


Getsch+Hiller Medizintechnik GmbH'de işleme makineleri ve aksesuarlar için kalite talepleri son derece yüksektir. Bu nedenle Tuttlingen merkezli şirketin medikal alet üretiminde Blum-Novotest'in iş parçası ölçüm cihazları ve alet ölçüm cihazları önemli bir rol oynamaktadır.

Wolfgang Epple, freze bölümünün müdürü, "Vücudun ve tıbbın en çeşitli alanları için aletler üretiyoruz, bunlar arasında doku örnekleri almak için makaslar, penseler, matkaplar ve biyopsi kaşıkları bulunmaktadır. Müşterilerimiz bizden en yüksek kaliteyi bekliyor, sonuçta ürünlerimizle insan üzerinde çalışıyorlar" diyerek üretim alanındaki yoğun işleme merkezlerini gösteriyor. 21 freze makinesinin çoğu Fanuc'un Robodrill sistemleridir, ayrıca Brother ve Haas'tan birkaç makine bulunmaktadır.
Ayrıca Getsch+Hiller'de dokuz uzun torna tezgahı çalışmaktadır, bu makinelerin çoğu yükleme ve boşaltma otomasyonu ile donatılmıştır.
Şirketin ürettiği ürünler genellikle müşteri siparişi üzerine geliştirilmekte ve üretilmekte, ayrıca toptancılar aracılığıyla satılmaktadır. Bu süreçte Getsch+Hiller adı ürünlerde sıkça görünmemektedir. Birçok ürün çok benzer olup, farklı müşteriler benzer ama aynı olmayan aletleri Tuttlingen'de ürettirmektedir. Parça sayıları tek parçadan küçük serilere kadar değişmektedir, bir müşteri haftada 200 penselerle de tedarik edilmektedir.
Yeni ürünlerin ortaya çıkması, iç geliştirmeler ile müşterilerin fikirleri, önerileri ve talepleri arasında sürekli bir diyalogun sonucudur. "Kendi mühendislerimiz bu fikirler temelinde ürünler geliştiriyor veya müşterinin optimizasyonlarını hayata geçiriyorlar", diyor.
CNC programlamamız da çok önemlidir, çünkü parçaların verimli bir şekilde üretilmesi, şirket başarımızın temelidir" diye vurguluyor Wolfgang Epple. "Montaj departmanımız parçaları yüksek hassasiyetli aletler haline getiriyor. Üretimde genellikle paslanmaz çelik işliyoruz, bazı aletlerin ise plastik veya alüminyumdan yapılmış sapları veya diğer bileşenleri bulunmaktadır."
Birinci sınıf kalitede ürünlerin üretilmesi, Getsch+Hiller'in üretiminde en yüksek talepleri ortaya koymaktadır. Parçalar frezelenmeden sonra robotla elektropolize edilir ve ardından kısmen siyah kaplama yapılır. Mikro düzeyde en küçük renk değişimi veya diğer yüzey hataları tespit edilirse, müşteri tüm teslimatı reddeder. Sürekli düşük toleranslar ve en yüksek yüzey kaliteleri, parlatma ve kaplama sırasında optimal sonuçlar elde edebilmek için freze üretiminde bir zorunluluktur. İki ila üç yıl boyunca süreç optimize edilmiştir, şimdi Tuttlingen'de stabil bir üretim yapılmaktadır.
Aynı zamanda makinelerin 24 saat ve hafta sonları çalışması gerekiyor, böylece gerekli parça sayısına ulaşılabiliyor" diye ekliyor Wolfgang Epple. "Bu nedenle makineler genellikle bir robotla donatılmıştır, bu robot ham parçaları bir tepsi deposundan makineye yerleştirir ve bitmiş parçaları tekrar tepsideki tutuculara bırakır." Birçok makine bir robot ve 20 tepsiden oluşan bir depoyu paylaşmaktadır.
Mümkün olduğunca uzun insansız çalışma, kesintisiz üretim ve en yüksek hassasiyet gerektiren bir üretim için otomatik kalite kontrol ve süreç izleme şarttır. Getsch+Hiller, Fanuc makinelerinde BLUM'un TC52 mil ölçüm cihazı ve ZX-Speed IR alet ölçüm cihazını kullanmakta, ayrıca Brother işleme merkezlerinde Z-Nano alet ölçüm cihazları bulunmaktadır.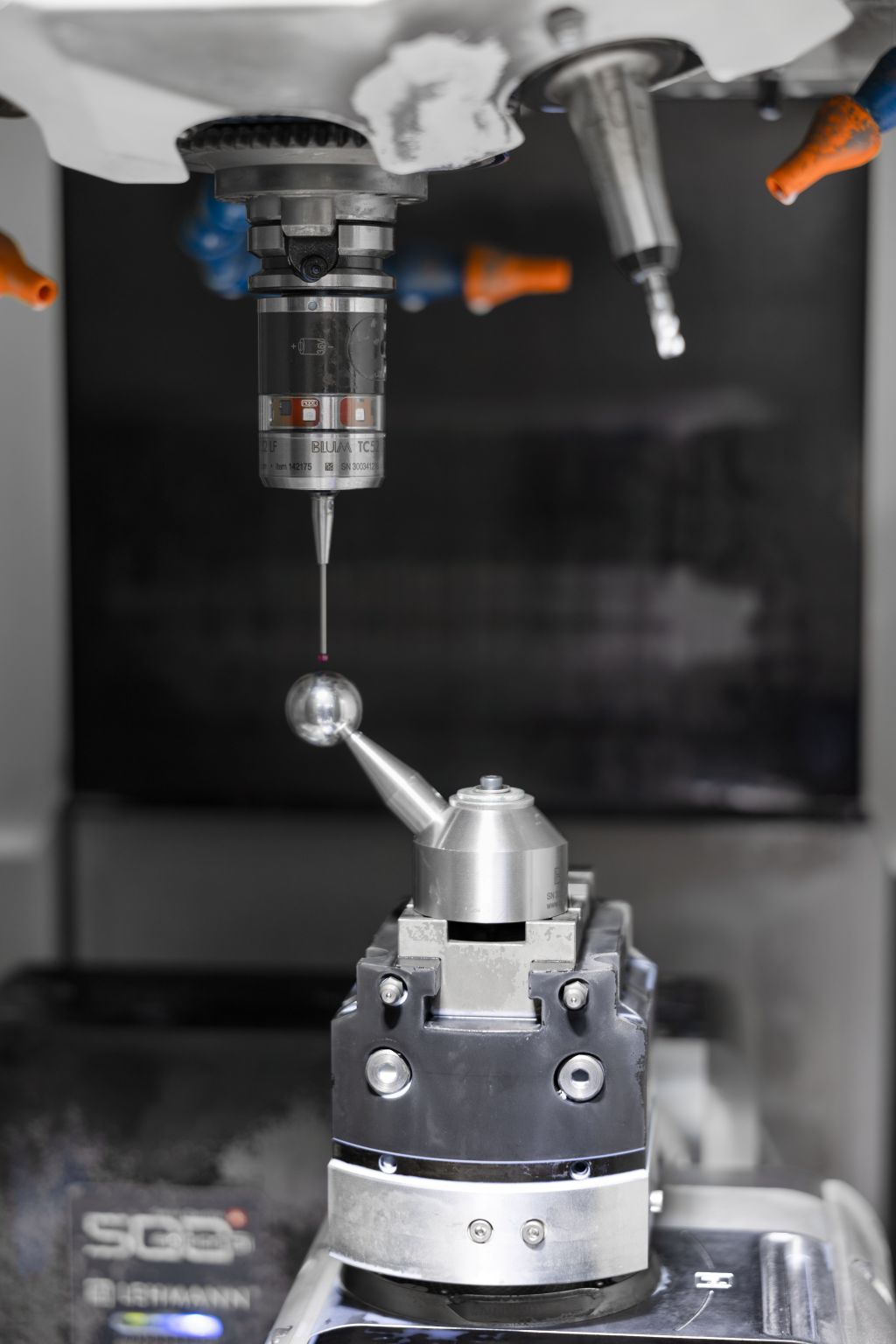
Alet ölçüm cihazları esas olarak kırılma ve aşınma kontrolü için kullanılmaktadır, ZX-Speed IR ölçüm cihazı yalnızca dikey Z ekseninde değil - daha küçük Z-Nano gibi - aynı zamanda yatay eksende de ölçüm yapabilir. "Bu sayede alet uzunluğu ölçülebilir - ve böylece kırılma tespit edilebilir - ölçüm cihazı yukarıdan aksiyel olarak yaklaşarak", diyor Blum-Novotest'ten satış mühendisi Erhard Strobel. "Ayrıca, çap, yan taraftan radial ölçüm ile ölçülebilir, örneğin aşınmayı tespit etmek için."
Kırılma kontrolü çok önemlidir, aletler her işleme adımından sonra ölçülmektedir. Böylece bir sonraki alet, bir alet kırılması nedeniyle tamamlanmamış bir iş parçasına girmediği ve aynı şekilde kırılmadığı garanti edilir. Bir alet kırıldığında, arızalı iş parçası dışarı atılır ve - mümkünse - bir kardeş alet ile işlenir. Makinede yedek yoksa, işleme durur ve operatör bilgilendirilir.
TC52 ölçüm cihazları esas olarak işleme sırasında kullanılmaktadır. Müşteriler için penselerin genişliği çok dar toleranslarla belirlenmiştir, çünkü sonraki manuel yüzey zımparalama bir robot tarafından gerçekleştirilmektedir. "Sürekli sonuçlar elde etmek için burada yüksek ölçü hassasiyeti gereklidir", diyor Wolfgang Epple. "İlk işlenmiş yüzey ölçülerek işleme koordinat sistemi ölçüme göre ayarlanır, böylece bir serideki penselerin arasındaki sapma iki yüzdelik milimetreden daha az bir seviyeye indirilebilir."
İşleme sırasında tipik ölçüm görevlerinin yanı sıra, örneğin ham parçanın sıfır noktasının belirlenmesi, TC52 ölçüm cihazları BLUM yazılımı KinematicsPerfect ile de kullanılmaktadır. Bu yazılım, 4 ve 5 eksenli alet makinelerinde döner eksenlerin ölçülmesini ve analiz edilmesini sağlar. Kalibrasyon topu üzerindeki ölçümlerle yazılım, eksenlerin hizalanma ve konumlandırma doğruluğunu, mekanik şekil sapmalarını ve olası yatak hasarlarını tespit eder.
Hatalı makine ayarları, çarpışmalar veya aşınma nedeniyle makine sorunları, ölçümler temelinde hızlı ve güvenilir bir şekilde tespit edilebilir. Bu süreçte, sağlanan ölçüm döngüleri yardımıyla önceden tanımlanmış noktalar farklı temas noktalarında ölçülür ve uzaydaki sapma hesaplanır. Değerler kullanılarak kinematik parametre tabloları otomatik olarak güncellenebilir, bu da döner hareketler sırasında oluşan uzaydaki hatayı telafi eder. Bu tür ölçümler tipik olarak devreye alma, servis durumunda veya seri üretimde makine durumunun sürekli kontrolü olarak yapılmaktadır.
"Öncelikle üretim süreçlerimizde daha fazla tutarlılık sağlamak ve sapmalar olduğunda makine veya aletlerin sorumlu olup olmadığını tespit etmek istiyoruz. Bu sayede birçok sorun ve zaman kaybı önlenebilir," diyor Wolfgang Epple. "Ayrıca, ölçüm protokolleri doğrudan makinede oluşturuluyor, böylece tüm ölçümler belgeleniyor ve izlenebilir hale geliyor. Amacımız, parçalar arasında sapma olmadan 30 ila 35 saat insansız üretim yapabilmek."
Getsch+Hiller'de, BLUM'un izin verdiği maksimum giriş hızlarından etkileniyorlar - zira bunlar oldukça heyecan verici görünüyor. Ancak BLUM prob sistemleri ile Brother ve Fanuc makinelerinde kırılma kontrolü çok daha hızlı - dakikada 2 m'ye kadar hızlar mümkün - bu da döngü süresinde gerçek bir kazanç sağlıyor.
Şu anda Tuttlingen'de on iki makine otomatikleştirilmiş durumda ve Getsch+Hiller uzmanları geri kalanını robotlarla donatmak için çalışıyor. "Pazar sabahı hızlıca şirkete gidip, dergileri doldurmak ve birkaç ölçümle kaliteyi kontrol etmek istiyorum, çünkü hızlı bir şekilde bitirmek istiyorum. İşte bu, bana BLUM'un ölçüm sistemleri sunuyor," diyor Wolfgang Epple.
"Şirket, en yüksek kalitede güvenilir, otomatik süreçlerden faydalanıyor - sonuçta sektörümüzde müşteri kraldır ve eğer ona istediği kaliteyi sunamazsak, yeni bir tedarikçi arar. BLUM, burada hem verimli hem de en yüksek kalitede üretim yapmamız için bize güvence veriyor."



İletişim:


