


Chez Getsch+Hiller Medizintechnik GmbH, les exigences de qualité pour les machines de traitement et les accessoires sont extrêmement élevées. Ainsi, les palpeurs de pièces et les palpeurs d'outils de Blum-Novotest jouent un rôle important dans la fabrication d'instruments médicaux.

« Nous fabriquons des instruments pour les domaines les plus variés du corps et de la médecine, y compris des ciseaux, des pinces, des forets et des cuillères à biopsie pour prélever des échantillons de tissu. Nos clients attendent la plus haute qualité de notre part, car ils travaillent avec nos produits sur et dans le corps humain », souligne Wolfgang Epple, responsable du fraisage, en guidant à travers les centres d'usinage densément alignés dans la production. La plupart des 21 machines de fraisage sont des installations Robodrill de Fanuc, auxquelles s'ajoutent quelques machines de Brother et Haas.
De plus, neuf tours à long parcours fonctionnent chez Getsch+Hiller, la plupart de ces installations étant équipées d'une automatisation pour le chargement et le déchargement.
Les produits fabriqués par l'entreprise sont principalement développés et fabriqués sur commande des clients et distribués par le biais de grossistes. Dans ce contexte, le nom Getsch+Hiller n'apparaît souvent pas sur les produits. De nombreux produits se ressemblent beaucoup, car différents clients font fabriquer des instruments comparables, mais pas identiques, à Tuttlingen. Les quantités varient entre des pièces uniques et de petites séries, un client étant également approvisionné avec 200 pinces par semaine.
Le développement de nouveaux produits est le résultat d'un dialogue continu entre les développements internes et les idées, suggestions et exigences des clients. « Nos concepteurs internes développent des produits sur la base de ces idées ou mettent en œuvre des optimisations demandées par les clients.
Notre programmation CNC est également très importante, car la fabrication efficace des pièces est la base de notre succès commercial », souligne Wolfgang Epple. « Notre département d'assemblage assemble ensuite les pièces en instruments de haute précision. Dans la fabrication, nous traitons principalement de l'acier inoxydable, bien que certains instruments aient des poignées ou d'autres composants en plastique ou en aluminium. »
La fabrication de produits de qualité supérieure impose des exigences élevées à la production de Getsch+Hiller. Les pièces sont électropolies par robot après le fraisage et partiellement revêtues de noir par la suite. Si la moindre décoloration ou autre défaut de surface au niveau microscopique est détectée, le client refuse la livraison entière. Des tolérances constamment faibles et des qualités de surface les plus élevées sont donc déjà un must dans la fabrication de fraisage, afin d'obtenir des résultats optimaux lors du polissage et du revêtement. Au cours de deux à trois ans, le processus a été optimisé, et maintenant la production à Tuttlingen est stable.
« En même temps, les machines doivent fonctionner 24 heures sur 24 et le week-end pour atteindre les quantités requises », ajoute Wolfgang Epple. « C'est pourquoi les installations sont principalement équipées d'un robot qui place les pièces brutes d'un magazine à plateau dans la machine et remet les pièces finies sur le plateau dans des supports. » De nombreuses machines partagent un robot et un magazine avec 20 plateaux.
Indispensable pour une telle production, qui exige un fonctionnement sans intervention humaine aussi long que possible, une production ininterrompue et une précision maximale, est un contrôle qualité automatisé et une surveillance des processus. Getsch+Hiller s'appuie sur le palpeur de broche TC52 de BLUM et le palpeur d'outils ZX-Speed IR dans les machines Fanuc, et des palpeurs d'outils Z-Nano sont également intégrés dans les centres d'usinage Brother.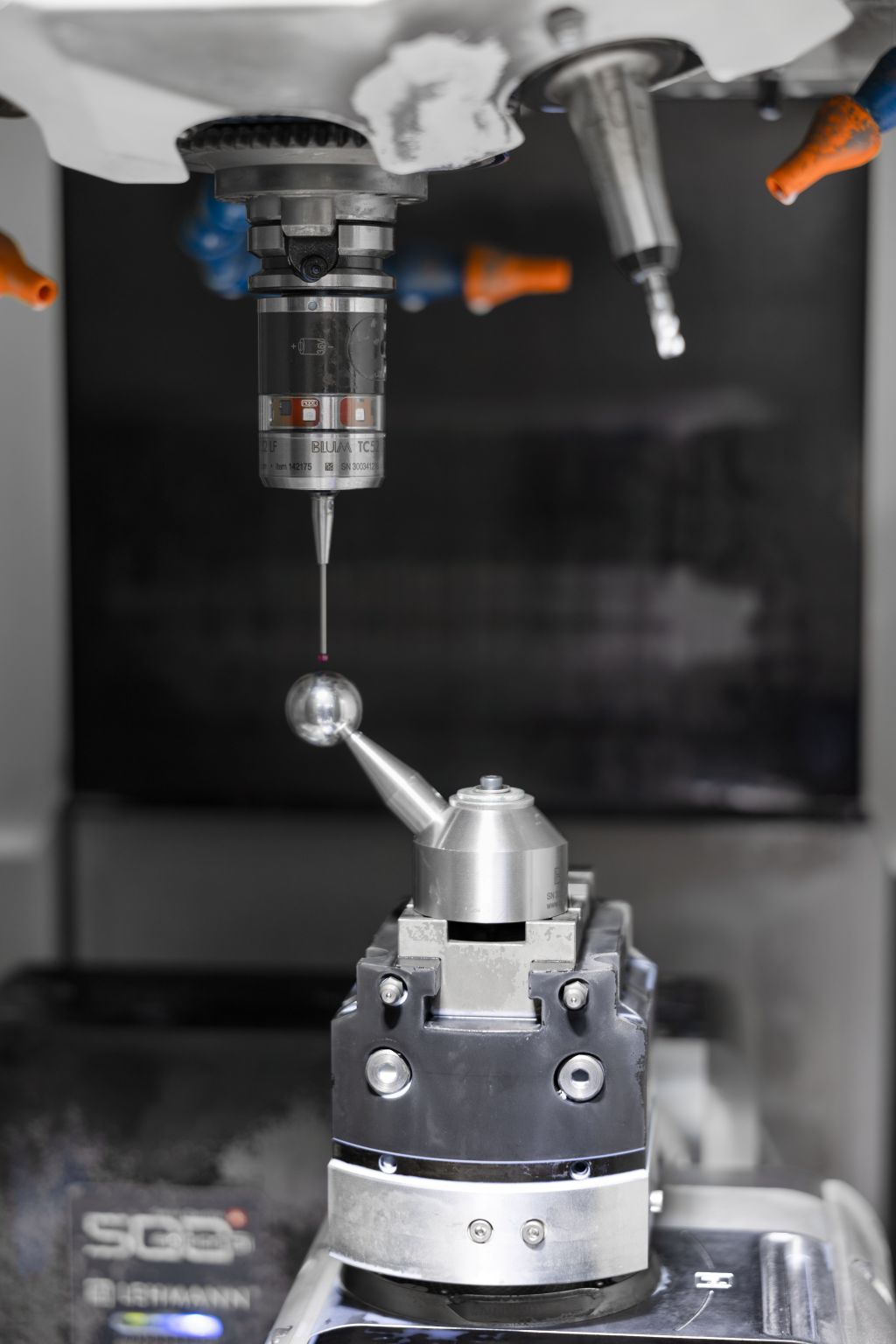
Les palpeurs d'outils sont principalement utilisés pour le contrôle de rupture et d'usure, le palpeur ZX-Speed IR pouvant être mesuré non seulement dans l'axe vertical Z – comme le plus petit Z-Nano – mais aussi dans l'axe horizontal. « Cela permet d'une part de mesurer la longueur de l'outil – et donc de détecter une rupture – en approchant le palpeur axialement par le haut », rapporte Erhard Strobel, technicien commercial chez Blum-Novotest. « D'autre part, le diamètre peut être mesuré par un contact radial sur le côté, par exemple pour détecter l'usure. »
Le contrôle de rupture est très important, les outils étant mesurés après chaque étape de traitement. Cela empêche le prochain outil d'entrer dans une pièce qui n'a pas été complètement usinée en raison d'une rupture d'outil et de se casser également. Après une rupture d'outil, la pièce défectueuse est expulsée et – si possible – la prochaine pièce est usinée avec un outil de remplacement. Si aucun remplacement n'est disponible dans la machine, le traitement s'arrête et l'opérateur est informé.
Les palpeurs TC52 sont principalement utilisés pendant le traitement. Ainsi, pour les pinces des clients, la largeur de la pince est dotée de tolérances très étroites, car le ponçage manuel de surface ultérieur est effectué par un robot. « Pour obtenir des résultats constants, une grande précision dimensionnelle est requise », explique Wolfgang Epple. « En mesurant le premier côté usiné et en adaptant le système de coordonnées du traitement en conséquence à la mesure, l'écart entre les pinces d'une série peut être réduit à moins de deux centièmes de millimètre.
En plus des tâches de mesure typiques pendant le traitement, par exemple la détection du point zéro de la pièce brute, les palpeurs TC52 sont également utilisés avec le logiciel KinematicsPerfect de BLUM. Le logiciel permet de mesurer et d'analyser les axes de rotation sur des machines à outils à 4 et 5 axes. Grâce à des mesures sur une sphère de calibration, le logiciel reconnaît la précision d'alignement et de positionnement des axes ainsi que les écarts de forme mécanique et d'éventuels dommages aux roulements.
Les problèmes de machine dus à des réglages incorrects, des collisions ou de l'usure peuvent être rapidement et de manière fiable détectés sur la base des mesures. À cet effet, des points définis au préalable sont approchés sous différentes conditions de contact à l'aide des cycles de mesure fournis, et l'écart dans l'espace est calculé. Sur la base des valeurs, les tableaux de paramètres cinématiques peuvent être automatiquement mis à jour, ce qui compense l'erreur dans l'espace lors des mouvements de pivotement. De telles mesures sont typiquement effectuées lors de la mise en service, en cas de service ou dans la production en série comme vérification continue de l'état de la machine.
« Nous voulons surtout apporter plus de constance dans nos processus de fabrication et, en cas d'écarts, reconnaître si la machine ou les outils en sont responsables. Cela permet d'éviter de nombreux problèmes et pertes de temps », explique Wolfgang Epple. « De plus, les protocoles de mesure sont directement créés dans la machine, de sorte que toutes les mesures sont documentées et traçables. Notre objectif est de pouvoir produire de 30 à 35 heures sans intervention humaine - sans écarts entre les pièces. »
On est particulièrement impressionné chez Getsch+Hiller par les vitesses d'approche maximales que permet BLUM - d'autant plus qu'elles semblent vertigineuses. Mais avec les palpeurs BLUM, le contrôle des ruptures sur les machines Brother et Fanuc est beaucoup plus rapide - jusqu'à 2 m/min sont possibles - ce qui se traduit par un gain de temps réel.
Actuellement, douze machines à Tuttlingen sont automatisées et les spécialistes de Getsch+Hiller travaillent à équiper le reste avec des robots. « Mon objectif est d'aller rapidement à l'entreprise le dimanche matin, de remplir les magazines et de contrôler la qualité avec quelques mesures, car je veux terminer rapidement. C'est exactement ce que m'offrent les systèmes de mesure de BLUM », résume Wolfgang Epple.
« L'entreprise bénéficie de processus automatisés fiables avec la plus haute qualité - après tout, dans notre secteur, le client est roi, et s'il ne reçoit pas la qualité souhaitée, il cherche un nouveau fournisseur. BLUM nous apporte la sécurité de pouvoir produire à la fois efficacement et avec la plus haute qualité. »



Contact :


