


У Getsch+Hiller Medizintechnik GmbH вимоги до якості обробних машин та аксесуарів надзвичайно високі. Тому в компанії з Тюттлінгена вимірювальні датчики для заготовок та інструментів від Blum-Novotest відіграють важливу роль у виробництві медичних інструментів.

„Ми виготовляємо інструменти для найрізноманітніших областей тіла та медицини, зокрема ножиці, щипці, свердла та біопсійні ложки для взяття зразків тканин. Наші клієнти очікують від нас найвищої якості, адже вони працюють з нашими продуктами на і в людях“, підкреслює Вольфганг Еппле, керівник відділу фрезерування, коли він проводить екскурсію по щільно розташованим обробним центрам у виробництві. Більшість з 21 фрезерного верстата є установками Robodrill від Fanuc, до них додаються кілька машин від Brother та Haas.
Крім того, на підприємстві Getsch+Hiller працює дев'ять довгих токарних верстатів, більшість з яких оснащені автоматизацією для завантаження та розвантаження.
Продукти, які виготовляє компанія, в основному розробляються та виготовляються за замовленням клієнтів, а також розповсюджуються через оптових торговців. При цьому назва Getsch+Hiller часто не з'являється на продуктах. Багато продуктів дуже схожі, оскільки різні клієнти замовляють подібні, але не однакові інструменти для виготовлення в Тюттлінгені. Кількість виробів коливається між одиничними екземплярами та малими серіями, один клієнт також отримує 200 кусачок на тиждень.
Становлення нових продуктів є результатом постійного діалогу між внутрішніми розробками та ідеями, пропозиціями і вимогами клієнтів. "Наші внутрішні конструктори розробляють продукти на основі цих ідей або реалізують оптимізації клієнта.
„Дуже важливою є також наше CNC-програмування, адже ефективне виготовлення компонентів є основою нашого успіху компанії“, підкреслює Вольфганг Еппле. „Наша монтажна служба потім збирає компоненти в високоточні інструменти. У виробництві ми переважно обробляємо нержавіючу сталь, хоча деякі інструменти мають ручки або інші елементи з пластику чи алюмінію.“
Виробництво продукції високої якості ставить найвищі вимоги до виготовлення компанії Getsch+Hiller. Частини після фрезерування електрополіруються за допомогою робота, а потім частково покриваються чорним покриттям. Якщо навіть найменше зміщення кольору або інші дефекти поверхні в мікророзмірі помітні, клієнт відмовляється від усієї партії. Постійно низькі допуски та максимально можливі якості поверхні є обов'язковими вже на етапі фрезерування, щоб під час полірування та покриття можна було досягти оптимальних результатів. Протягом двох-трьох років процес був оптимізований, зараз у Тютлінгені ведеться стабільне виробництво.
„Одночасно машини повинні працювати цілодобово і у вихідні, щоб досягти необхідних обсягів виробництва“, додає Вольфганг Еппле. „Тому обладнання переважно оснащене роботом, який завантажує сировину з піддону в машину і знову розміщує готові деталі на піддоні в утримувачах.“ Багато машин ділять робота та magazin з 20 піддонами.
