


Rising energy prices are increasingly bringing the energy efficiency of machining processes into focus for industrial applications. A significant, often underestimated portion of energy consumption arises from the provision of coolant under high pressures. Due to the kinematic peculiarities of milling, part of the cutting edges is not engaged. Nevertheless, these are continuously supplied with coolant. Particularly at small engagement angles, a significant portion of the flow rate remains unused.
A promising approach to improving efficiency is to provide coolant only where it is actually needed. Therefore, the aim of the research project is to selectively supply active cutting edges to reduce the amount of coolant required. To implement this principle, a tool concept with a mechanical actuation function was developed (see Figure 1). This allows for a position-dependent control of the coolant channels and forms the basis for the first functional prototype.
Simulation-based development of the novel tool concept
The starting point of the development was a mechanical actuation principle, where the coolant is no longer supplied simultaneously to all cutting edges, but is distributed selectively through defined opening areas. For this purpose, a tool body with integrated cooling channels was constructed, whose supply is carried out via fixed actuating rings relative to the tool.
In the further development process, the functional principle was gradually elaborated using design and simulation tools. A key focus was on the design of the actuation mechanics, which realizes the required relative movement between the rotating tool and the stationary actuation element. This allows individual cooling channels to be periodically opened or closed depending on the rotational angle. The simulation-based analysis of the flow processes also enabled the identification of areas with increased static pressure, which were particularly considered in the design of the channel geometry and sealing points (see Figure 2, left). The geometry of the flow channels and the positioning of the sealing points were optimized based on this to minimize pressure losses and ensure an even distribution of the coolant. Furthermore, the results of the fluid simulation indicated that reducing the number of active nozzles from a maximum of seven to two or three could lead to a reduction in flow rate of about 57 to 71%. Special challenges arose in sealing the moving components under high coolant pressures. At the same time, friction and wear in the actuation mechanics had to be limited to ensure reliable operation over longer periods. Suitable sealing concepts were developed, and the design of the actuating rings was adjusted. Additionally, a compact design was necessary to maintain the required stiffness of the tool and enable integration into existing machine interfaces.
Through the iterative interplay of design, simulation, and practical testing, a functional prototype was ultimately created that allows for targeted distribution of coolant to individual cutting edges and formed the basis for subsequent experimental investigations.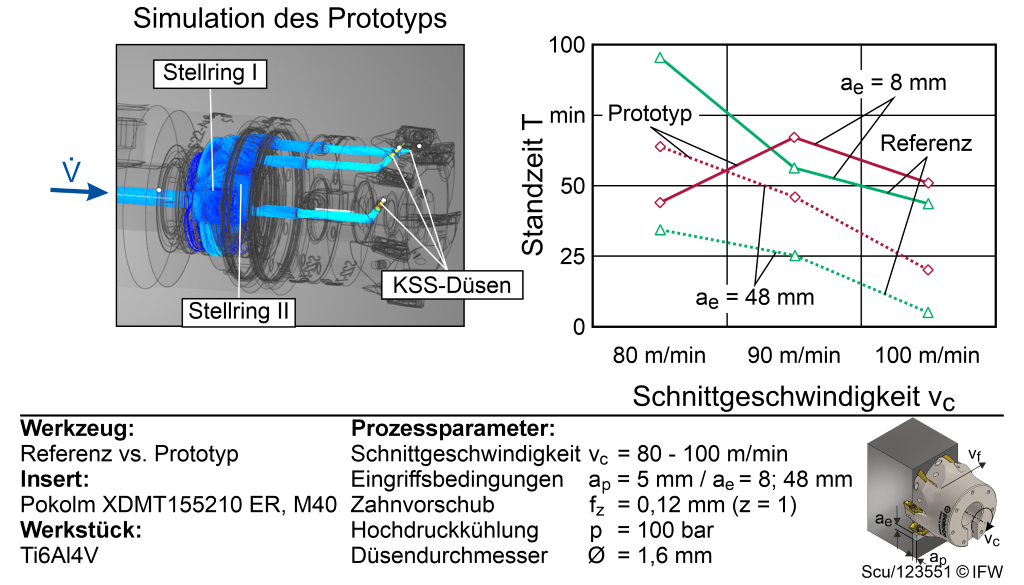
Reference and application studies for the further development of the prototype
In parallel with the constructive development of the novel tool concept, experimental wear studies were conducted to assess the performance potential of selective coolant supply and to guide the development purposefully. For this, the titanium alloy Ti6Al4V was milled to consider high thermal and mechanical loads during development. The reference tests were conducted with a conventional milling tool with high-pressure internal cooling. Key process parameters such as the energy demand of the coolant supply, wear behavior, and process stability were recorded and used as a comparison basis for the prototype system. Based on this, various development stages of a prototype with selective coolant supply were investigated in identical test environments. The goal was to verify the engagement-dependent coolant distribution and assess its influence on tool wear and energy demand.
A central aspect of the investigations was the functional validation of the selective coolant concept. It was shown that an engagement-dependent redirection of the coolant is fundamentally feasible and that a targeted influence on the coolant distribution in the cutting area is achieved. However, limits of mechanical implementation arose. In particular, the conflict between sealing effectiveness, stiffness, and dynamic behavior led to local leakage and bypass flows, causing part of the delivery flow not to effectively reach the cutting edges. The resulting insights were fed back into the development process and led to gradual constructive adjustments, especially to the sealing geometry and functional surfaces. The evaluation of the machining tests (see Figure 2, right) shows for Ti6Al4V that the prototype achieves a significant increase in tool life (reaching the end of tool life at a wear mark width VB = 200 µm) particularly at low engagement width (ae = 8 mm) and at a cutting speed of vc = 80 m/min compared to the reference. Depending on the parameter combination, tool life increases of up to 142% were achieved. With an increase in engagement width (ae = 48 mm), it is shown that the increase in tool life due to selective coolant supply is reduced (up to about 85%).
The results show that selective coolant supply is particularly effective at low engagement widths. In these cases, the temporally and spatially targeted cooling leads to a reduction in local temperature peaks at the cutting edge. However, at larger engagement widths, the overall increased thermal load dominates, reducing the relative benefit of selective cooling. Additionally, during the investigations, the material 42CrMo4 was also considered, for which no significant increase in tool life compared to the reference machining could be demonstrated in the examined parameter space despite the fundamentally aimed reduction of thermal load. This indicates that the influence of coolant does not provide a systematic process advantage here.
Overall, the investigations confirm a clearly application-dependent potential of selective coolant supply, particularly for the material Ti6Al4V under moderate engagement conditions, beneficial effects regarding wear behavior and process stability could be demonstrated. The effect is largely based on the temporally coordinated provision of coolant in the engagement area and the associated reduction of thermal alternating loads.
Authors: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Contact:


