


Rosnące ceny energii coraz bardziej zwracają uwagę na efektywność energetyczną procesów obróbczych w zastosowaniach przemysłowych. Znaczący, często niedoceniany udział w zużyciu energii pochodzi z dostarczania chłodziwa pod wysokim ciśnieniem. Z powodu kinematycznych szczególności frezowania część ostrzy nie jest w kontakcie z materiałem. Mimo to są one ciągle zasilane chłodziwem. Szczególnie przy małych kątach wejścia znaczna część przepływu objętościowego pozostaje niewykorzystana.
Obiecującym podejściem do poprawy efektywności jest dostarczanie chłodziwa tylko tam, gdzie jest ono rzeczywiście potrzebne. Celem projektu badawczego jest zatem selektywne zaopatrywanie aktywnych krawędzi w celu zmniejszenia ilości potrzebnego chłodziwa. W celu wdrożenia tej zasady opracowano koncepcję narzędzia z mechaniczną funkcją regulacyjną (patrz rysunek 1). Umożliwia to zależne od pozycji sterowanie kanałami chłodziwa i stanowi podstawę dla pierwszego działającego prototypu.
Symulacyjne wsparcie rozwoju nowatorskiej koncepcji narzędzi.
Punktem wyjścia rozwoju było mechaniczne zasady sterowania, w którym chłodziwo nie jest już jednocześnie dostarczane do wszystkich ostrzy, lecz celowo rozprowadzane przez zdefiniowane obszary otwarcia. W tym celu zaprojektowano podstawowy korpus narzędzia z zintegrowanymi kanałami chłodzącymi, którego zasilanie odbywa się za pomocą względnie stałych pierścieni sterujących w stosunku do narzędzia.
W dalszym procesie rozwoju zasada działania została stopniowo opracowana przy użyciu narzędzi konstrukcyjnych i symulacyjnych. Istotny nacisk położono na projektowanie mechanizmu sterującego, który realizuje wymaganą ruchomość względną między obracającym się narzędziem a stacjonarnym elementem sterującym. Dzięki temu poszczególne kanały chłodzące mogą być okresowo otwierane lub zamykane w zależności od kąta obrotu. Analiza procesów przepływowych wspierana symulacjami umożliwiła również identyfikację obszarów o podwyższonym ciśnieniu statycznym, które szczególnie uwzględniono przy projektowaniu geometrii kanałów i miejsc uszczelniających (zob. Rysunek 2, lewa strona). Geometria kanałów przepływowych oraz pozycjonowanie miejsc uszczelniających zostały na tej podstawie zoptymalizowane, aby zminimalizować straty ciśnienia i zapewnić równomierne rozprowadzenie środka chłodzącego. Ponadto wyniki symulacji płynów sugerowały, że redukcja liczby aktywnych dysz z maksymalnie siedmiu do dwóch lub trzech dysz może prowadzić do zmniejszenia przepływu objętościowego o około 57 do 71%. Szczególne wyzwania pojawiły się przy uszczelnianiu ruchomych elementów przy wysokich ciśnieniach środka chłodzącego. Jednocześnie należało ograniczyć tarcie i zużycie w mechanizmie sterującym, aby zapewnić niezawodne działanie przez dłuższy czas eksploatacji. W tym celu opracowano odpowiednie koncepcje uszczelnienia, a konstrukcja łożysk pierścieni sterujących została dostosowana. Ponadto wymagana była kompaktowa forma konstrukcyjna, aby zachować niezbędną sztywność narzędzia i umożliwić integrację z istniejącymi interfejsami maszynowymi.
Dzięki iteracyjnemu współdziałaniu konstrukcji, symulacji i praktycznych prób powstał w końcu funkcjonalny prototyp, który umożliwia precyzyjne rozprowadzenie chłodziwa na poszczególnych ostrzach i stanowił podstawę dla kolejnych badań eksperymentalnych.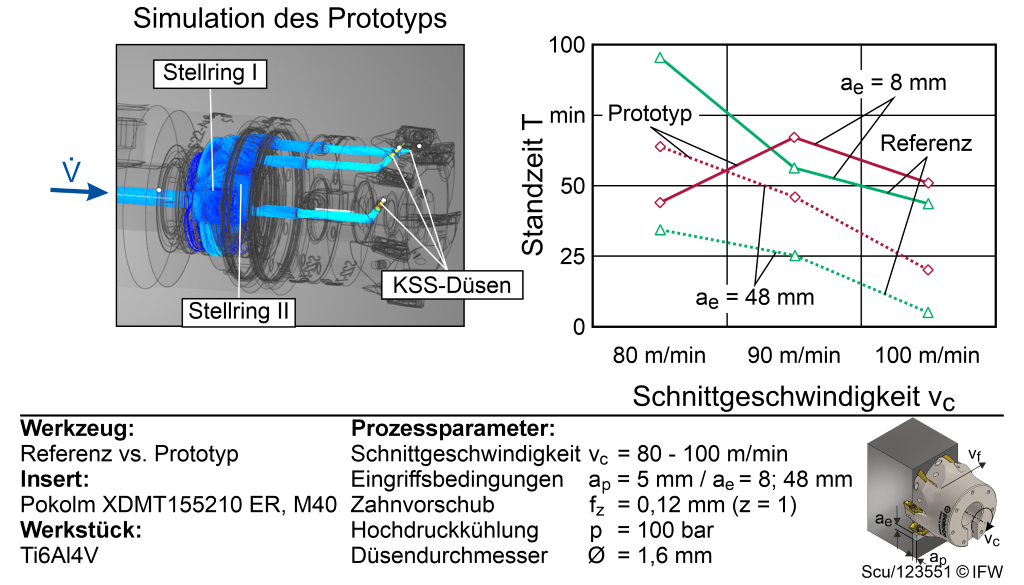
Badania referencyjne i zastosowania w celu dalszego rozwoju prototypu.