Невід'ємною частиною такого виробництва, яке вимагає максимально тривалої безлюдної роботи, безперервного виробництва та найвищої точності, є автоматизований контроль якості та моніторинг процесів. Getsch+Hiller використовує в машинах Fanuc вимірювальний датчик шпинделя TC52 від BLUM та вимірювальний датчик інструментів ZX-Speed IR, а також у обробних центрах Brother встановлені вимірювальні датчики інструментів Z-Nano.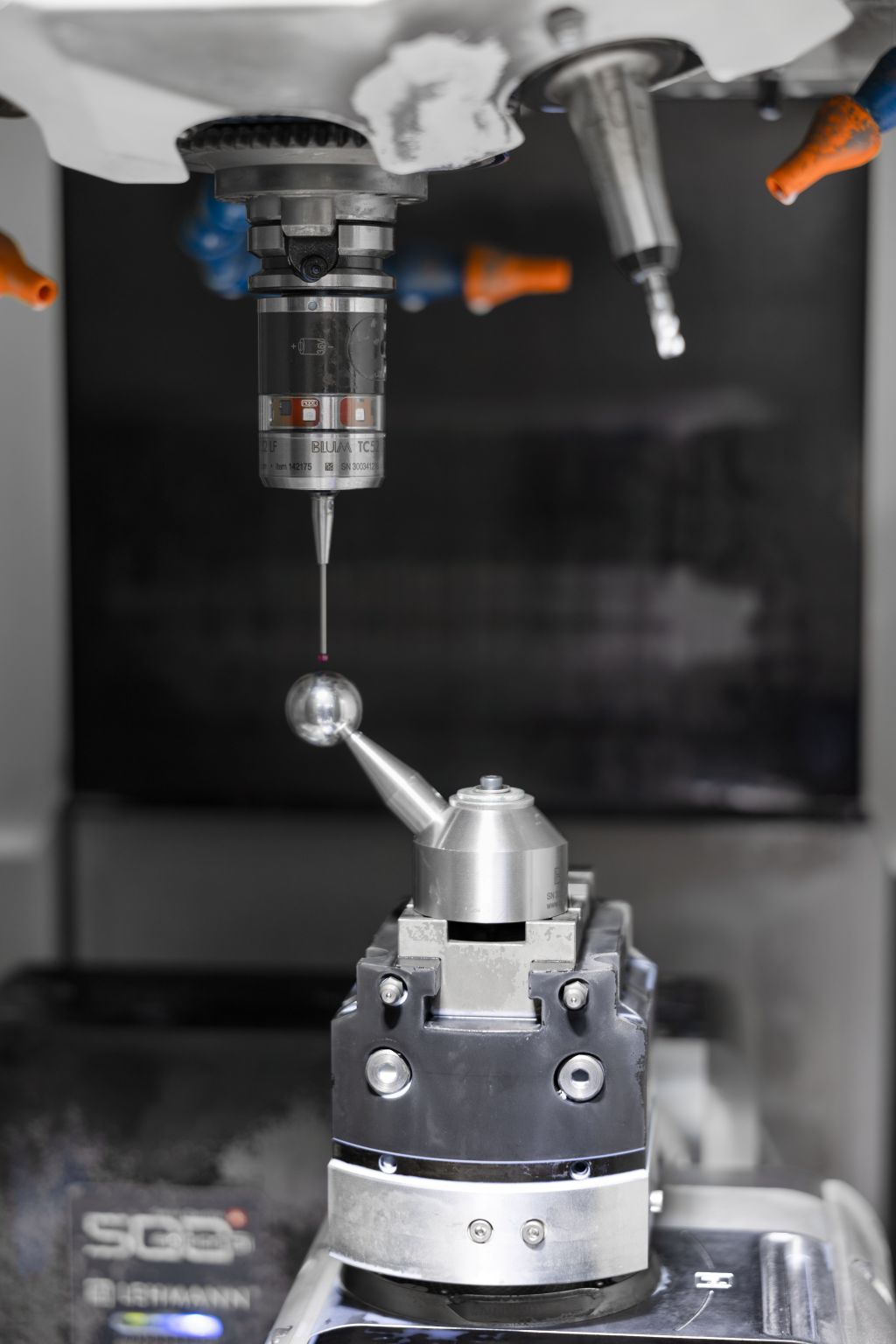
Інструментальні вимірювальні щупи в основному використовуються для контролю зламу та зносу, при цьому щуп ZX-Speed IR можна не лише торкатися у вертикальній осі Z – як менший Z-Nano – але й у горизонтальній осі. «Таким чином, можна виміряти довжину інструмента – і, отже, виявити злам, під'їжджаючи до щупа осьово зверху», повідомляє Ерхард Стробель, технік з продажу компанії Blum-Novotest. «По-друге, діаметр можна виміряти за допомогою радіального торкання з боку, наприклад, для виявлення зносу».
Контроль за зламаними інструментами є дуже важливою, інструменти вимірюються після кожного етапу обробки. Це запобігає тому, щоб наступний інструмент потрапив у заготовку, яка не була завершена через злам інструмента, і також не зламався. Після зламу інструмента дефектна заготовка виводиться, а – якщо це можливо – наступна деталь обробляється за допомогою сестринського інструмента. Якщо заміна не доступна в машині, обробка зупиняється, і оператору повідомляється про це.
Тестери TC52 в основному використовуються під час обробки. Таким чином, для клієнтів ширина затискачів має дуже вузькі допуски, оскільки подальше ручне шліфування поверхні виконується роботом. "Щоб отримати стабільні результати, тут потрібна висока точність", пояснює Вольфганг Еппле. "Вимірюючи першу оброблену сторону та відповідно налаштовуючи координатну систему обробки на основі вимірювання, можна зменшити відхилення між затискачами однієї серії до менш ніж двох сотих міліметра.
Окрім типових вимірювальних завдань під час обробки, наприклад, визначення нульової точки заготовки, вимірювальні зонди TC52 також використовуються з програмним забезпеченням BLUM KinematicsPerfect. Це програмне забезпечення дозволяє вимірювати та аналізувати обертальні осі на 4- та 5-осьових верстатах. Завдяки вимірюванням на калібрувальному кулі програмне забезпечення визначає точність вирівнювання та позиціонування осей, а також механічні відхилення форми та можливі пошкодження підшипників.
Проблеми з машинами, спричинені неправильними налаштуваннями, зіткненнями або зносом, можна швидко та надійно виявити на основі вимірювань. При цьому за допомогою наданих вимірювальних циклів попередньо визначені точки обробляються під різними антикорозійними покриттями, і відхилення в просторі розраховуються. На основі значень таблиці параметрів кінематики можуть автоматично оновлюватися, що компенсує помилку, що виникає під час обертальних рухів у просторі. Такі вимірювання зазвичай проводяться під час введення в експлуатацію, у випадку обслуговування або в серійній продукції як безперервна перевірка стану машини.
«Ми хочемо, перш за все, забезпечити більшу стабільність у наших виробничих процесах і виявити, чи є причиною відхилень машини або інструменти. Це дозволяє уникнути багатьох проблем і втрат часу», - пояснює Вольфганг Еппле. «Крім того, протоколи вимірювань створюються безпосередньо в машині, так що всі вимірювання документуються і можуть бути перевірені. Наша мета - виробляти без участі людини 30-35 годин - без відхилень між деталями.»
Особливо вражені в Getsch+Hiller максимально можливими швидкостями старту, які дозволяє BLUM - адже вони виглядають небезпечно. Але з тастерами BLUM контроль за ломом на установках Brother і Fanuc значно швидший - до 2 м/хв можливі, що, в свою чергу, виплачується в реальному часі циклу.
Наразі дванадцять машин в Тюттлінгені автоматизовані, і фахівці з Getsch+Hiller працюють над тим, щоб обладнати решту роботами. «Моя мета - швидко в неділю вранці піти на фірму, заповнити магазини і з кількома вимірюваннями перевірити якість, адже я хочу швидко закінчити. Саме це мені пропонують вимірювальні системи BLUM», - підсумовує Вольфганг Еппле.
«Компанія виграє від надійних, автоматизованих процесів з найвищою якістю - адже в нашій галузі клієнт є королем, і якщо ми не надамо йому бажану якість, він знайде нового постачальника. BLUM забезпечує нам впевненість, що ми можемо одночасно працювати ефективно і з найвищою якістю.»



Контакт:


