


Creșterea prețurilor la energie aduce eficiența energetică a proceselor de prelucrare prin așchiere din ce în ce mai mult în centrul atenției aplicațiilor industriale. O parte esențială, adesea subestimată, a consumului de energie provine din furnizarea de lichid de răcire și lubrifiere sub presiuni mari. Datorită particularităților cinetice ale frezării, o parte a tăișurilor nu este în contact. Cu toate acestea, acestea sunt alimentate continuu cu lichid de răcire și lubrifiere. În special la unghiuri de tăiere mici, astfel, o proporție semnificativă a debitului rămâne neutilizată.
O abordare promițătoare pentru îmbunătățirea eficienței constă în furnizarea lichidului de răcire și lubrifiere doar acolo unde este cu adevărat necesar. Scopul proiectului de cercetare este, prin urmare, alimentarea selectivă a tăișurilor active pentru a reduce cantitatea de lichid de răcire și lubrifiere necesară. Pentru implementarea acestui principiu, a fost dezvoltat un concept de unealtă cu funcție de acționare mecanică (vezi Figura 1). Acesta permite o controlare în funcție de poziție a canalelor de lichid de răcire și lubrifiere și constituie baza pentru un prim prototip funcțional.
Dezvoltarea asistată de simulare a noului concept de unealtă
Punctul de plecare al dezvoltării a fost un principiu mecanic de acționare, în care lichidul de răcire și lubrifiere nu mai este livrat simultan tuturor tăișurilor, ci este distribuit țintit prin zone de deschidere definite. În acest scop, a fost conceput un corp de unelte cu canale de răcire integrate, a cărui alimentare se face prin inele de acționare fixate relativ la unealtă.
În procesul de dezvoltare ulterioară, principiul de funcționare a fost elaborat treptat cu ajutorul instrumentelor de construcție și simulare. Un accent esențial a fost pus pe proiectarea mecanicii de acționare, care realizează mișcarea relativă necesară între uneltele rotative și elementul de acționare fix. Astfel, canalele de răcire individuale pot fi deschise sau închise periodic în funcție de unghiul de rotație. Analiza fluxului bazată pe simulări a permis, de asemenea, identificarea zonelor cu presiune statică crescută, care au fost luate în considerare în mod special la proiectarea geometriei canalului și a locurilor de etanșare (vezi Figura 2, stânga). Geometria canalelor de flux, precum și poziționarea locurilor de etanșare au fost optimizate pe baza acestor informații, pentru a minimiza pierderile de presiune și a asigura o distribuție uniformă a fluidului de răcire și lubrifiere. În plus, rezultatele simulării fluidelor au indicat că o reducere a numărului de duze active de la un maxim de șapte la două sau trei duze poate duce la o scădere a debitului volumetric de aproximativ 57 până la 71%. Provocări deosebite au apărut în ceea ce privește etanșarea componentelor mobile sub presiuni mari ale fluidului de răcire și lubrifiere. În același timp, frecarea și uzura în mecanica de acționare trebuiau limitate pentru a asigura o funcționare fiabilă pe perioade mai lungi de operare. În acest scop, au fost dezvoltate concepte de etanșare adecvate, iar suportul inelelor de acționare a fost ajustat constructiv. În plus, a fost necesară o formă compactă pentru a menține rigiditatea necesară a uneltei și a permite integrarea în interfețele existente ale mașinilor.
Prin interacțiunea iterativă dintre construcție, simulare și testare practică, a fost realizat în cele din urmă un prototip funcțional, care permite o distribuție țintită a agentului de răcire și lubrifiere pe tăișuri individuale și a constituit baza pentru cercetările experimentale ulterioare.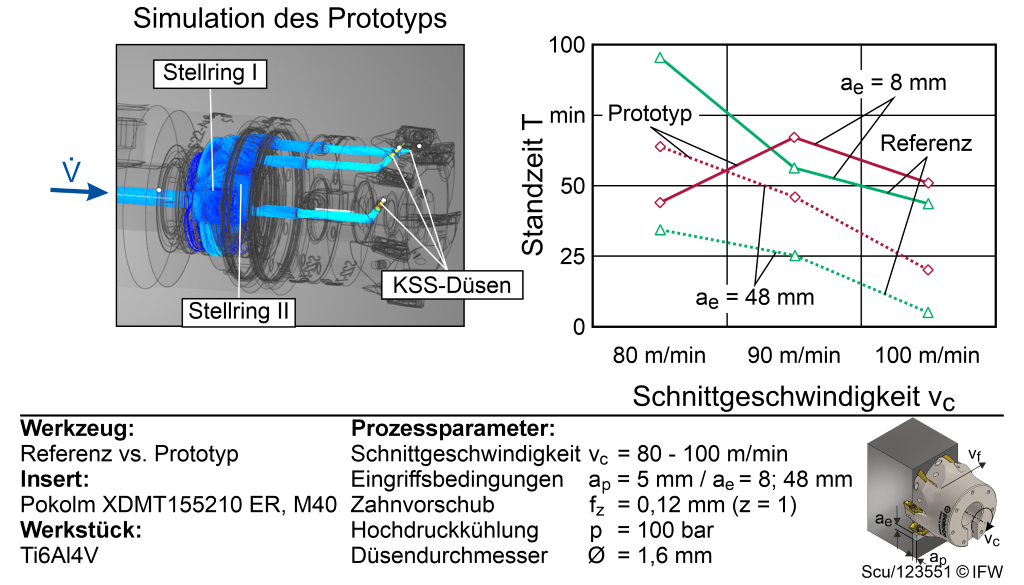
Studii de referință și de aplicare pentru dezvoltarea ulterioară a prototipului
Paralel cu dezvoltarea constructivă a noului concept de unelte, au fost efectuate studii experimentale de uzură pentru a evalua potențialul de performanță al unei alimentări selective cu lichid de răcire și lubrifiere și pentru a însoți dezvoltarea în mod țintit. În acest scop, a fost frezat aliajul de titan Ti6Al4V, pentru a lua în considerare sarcinile termice și mecanice ridicate în timpul dezvoltării. Experimentele de referință au fost realizate cu un instrument de frezare convențional, dotat cu răcire internă de înaltă presiune. Au fost înregistrate mărimi centrale ale procesului, cum ar fi necesarul de energie al alimentării cu lichid de răcire și lubrifiere, comportamentul de uzură și stabilitatea procesului, care au fost utilizate ca bază de comparație pentru sistemul prototip. Pe baza acestora, au fost investigate diferite etape de dezvoltare ale unui prototip cu alimentare selectivă cu lichid de răcire și lubrifiere în medii de testare identice. Scopul a fost verificarea distribuției lichidului de răcire în funcție de intervenție, precum și evaluarea influenței acesteia asupra uzurii uneltei și necesarului de energie.
Un aspect central al cercetărilor a fost validarea funcțională a conceptului de lubrifiant de răcire selectiv. S-a demonstrat că o redirecționare a lubrifiantului de răcire în funcție de intervenție este în principiu realizabilă și se poate obține o influențare țintită a distribuției lichidului de răcire în zona de tăiere. Totuși, au apărut limite în implementarea mecanică. În special, conflictul de obiective între eficiența etanșării, rigiditate și comportamentul dinamic a dus la scurgeri locale și curgeri de ocolire, astfel încât o parte din debitul de alimentare nu a ajuns eficient la uneltele de tăiere. Cunoștințele rezultate din aceasta au fost integrate în procesul de dezvoltare și au condus la ajustări constructive treptate, în special la geometria de etanșare și suprafețele funcționale. Evaluarea experimentelor de prelucrare (vezi Figura 2, dreapta) arată pentru Ti6Al4V că prototipul, în special la o lățime de intervenție mică (ae = 8 mm) și la o viteză de tăiere de vc = 80 m/min, a înregistrat o creștere semnificativă a duratei de viață (atingerea sfârșitului duratei de viață la o lățime a marcajului de uzură VB = 200 µm) comparativ cu referința. În funcție de combinația de parametri, s-au obținut creșteri ale duratei de viață de până la 142 %. Pe măsură ce lățimea de intervenție crește (ae = 48 mm), se observă că creșterea duratei de viață prin alimentarea selectivă cu KSS este redusă (până la aproximativ 85 %).
Rezultatele arată că alimentarea selectivă cu lichid de răcire și lubrifiere este eficientă în special în cazul lățimilor de tăiere reduse. În aceste cazuri, răcirea temporizată și localizată duce la o reducere a vârfurilor de temperatură locale la tăiș. În schimb, pentru lățimi de tăiere mai mari, predomină sarcina termică total crescută, ceea ce reduce beneficiul relativ al răcirii selective. În plus, în cadrul cercetărilor a fost analizat și materialul 42CrMo4, pentru care, în intervalul de parametri studiat, nu s-a putut demonstra o creștere semnificativă a duratei de viață în comparație cu prelucrarea de referință, în ciuda reducerii termice dorite. Aceasta sugerează că influența lichidului de răcire și lubrifiere nu oferă un avantaj sistematic în proces.
În ansamblu, cercetările confirmă un potențial clar dependent de aplicație al alimentării selective cu lichid de răcire și lubrifiere, în special pentru materialul Ti6Al4V, unde în condiții moderate de intervenție s-au putut demonstra efecte favorabile în ceea ce privește comportamentul la uzură și stabilitatea procesului. Efectul se bazează în principal pe furnizarea temporizată a lichidului de răcire și lubrifiere în zona de intervenție și pe reducerea astfel asociată a solicitărilor termice variabile.
Autori: Berend Denkena, Benjamin Bergmann, Alexander Schulze
Contact:


