


La hausse des prix de l'énergie met de plus en plus l'accent sur l'efficacité énergétique des processus d'usinage dans les applications industrielles. Une part essentielle, souvent sous-estimée, de la consommation d'énergie provient de la fourniture de lubrifiant de refroidissement sous haute pression. En raison des particularités cinématiques du fraisage, une partie des arêtes de coupe n'est pas en contact. Néanmoins, elles sont continuellement alimentées en lubrifiant de refroidissement. En particulier, avec de petits angles d'attaque, une part considérable du débit reste inutilisée.
Une approche prometteuse pour améliorer l'efficacité consiste à fournir le lubrifiant de refroidissement uniquement là où il est réellement nécessaire. L'objectif du projet de recherche est donc l'alimentation sélective des arêtes actives afin de réduire la quantité de lubrifiant de refroidissement nécessaire. Pour mettre en œuvre ce principe, un concept d'outil avec fonction d'actionnement mécanique a été développé (voir Figure 1). Cela permet un contrôle dépendant de la position des canaux de lubrifiant de refroidissement et constitue la base d'un premier prototype fonctionnel.
Développement basé sur des simulations du nouveau concept d'outil
Le point de départ du développement était un principe d'actionnement mécanique, où le lubrifiant de refroidissement n'est plus délivré simultanément à toutes les arêtes, mais est distribué de manière ciblée à travers des zones d'ouverture définies. À cet effet, un corps d'outil a été conçu avec des canaux de refroidissement intégrés, dont l'alimentation se fait par des anneaux d'actionnement fixes par rapport à l'outil.
Au cours du processus de développement ultérieur, le principe fonctionnel a été progressivement élaboré à l'aide d'outils de conception et de simulation. Un accent particulier a été mis sur la conception de la mécanique d'actionnement, qui réalise le mouvement relatif nécessaire entre l'outil rotatif et l'élément d'actionnement fixe. Cela permet d'ouvrir ou de fermer périodiquement certains canaux de refroidissement en fonction de l'angle de rotation. L'analyse basée sur des simulations des processus d'écoulement a également permis d'identifier des zones avec une pression statique accrue, qui ont été particulièrement prises en compte lors de la conception de la géométrie des canaux et des joints (voir Figure 2, à gauche). La géométrie des canaux d'écoulement ainsi que le positionnement des joints ont été optimisés en conséquence afin de minimiser les pertes de pression et d'assurer une distribution uniforme du lubrifiant de refroidissement. De plus, les résultats de la simulation des fluides ont indiqué qu'une réduction du nombre de buses actives de sept à deux ou trois pourrait entraîner une diminution du débit d'environ 57 à 71 %. Des défis particuliers se sont posés lors de l'étanchéité des pièces mobiles sous de fortes pressions de lubrifiant de refroidissement. En même temps, il était nécessaire de limiter le frottement et l'usure dans la mécanique d'actionnement afin d'assurer un fonctionnement fiable sur de longues périodes. À cet effet, des concepts d'étanchéité appropriés ont été développés et le montage des anneaux d'actionnement a été ajusté. De plus, une forme compacte était nécessaire pour maintenir la rigidité requise de l'outil et permettre l'intégration dans les interfaces de machine existantes.
Grâce à l'interaction itérative entre conception, simulation et essais pratiques, un prototype fonctionnel a finalement été créé, permettant une distribution ciblée du lubrifiant de refroidissement sur des arêtes individuelles et constituant la base des recherches expérimentales ultérieures.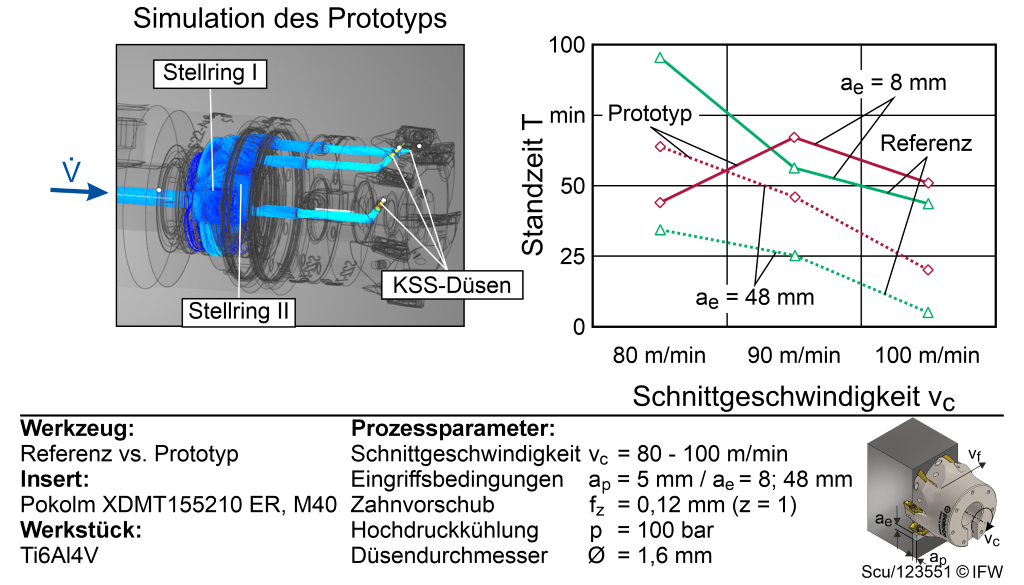
Études de référence et d'application pour le développement ultérieur du prototype
Parallèlement au développement constructif du nouveau concept d'outil, des études expérimentales sur l'usure ont été menées pour évaluer le potentiel de performance d'une alimentation sélective en lubrifiant de refroidissement et pour accompagner le développement de manière ciblée. À cet effet, l'alliage de titane Ti6Al4V a été fraisé pour prendre en compte de fortes charges thermiques et mécaniques lors du développement. Les essais de référence ont été réalisés avec un outil de fraisage conventionnel avec refroidissement interne haute pression. Des paramètres centraux du processus tels que les besoins énergétiques de l'alimentation en lubrifiant de refroidissement, le comportement d'usure et la stabilité du processus ont été enregistrés et utilisés comme base de comparaison pour le système prototype. Sur cette base, différentes étapes de développement d'un prototype avec alimentation sélective en lubrifiant de refroidissement ont été examinées dans des environnements d'essai identiques. L'objectif était de vérifier la distribution du liquide de refroidissement dépendante de l'interaction ainsi que d'évaluer son influence sur l'usure de l'outil et les besoins énergétiques.
Un aspect central des études était la validation fonctionnelle du concept de lubrifiant de refroidissement sélectif. Il a été démontré qu'un détournement du lubrifiant de refroidissement dépendant de l'interaction est fondamentalement réalisable et qu'une influence ciblée sur la distribution du liquide de refroidissement dans la zone de coupe est atteinte. Cependant, des limites de mise en œuvre mécanique sont également apparues. En particulier, le conflit d'objectifs entre l'effet d'étanchéité, la rigidité et le comportement dynamique a conduit à des fuites locales et à des écoulements de contournement, de sorte qu'une partie du débit de pompage n'atteignait pas efficacement les arêtes. Les connaissances résultantes ont été réintégrées dans le processus de développement et ont conduit à des ajustements constructifs progressifs, notamment au niveau de la géométrie des joints et des surfaces fonctionnelles. L'évaluation des essais d'usinage (voir Figure 2, à droite) montre pour le Ti6Al4V que le prototype atteint une augmentation significative de la durée de vie, en particulier avec une faible largeur d'attaque (ae = 8 mm) et une vitesse de coupe de vc = 80 m/min (atteinte de la fin de vie avec une largeur de marque d'usure VB = 200 µm) par rapport à la référence. Selon la combinaison de paramètres, des augmentations de durée de vie allant jusqu'à 142 % ont été obtenues. Avec l'augmentation de la largeur d'attaque (ae = 48 mm), il apparaît que l'augmentation de la durée de vie par l'alimentation sélective en lubrifiant de refroidissement est réduite (jusqu'à environ 85 %).
Les résultats montrent que l'alimentation sélective en lubrifiant de refroidissement est particulièrement efficace avec une faible largeur d'attaque. Dans ces cas, le refroidissement ciblé dans le temps et l'espace entraîne une réduction des pics de température locaux au niveau de la coupe. En revanche, avec des largeurs d'attaque plus importantes, la charge thermique globale accrue domine, ce qui réduit l'avantage relatif du refroidissement sélectif. De plus, dans le cadre des études, le matériau 42CrMo4 a également été examiné, pour lequel aucune augmentation significative de la durée de vie par rapport à l'usinage de référence n'a pu être prouvée dans l'espace de paramètres étudié, malgré la réduction de la charge thermique généralement visée. Cela indique que l'influence du lubrifiant de refroidissement n'apporte aucun avantage systématique au processus.
Dans l'ensemble, les études confirment un potentiel d'alimentation sélective en lubrifiant de refroidissement clairement dépendant de l'application, avec des effets avantageux concernant le comportement d'usure et la stabilité du processus démontrés en particulier pour le matériau Ti6Al4V dans des conditions d'attaque modérées. L'effet repose principalement sur la fourniture synchronisée du lubrifiant de refroidissement dans la zone d'attaque et la réduction des charges thermiques alternées qui en découle.
Auteurs : Berend Denkena, Benjamin Bergmann, Alexander Schulze
Contact :