Równolegle do konstruktywnego rozwoju nowatorskiej koncepcji narzędzia przeprowadzono eksperymentalne badania zużycia, aby ocenić potencjał wydajności selektywnego zasilania chłodziwem i celowo towarzyszyć rozwojowi. W tym celu frezowano stop tytanu Ti6Al4V, aby uwzględnić wysokie obciążenia termiczne i mechaniczne podczas rozwoju. Badania referencyjne przeprowadzono z użyciem konwencjonalnego narzędzia frezarskiego z chłodzeniem wewnętrznym pod wysokim ciśnieniem. Zarejestrowano kluczowe parametry procesu, takie jak zapotrzebowanie energetyczne zasilania chłodziwem, zachowanie zużycia oraz stabilność procesu, które posłużyły jako baza porównawcza dla systemu prototypowego. Na tej podstawie zbadano różne etapy rozwoju prototypu z selektywnym zasilaniem chłodziwem w identycznych warunkach próbnych. Celem było zweryfikowanie rozkładu chłodziwa zależnego od interwencji oraz ocena jego wpływu na zużycie narzędzi i zapotrzebowanie energetyczne.
Centralnym aspektem badań była funkcjonalna walidacja koncepcji selektywnego chłodziwa. Wykazano, że możliwe jest zasadniczo wprowadzenie zmiany kierunku chłodziwa w zależności od interwencji, co pozwala na celowe wpływanie na rozkład chłodziwa w obszarze skrawania. Jednocześnie jednak pojawiły się ograniczenia w realizacji mechanicznej. W szczególności konflikt celów między szczelnością, sztywnością a zachowaniem dynamicznym prowadził do lokalnych wycieków i przepływów omijających, przez co część strumienia roboczego nie docierała skutecznie do ostrzy. Uzyskane wnioski zostały wprowadzone do procesu rozwoju i doprowadziły do stopniowych dostosowań konstrukcyjnych, szczególnie w zakresie geometrii uszczelnień i powierzchni funkcjonalnych. Analiza prób skrawania (patrz rysunek 2, po prawej) pokazuje, że dla Ti6Al4V prototyp, szczególnie przy małej szerokości interwencji (ae = 8 mm) i prędkości skrawania vc = 80 m/min, osiąga wyraźny wzrost trwałości narzędzia (osiągnięcie końca trwałości przy szerokości oznakowania zużycia VB = 200 µm) w porównaniu do referencji. W zależności od kombinacji parametrów osiągnięto wzrost trwałości do 142%. Wraz ze wzrostem szerokości interwencji (ae = 48 mm) widać, że wzrost trwałości jest ograniczany przez selektywny dopływ chłodziwa (do około 85%).
Wyniki pokazują, że selektywne dostarczanie chłodziwa jest szczególnie skuteczne przy małej szerokości skrawania. W takich przypadkach czasowe i przestrzenne ukierunkowanie chłodzenia prowadzi do redukcji lokalnych szczytów temperatury na ostrzu. Natomiast przy większych szerokościach skrawania dominuje ogólne zwiększenie obciążenia termicznego, co powoduje spadek względnych korzyści z selektywnego chłodzenia. Dodatkowo w ramach badań rozważano materiał 42CrMo4, dla którego w badanym zakresie parametrów, mimo zasadniczo dążonej redukcji obciążenia termicznego, nie udało się wykazać znaczącego wzrostu trwałości w porównaniu do obróbki referencyjnej. Sugeruje to, że wpływ chłodziwa nie przynosi systematycznej przewagi procesowej.
Ogólnie rzecz biorąc, badania potwierdzają wyraźnie zależny od zastosowania potencjał selektywnego podawania chłodziwa, przy czym szczególnie dla materiału Ti6Al4V w umiarkowanych warunkach obróbczych udowodniono korzystne efekty dotyczące zachowania się w zakresie zużycia oraz stabilności procesu. Efekt ten opiera się głównie na czasowo skoordynowanym dostarczaniu chłodziwa w obszarze obróbki oraz związanej z tym redukcji termicznych obciążeń cyklicznych.
Autorzy: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Kontakt:


