


A növekvő energiaárak egyre inkább a forgácsolási folyamatok energiahatékonyságára irányítják a figyelmet az ipari alkalmazásokban. Az energiafogyasztás egy lényeges, gyakran alábecsült része a hűtő-kenőanyag magas nyomáson történő biztosításából adódik. A marás kinematikai sajátosságai miatt a vágóél egy része nem érintkezik az anyaggal. Ennek ellenére ezeket folyamatosan hűtő-kenőanyaggal látják el. Különösen kis behatolási szögeknél a térfogatáram jelentős része így kihasználatlan marad.
Egy ígéretes megközelítés a hatékonyság javítására az, hogy a hűtő-kenőanyagot csak ott biztosítják, ahol valóban szükség van rá. A kutatási projekt célja ezért az aktív vágóél selektív ellátása a szükséges hűtő-kenőanyag mennyiségének csökkentése érdekében. Ezen elv megvalósításához egy mechanikus állítófunkcióval rendelkező szerszámkoncepciót fejlesztettek ki (lásd az 1. ábrát). Ez lehetővé teszi a hűtő-kenőanyag csatornák pozíciófüggő vezérlését, és alapot ad egy első működő prototípus számára.
Szimulációval támogatott fejlesztés az új szerszámkoncepcióhoz
A fejlesztés kiindulópontját egy mechanikus állítóelv képezte, amelynél a hűtő-kenőanyag nem egyszerre kerül az összes vágószélére, hanem célzottan, meghatározott nyitási területeken keresztül kerül elosztásra. Ehhez egy olyan szerszám alaptestet terveztek, amelybe integrált hűtőcsatornák vannak, és amelynek ellátása a szerszámhoz viszonyítva rögzített állítógyűrűkön keresztül történik.
A további fejlesztési folyamat során a funkcióelv alapján fokozatosan kidolgozták a konstrukciós és szimulációs eszközök segítségével. A lényegi hangsúly a pozicionáló mechanika megtervezésére helyeződött, amely a szükséges relatív mozgást valósítja meg a forgó szerszám és a rögzített pozicionáló elem között. Ennek következtében az egyes hűtőcsatornák a forgásszögtől függően időszakosan nyithatók vagy zárhatók. A folyamatok szimulációs alapú elemzése lehetővé tette a megnövekedett statikus nyomással rendelkező területek azonosítását, amelyeket a csatorna geometria és a tömítési pontok tervezése során különösen figyelembe vettek (lásd 2. ábra, balra). A folyadékcsatornák geometriáját és a tömítési pontok elhelyezését ennek megfelelően optimalizálták, hogy minimalizálják a nyomásveszteségeket és biztosítsák a hűtő-kenőanyag egyenletes eloszlását. Ezenkívül a folyadékszimuláció eredményei arra utaltak, hogy a maximális hét aktív fúvóka számának csökkentése két-három fúvókára körülbelül 57-71%-os csökkenést eredményezhet a térfogatáramban. Különleges kihívások merültek fel a mozgó alkatrészek tömítésénél magas hűtő-kenőanyag nyomások mellett. Ugyanakkor a súrlódást és a kopást a pozicionáló mechanikában korlátozni kellett, hogy megbízható működést biztosítsanak hosszabb üzemidő alatt. Ehhez megfelelő tömítési koncepciókat dolgoztak ki, és a pozicionáló gyűrűk támasztását konstrukciósan módosították. Ezen kívül kompakt felépítésre volt szükség a szerszám szükséges merevségének megőrzéséhez és a meglévő gép interfészekbe való integráció lehetővé tételéhez.
A konstrukció, szimuláció és gyakorlati kipróbálás iteratív együttműködése révén végül egy működőképes prototípus jött létre, amely lehetővé teszi a hűtő-kenőanyag célzott elosztását az egyes vágóélekre, és alapot teremtett a későbbi kísérleti vizsgálatokhoz.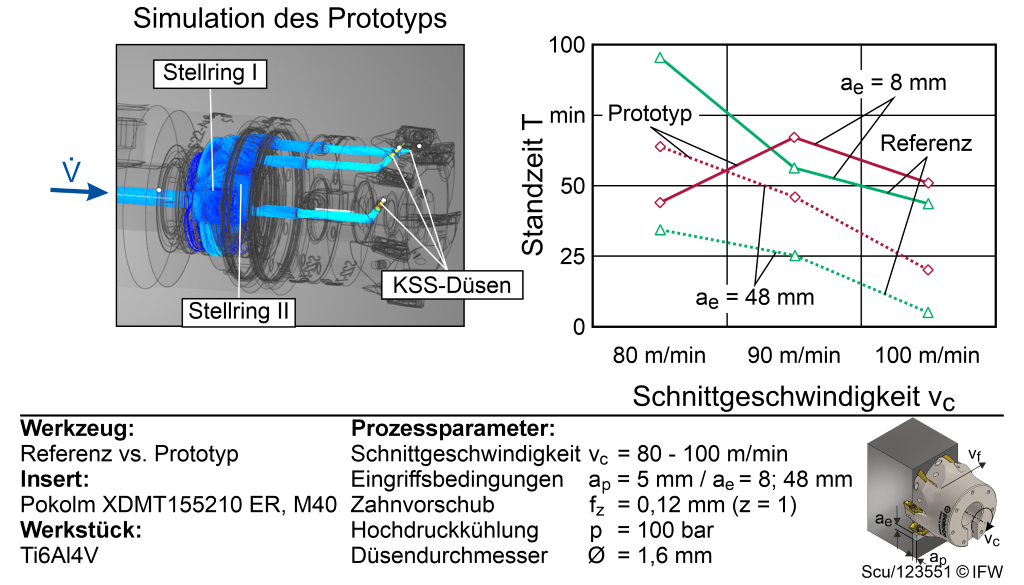
Referenciális és alkalmazási vizsgálatok a prototípus továbbfejlesztéséhez.
Párhuzamosan az új típusú szerszámkoncepció konstruktív fejlesztésével kísérleti kopásvizsgálatokat végeztek a szelektív hűtő-kenőanyag-ellátás teljesítménypotenciáljának értékelésére és a fejlesztés célzott kísérésére. Ehhez a Ti6Al4V titánötvözetet frezelték, hogy figyelembe vegyék a magas hő- és mechanikai terheléseket a fejlesztés során. A referencia kísérletek hagyományos frezáló szerszámmal, magasnyomású belső hűtéssel történtek. Ekkor központi folyamatjellemzőket, mint a hűtő-kenőanyag-ellátás energiaigénye, a kopásviselkedés és a folyamatstabilitás, rögzítettek, és összehasonlítási alapként használták a prototípus rendszerhez. Ezen alapokra építve különböző fejlesztési szakaszait vizsgálták egy szelektív hűtő-kenőanyag-ellátással rendelkező prototípusnak az azonos kísérleti környezetekben. A cél a beavatkozásfüggő hűtőfolyadék-eloszlás verifikálása, valamint annak hatásának értékelése volt a szerszámkopásra és az energiaigényre.
A vizsgálatok központi aspektusa a szelektív hűtő-kenőanyag koncepció funkcionális validálása volt. Ebből kiderült, hogy a hűtő-kenőanyag beavatkozásfüggő elterelése alapvetően megvalósítható, és célzottan befolyásolható a hűtőfolyadék eloszlása a vágási területen. Ugyanakkor a mechanikai megvalósítás határai is megjelentek. Különösen a tömítési hatás, a merevség és a dinamikai viselkedés közötti célkonfliktus helyi szivárgási és megkerülő áramlásokat eredményezett, így a szállítóáram egy része nem jutott el hatékonyan a vágóélhez. A belőle származó megállapításokat visszavezették a fejlesztési folyamatba, és fokozatos konstruktív módosításokhoz vezettek, különösen a tömítési geometriában és a funkcionális felületeken. A forgácsolási kísérletek kiértékelése (lásd 2. ábra, jobbra) azt mutatja, hogy a Ti6Al4V esetében a prototípus különösen kis beavatkozási szélességnél (ae = 8 mm) és 80 m/min vágási sebességnél jelentős élettartam-növekedést ért el (az élettartam végének elérése 200 µm kopási szélességnél) a referenciaértékhez képest. A paraméterkombinációktól függően akár 142%-os élettartam-növekedés is elérhető volt. A beavatkozási szélesség növekedésével (ae = 48 mm) látható, hogy az élettartam növekedése a szelektív KSS-ellátás révén csökken (kb. 85%-ig).
Az eredmények azt mutatják, hogy a szelektív hűtő-kenőanyag-ellátás különösen kis behatolási szélesség esetén hatékony. Ezekben az esetekben az időben és térben célzott hűtés a vágóél helyi hőmérsékleti csúcsainak csökkenéséhez vezet. Nagyobb behatolási szélességek esetén viszont a teljes hőterhelés növekedése dominál, ami csökkenti a szelektív hűtés relatív előnyét. Kiegészítőleg a vizsgálatok keretében a 42CrMo4 anyagot is figyelembe vették, amely esetében a vizsgált paramétertartományban, a hőterhelés alapvető csökkentésére irányuló cél ellenére, nem tudták kimutatni a referencia megmunkáláshoz képest jelentős állósági időnövekedést. Ez arra utal, hogy itt a hűtő-kenőanyag hatása nem nyújt szisztematikus folyamatelőnyt.
Összességében a vizsgálatok egyértelműen alkalmazásfüggő potenciált igazolnak a szelektív hűtő- és kenőanyag-ellátás terén, különösen a Ti6Al4V anyag esetében, ahol mérsékelt behatolási körülmények között kedvező hatások mutathatók ki a kopásviselkedés és a folyamatstabilitás tekintetében. A hatás alapvetően a hűtő- és kenőanyag időben összehangolt biztosításán alapul a behatolási területen, valamint a kapcsolódó hőmérsékleti ciklikus terhelések csökkentésén.
Szerzők: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Kapcsolat:


