


Rostoucí ceny energie posouvají energetickou efektivitu obráběcích procesů stále více do centra pozornosti průmyslových aplikací. Podstatná, často podceňovaná část spotřeby energie vzniká při dodávce chladicího a mazacího prostředku pod vysokým tlakem. Vzhledem k kinematickým zvláštnostem frézování se část břitů nenachází v kontaktu. Přesto jsou tyto břity neustále zásobovány chladicím a mazacím prostředkem. Zejména při malých úhlech záběru zůstává tak značná část objemového toku nevyužita.
Nadějný přístup ke zlepšení efektivity spočívá v dodávání chladicího a mazacího prostředku pouze tam, kde je skutečně potřeba. Cílem výzkumného projektu je proto selektivní zásobování aktivních řezných hran za účelem snížení potřebného množství chladicího a mazacího prostředku. Pro realizaci tohoto principu byl vyvinut nástrojový koncept s mechanickou regulační funkcí (viz obrázek 1). Ten umožňuje polohově závislé řízení kanálů chladicího a mazacího prostředku a tvoří základ pro první funkční prototyp.
Simulacemi podpořený vývoj nového konceptu nástroje
Výchozím bodem vývoje byl mechanický regulační princip, při kterém se chladicí a mazací kapalina již nedodává současně na všechny břity, ale cíleně se rozděluje přes definované otvory. K tomu byl navržen základní těleso nástroje s integrovanými chladicími kanály, jehož zásobování probíhá prostřednictvím relativně k nástroji pevných regulačních kroužků.
V dalším vývojovém procesu bylo funkční princip postupně vypracováno pomocí konstrukčních a simulačních nástrojů. Zásadní důraz byl kladen na návrh ovládací mechaniky, která realizuje požadovaný relativní pohyb mezi rotujícím nástrojem a stacionárním ovládacím prvkem. Tímto způsobem mohou být jednotlivé chladicí kanály v závislosti na úhlu otáčení periodicky otevřeny nebo uzavřeny. Analýza proudění podporovaná simulacemi navíc umožnila identifikaci oblastí s vyšším statickým tlakem, které byly při návrhu geometrie kanálu a těsnicích míst zvlášť zohledněny (viz obrázek 2, vlevo). Geometrie proudnicových kanálů a umístění těsnicích míst byly na tomto základě optimalizovány, aby se minimalizovaly tlakové ztráty a zajistila se rovnoměrná distribuce chladicího maziva. Kromě toho výsledky fluidní simulace naznačily, že snížení počtu aktivních trysek z maximálně sedmi na dvě až tři trysky může vést k poklesu objemového průtoku o přibližně 57 až 71 %. Zvláštní výzvy se objevily při utěsnění pohyblivých komponentů při vysokých tlacích chladicího maziva. Současně bylo nutné omezit tření a opotřebení v ovládací mechanice, aby byla zajištěna spolehlivá funkce po delší provozní dobu. K tomu byla vyvinuta vhodná těsnicí řešení a konstrukčně byla přizpůsobena uložení ovládacích kroužků. Kromě toho byla vyžadována kompaktní konstrukce, aby byla zachována potřebná tuhost nástroje a umožnila integraci do stávajících strojních rozhraní.
Díky iterativní spolupráci mezi konstrukcí, simulací a praktickým testováním vznikl nakonec funkční prototyp, který umožňuje cílené rozdělení chladicího maziva na jednotlivé břity a vytvořil základ pro následující experimentální vyšetřování.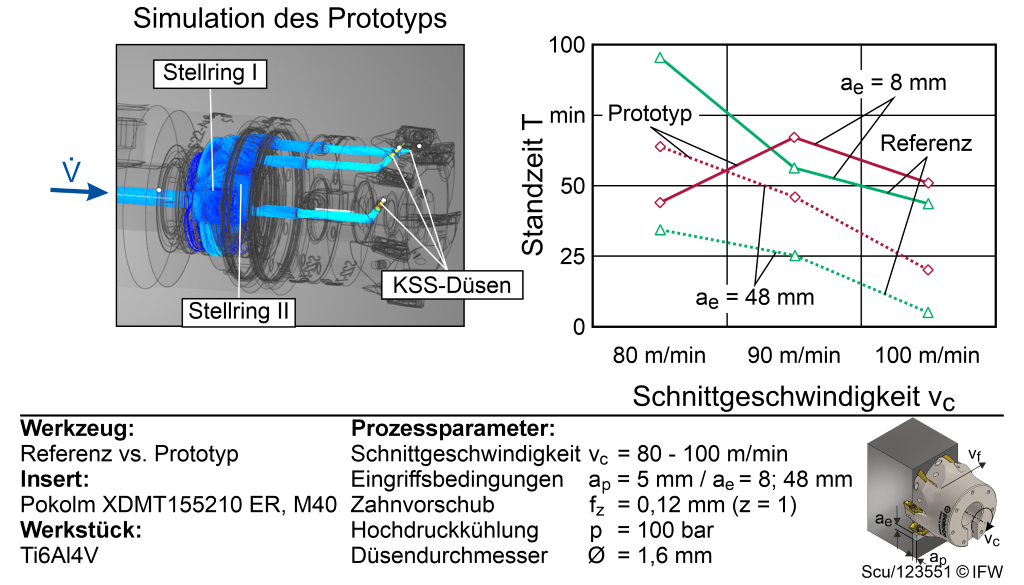
Referenční a aplikační studie pro další vývoj prototypu
Paralelně s konstruktivním vývojem nového konceptu nástroje byly provedeny experimentální zkoušky opotřebení, aby se vyhodnotil výkonový potenciál selektivního zásobování chladicím a mazacím prostředkem a cíleně se podpořil vývoj. K tomu byla frézována titanová slitina Ti6Al4V, aby se zohlednily vysoké tepelné a mechanické zatížení během vývoje. Referenční pokusy byly provedeny s konvenčním frézovacím nástrojem s vysokotlakým vnitřním chlazením. Přitom byly zaznamenány klíčové procesní charakteristiky, jako je energetická potřeba zásobování chladicím a mazacím prostředkem, chování opotřebení a stabilita procesu, a použity jako srovnávací základ pro prototypový systém. Na tomto základě byly zkoumány různé vývojové fáze prototypu se selektivním přívodem chladicího a mazacího prostředku ve stejných zkušebních podmínkách. Cílem bylo ověření závislosti rozložení chladicí kapaliny na zásahu a hodnocení jejího vlivu na opotřebení nástroje a energetickou potřebu.
Jedním z centrálních aspektů zkoumání byla funkční validace konceptu selektivního chladicího a mazacího prostředku. Ukázalo se, že je zásadně možné realizovat zásahově závislé přesměrování chladicího a mazacího prostředku a dosáhnout cíleného ovlivnění rozložení chladicího média v oblasti řezání. Současně se však objevily limity mechanické realizace. Zejména konflikt cílů mezi těsnicím účinkem, tuhostí a dynamickým chováním vedl k místním únikům a obchvatovým proudům, což způsobilo, že část dopravního toku nedorazila účinně k řezným hranám. Z toho vyplývající poznatky byly vráceny do vývojového procesu a vedly k postupným konstrukčním úpravám, zejména v oblasti těsnicí geometrie a funkčních ploch. Vyhodnocení zkušebních řezání (viz obrázek 2, vpravo) ukazuje pro Ti6Al4V, že prototyp dosahuje zejména při malé šířce zásahu (ae = 8 mm) a při řezné rychlosti vc = 80 m/min výrazného zvýšení životnosti (dosažení konce životnosti při šířce opotřebení VB = 200 µm) ve srovnání s referencí. V závislosti na kombinaci parametrů byly dosaženy zvýšení životnosti až o 142 %. S nárůstem šířky zásahu (ae = 48 mm) se ukazuje, že zvýšení životnosti je redukováno selektivním přívodem KSS (až na cca 85 %).
Výsledky ukazují, že selektivní přívod chladicího a mazacího prostředku je zvláště účinný při malé šířce řezu. V těchto případech cílené časové a prostorové chlazení vede ke snížení místních teplotních špiček na břitu. Naopak při větších šířkách řezu dominuje celkově zvýšené tepelně zatížení, což snižuje relativní přínos selektivního chlazení. Doplňkově byla v rámci výzkumu zkoumána také materiál 42CrMo4, pro který v prozkoumaném parametrovém prostoru, navzdory základně zamýšlenému snížení tepelně zatížení, nebylo prokázáno žádné významné zvýšení životnosti oproti referenčnímu obrábění. To naznačuje, že zde vliv chladicího a mazacího prostředku neposkytuje systémovou výhodu v procesu.
Celkově potvrzují výzkumy výrazně závislé na aplikaci potenciál selektivního přívodu chladicích a mazacích kapalin, přičemž zejména pro materiál Ti6Al4V za mírných podmínek zásahu byly prokázány výhodné efekty z hlediska opotřebení a stability procesu. Efekt je zásadně založen na časově koordinovaném poskytování chladicího a mazacího prostředku v oblasti zásahu a s tím spojeném snížení tepelných cyklických zatížení.
Autoři: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Kontakt:


