які особливо враховувалися при проектуванні геометрії каналів і ущільнювальних місць (див. малюнок 2, зліва). Геометрія течій каналів та розташування ущільнювальних місць були оптимізовані на цій основі, щоб мінімізувати втрати тиску та забезпечити рівномірний розподіл охолоджувальної рідини. Крім того, результати симуляції рідини вказували на те, що зменшення кількості активних форсунок з максимальних семи до двох-трьох може призвести до зменшення обсягу потоку приблизно на 57-71%. Особливі труднощі виникли при ущільненні рухомих компонентів під високими тисками охолоджувальної рідини. Одночасно потрібно було обмежити тертя та знос у механізмі управління, щоб забезпечити надійну роботу протягом тривалого часу. Для цього були розроблені відповідні концепції ущільнення, а також конструктивно адаптовано підшипники управлінських кілець. Крім того, була потрібна компактна конструкція, щоб зберегти необхідну жорсткість інструмента та забезпечити інтеграцію в існуючі машинні інтерфейси.
В результаті ітеративної взаємодії між конструкцією, симуляцією та практичними випробуваннями був створений функціонуючий прототип, який дозволяє цілеспрямоване розподілення охолоджуючої мастила на окремі ріжучі кромки і став основою для подальших експериментальних досліджень.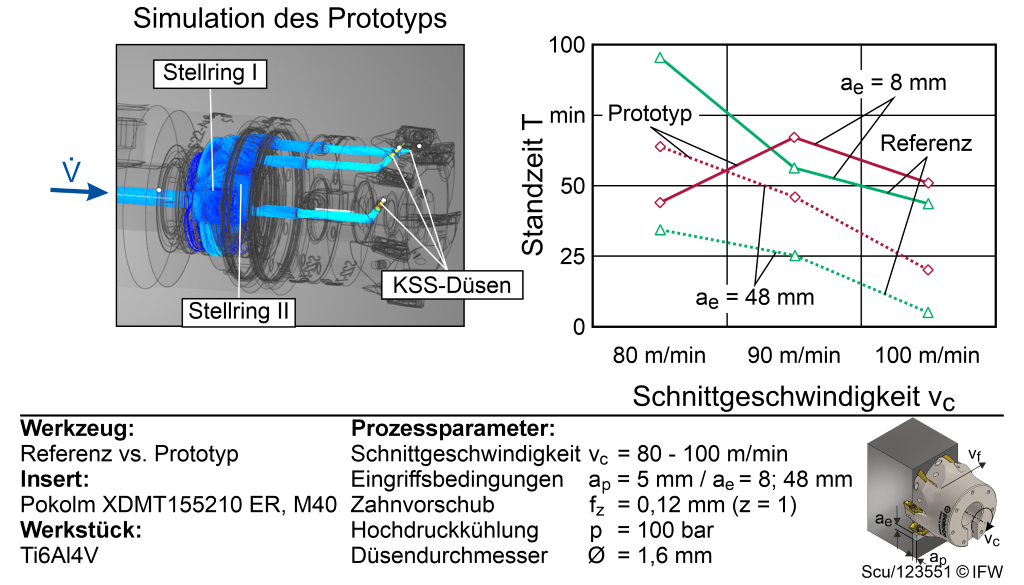
Дослідження посилань та застосувань для подальшого розвитку прототипу
Паралельно з конструктивною розробкою новаторської концепції інструменту були проведені експериментальні дослідження зношування, щоб оцінити потенціал продуктивності вибіркового постачання охолоджувальної рідини та цілеспрямовано супроводжувати розробку. Для цього була оброблена титановий сплав Ti6Al4V, щоб врахувати високі термічні та механічні навантаження під час розробки. Референсні випробування проводилися з використанням традиційного фрезерного інструменту з високим тиском внутрішнього охолодження. При цьому були зафіксовані основні процесуальні характеристики, такі як енергетичні витрати постачання охолоджувальної рідини, поведінка зношування та стабільність процесу, які використовувалися як базис для порівняння з прототипною системою. На основі цього були досліджені різні етапи розвитку прототипу з вибірковим постачанням охолоджувальної рідини в ідентичних випробувальних умовах. Метою було верифікувати залежність розподілу охолоджувальної рідини від втручання, а також оцінити її вплив на зношування інструменту та енергетичні витрати.
Центральним аспектом досліджень була функціональна валідація концепції селективного охолоджуючого мастила. При цьому виявилося, що залежна від втручання перенаправлення охолоджуючого мастила в принципі є здійсненною і досягається цілеспрямований вплив на розподіл охолоджуючого засобу в зоні різання. Водночас виникли межі механічної реалізації. Зокрема, конфлікт цілей між герметичністю, жорсткістю та динамічною поведінкою призвів до локальних витоків і обхідних потоків, внаслідок чого частина потоку не доходила ефективно до різальних країв. Отримані результати були повернуті в процес розробки і призвели до поетапних конструктивних коригувань, зокрема, в геометрії ущільнень та функціональних поверхнях. Аналіз випробувань на обробку (див. малюнок 2, праворуч) показує для Ti6Al4V, що прототип, зокрема, при малому розмірі втручання (ae = 8 мм) і при швидкості різання vc = 80 м/хв, досягає значного збільшення терміну служби (досягнення кінця терміну служби при ширині зношення VB = 200 мкм) у порівнянні з еталоном. Залежно від комбінації параметрів були досягнуті збільшення терміну служби до 142 %. Зі збільшенням розміру втручання (ae = 48 мм) видно, що збільшення терміну служби за рахунок селективного постачання охолоджуючого мастила зменшується (до приблизно 85 %).
Результати показують, що селективне постачання охолоджувально-мастильного матеріалу є ефективним, особливо при невеликій ширині обробки. У цих випадках цілеспрямоване охолодження в часі та просторі призводить до зменшення локальних температурних піків на ріжучій кромці. Натомість при більших ширинах обробки домінує загальне підвищене теплове навантаження, внаслідок чого відносна вигода селективного охолодження зменшується. Додатково в рамках досліджень також було розглянуто матеріал 42CrMo4, для якого в досліджуваному параметричному просторі, незважаючи на основну мету зменшення теплового навантаження, не вдалося продемонструвати значного збільшення тривалості служби в порівнянні з референтною обробкою. Це вказує на те, що вплив охолоджувально-мастильного матеріалу не забезпечує систематичної переваги в процесі.
Загалом дослідження підтверджують значний потенціал селективного постачання охолоджуючої рідини, залежно від застосування, при цьому особливо для матеріалу Ti6Al4V за помірних умов обробки були продемонстровані вигідні ефекти щодо зносостійкості та стабільності процесу. Ефект в основному базується на своєчасному постачанні охолоджуючої рідини в зоні обробки та пов'язаному з цим зменшенні термічних коливань навантаження.
Автори: Беренд Декена, Бенджамін Бергман, Олександр Шульце
Контакт:


