


Bei der Getsch+Hiller Medizintechnik GmbH sind die Qualitätsansprüche an die Bearbeitungsmaschinen und das Zubehör extrem hoch. Daher spielen beim Tuttlinger Unternehmen Werkstück-Messtaster und Werkzeugtaster von Blum-Novotest in der Medizininstrumentenfertigung eine wichtige Rolle.

„Wir fertigen Instrumente für die unterschiedlichsten Bereiche des Körpers und der Medizin, darunter Scheren, Zangen, Bohrer und Biopsielöffel zur Entnahme von Gewebeproben. Unsere Kunden erwarten höchste Qualität von uns, schließlich arbeiten sie mit unseren Produkten am und im Menschen“, unterstreicht Wolfgang Epple, Abteilungsleiter der Fräserei, als er durch die dicht stehenden Bearbeitungszentren in der Fertigung führt. Die meisten der 21 Fräsmaschinen sind Robodrill-Anlagen von Fanuc, dazu kommen einige Maschinen von Brother und Haas.
Darüber hinaus laufen bei Getsch+Hiller neun Langdrehmaschinen, die meisten dieser Anlagen sind mit einer Automatisierung zum Be- und Entladen ausgestattet.
Die Produkte, die das Unternehmen herstellt, werden überwiegend im Kundenauftrag entwickelt und gefertigt sowie über Großhändler vertrieben. Dabei taucht der Name Getsch+Hiller oft nicht auf den Produkten auf. Viele Produkte sind sich sehr ähnlich, weil verschiedene Kunden vergleichbare, aber eben nicht gleiche, Instrumente in Tuttlingen fertigen lassen. Die Stückzahlen liegen zwischen Einzelstücken und kleinen Serien, ein Kunde wird aber auch mit 200 Zangen pro Woche beliefert.

Die Entstehung neuer Produkte ist das Ergebnis eines fortlaufenden Dialogs zwischen den internen Entwicklungen und den Ideen, Anregungen und Anforderungen der Kunden. „Unsere hauseigenen Konstrukteure entwickeln auf Basis dieser Ideen Produkte oder setzen Optimierungen des Kunden um.
Sehr wichtig ist auch unsere CNC-Programmierung, denn die effiziente Fertigung der Bauteile ist die Grundlage unseres Firmenerfolgs“, betont Wolfgang Epple. „Unsere Montageabteilung setzt die Bauteile dann zu hochpräzisen Instrumenten zusammen. In der Fertigung verarbeiten wir ganz überwiegend Edelstahl, wobei manche Instrumente Griffe oder andere Bestandteile aus Kunststoff oder Aluminium besitzen.“
Die Herstellung von Produkten in erstklassiger Qualität stellt höchste Ansprüche an die Fertigung von Getsch+Hiller. Die Teile werden nach dem Fräsen per Roboter elektropoliert und danach teilweise schwarz beschichtet. Wenn dann noch die geringste Verfärbung oder sonstige Oberflächenfehler im Mikrobereich zu erkennen sind, lehnt der Kunde die gesamte Lieferung ab. Konstant niedrigste Toleranzen und höchstmögliche Oberflächenqualitäten sind also schon in der Fräsfertigung ein Muss, damit beim Polieren und Beschichten optimale Ergebnisse entstehen können. Über zwei bis drei Jahre hinweg ist der Prozess optimiert worden, jetzt wird in Tuttlingen stabil gefertigt.

„Gleichzeitig müssen die Maschinen rund um die Uhr und am Wochenende laufen, damit die erforderlichen Stückzahlen erreicht werden“, ergänzt Wolfgang Epple. „Deshalb sind die Anlagen überwiegend mit einem Roboter ausgestattet, der Rohteile aus einem Tablett-Magazin in die Maschine legt und Fertigteile wieder auf dem Tablett in Halterungen ablegt.“ Viele Maschinen teilen sich einen Roboter und ein Magazin mit 20 Tabletts.
Unverzichtbar für eine solche Fertigung, die möglichst langen mannlosen Betrieb, unterbrechungsfreie Produktion und höchste Präzision erfordert, ist eine automatisierte Qualitätskontrolle und Prozessüberwachung. Getsch+Hiller setzt dabei in den Fanuc-Maschinen auf den Spindel-Messtaster TC52 von BLUM und den Werkzeug-Messtaster ZX-Speed IR, zudem sind in den Brother-Bearbeitungszentren Werkzeug-Messtaster Z-Nano verbaut.
Die Werkzeug-Messtaster werden vor allem zur Bruch- und Verschleißkontrolle genutzt, wobei der ZX-Speed IR-Taster nicht nur in der vertikalen Z-Achse – wie der kleinere Z-Nano – angetastet werden kann, sondern auch in der horizontalen Achse. „Damit kann zum einen die Werkzeuglänge gemessen – und damit Bruch erkannt – werden, indem der Taster axial von oben angefahren wird“, berichtet Erhard Strobel, Vertriebstechniker bei Blum-Novotest. „Zum anderen lässt sich der Durchmesser durch radiales Antasten von der Seite messen, beispielsweise um Verschleiß zu erkennen.“
Die Bruchkontrolle ist sehr wichtig, die Werkzeuge werden nach jedem Bearbeitungsschritt gemessen. So wird verhindert, dass das nächste Werkzeug in ein wegen eines Werkzeugbruchs nicht fertig bearbeitetes Werkstück hineinfährt und ebenfalls kaputtgeht. Nach einem Werkzeugbruch wird das defekte Werkstück ausgeschleust und – wenn möglich – das nächste Teil mit einem Schwesterwerkzeug bearbeitet. Steht kein Ersatz in der Maschine zur Verfügung, hält die Bearbeitung an und der Bediener wird informiert.
Die TC52-Taster werden hauptsächlich während der Bearbeitung eingesetzt. So ist an den Zangen für die Kunden die Breite der Zange mit sehr engen Toleranzen versehen, weil das nachfolgende manuelle Oberflächenschleifen von einem Roboter ausgeführt wird. „Um gleichbleibende Ergebnisse zu erhalten, ist hier hohe Maßhaltigkeit gefordert“, erläutert Wolfgang Epple. „Indem die erste bearbeitete Seite gemessen und das Koordinatensystem der Bearbeitung entsprechend an die Messung angepasst wird, lässt sich die Abweichung zwischen den Zangen einer Serie bis unter zwei Hundertstelmillimeter drücken.

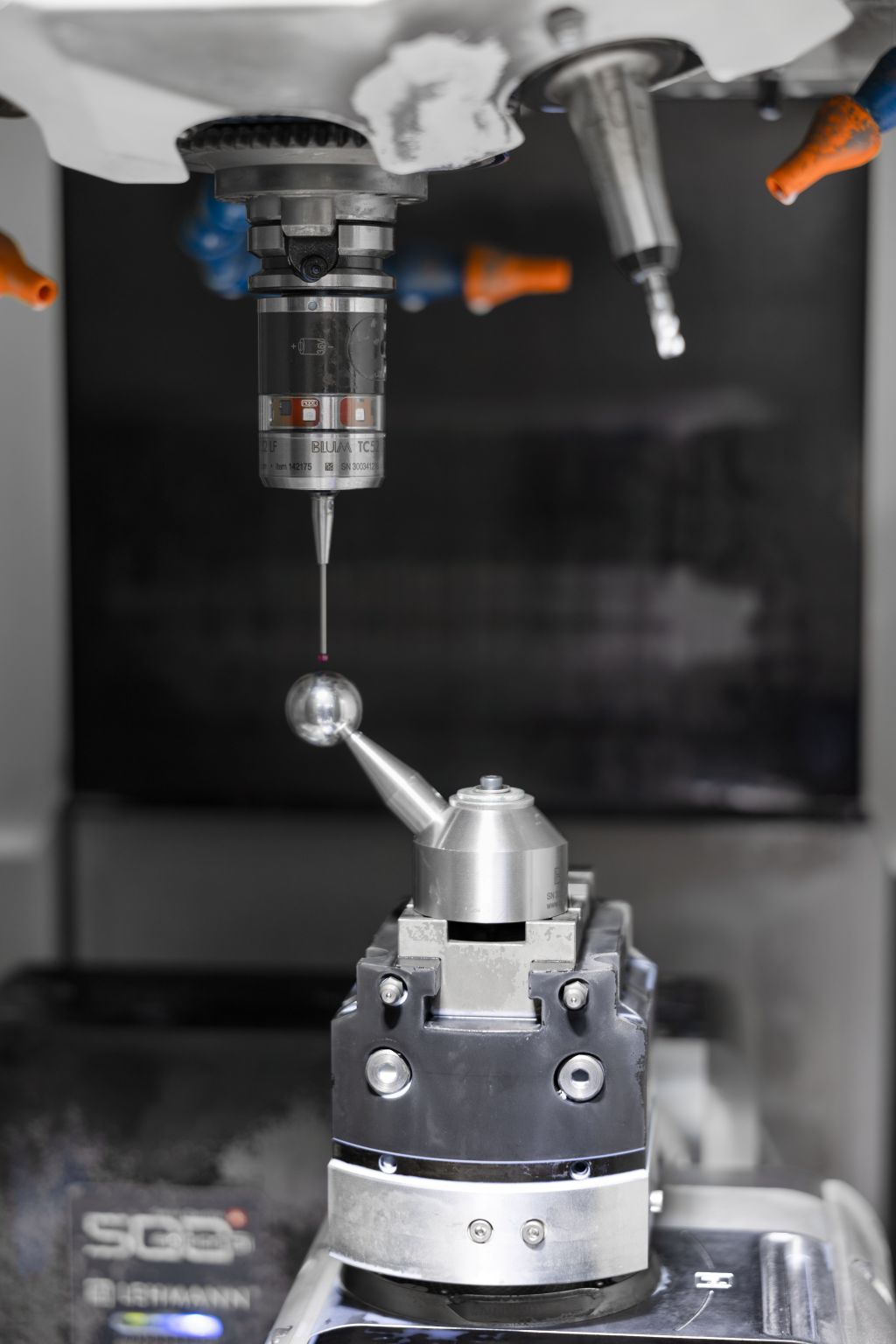
Neben den typischen Messaufgaben während der Bearbeitung, beispielsweise der Nullpunkterfassung des Rohteils, werden die TC52-Messtaster auch mit der BLUM-Software KinematicsPerfect verwendet. Die Software ermöglicht es, bei 4- und 5-Achs-Werkzeugmachinen die Drehachsen zu vermessen und zu analysieren. Mithilfe von Messungen an einer Kalibrierkugel erkennt die Software die Ausricht- und Positioniergenauigkeit der Achsen sowie mechanische Formabweichungen und eventuelle Lagerschäden.
Maschinenprobleme durch fehlerhafte Maschineneinstellungen, Kollisionen oder Verschleiß lassen sich auf Basis der Messungen schnell und zuverlässig erkennen. Dabei werden unter Zuhilfenahme der mitgelieferten Messzyklen zuvor definierte Punkte unter unterschiedlichen Antastrichtungen angefahren und die Abweichung im Raum berechnet. Anhand der Werte können die Kinematik-Parametertabellen automatisch aktualisiert werden, wodurch der bei Schwenkbewegungen entstehende Fehler im Raum kompensiert wird. Solche Messungen werden typischerweise bei Inbetriebnahme, im Servicefall oder in der Serienfertigung als durchgehende Überprüfung des Maschinenzustandes vorgenommen.

„Wir wollen vor allem mehr Konstanz in unsere Fertigungsabläufe bringen und bei Abweichungen erkennen, ob Maschine oder Werkzeuge verantwortlich sind. So lassen sich viele Probleme und Zeitverluste vermeiden“, erklärt Wolfgang Epple. „Zudem werden Messprotokolle direkt in der Maschine erstellt, sodass alle Messungen dokumentiert und nachvollziehbar sind. Unser Ziel ist es, 30 bis 35 Stunden mannlos fertigen zu können – ohne Abweichungen zwischen den Teilen.“
Besonders beeindruckt ist man bei Getsch+Hiller übrigens von den maximal möglichen Anfahrgeschwindigkeiten, die BLUM erlaubt – zumal sie halsbrecherisch aussehen. Aber mit den BLUM-Tastern ist die Bruchkontrolle auf den Brother- und Fanuc-Anlagen wesentlich schneller – bis zu 2 m/min sind möglich –, was sich wiederum in der Taktzeit real auszahlt.

Aktuell sind zwölf Maschinen in Tuttlingen automatisiert und die Spezialisten von Getsch+Hiller arbeiten daran, auch den Rest mit Robotern auszustatten. „Mein Ziel ist es, am Sonntagmorgen schnell in die Firma zu gehen, die Magazine aufzufüllen und mit einigen wenigen Messungen die Qualität zu kontrollieren, denn ich will schnell fertigwerden. Genau das bieten mir die Messsysteme von BLUM“, fasst Wolfgang Epple zusammen.
„Die Firma profitiert von zuverlässigen, automatisierten Prozessen mit höchster Qualität – schließlich ist in unserer Branche der Kunde König, und wenn wir ihm nicht die gewünschte Qualität liefern, sucht er sich einen neuen Lieferanten. BLUM bringt uns hier Sicherheit, dass wir gleichzeitig effizient und in höchster Qualität fertigen können.“



Kontakt:


