


La Getsch+Hiller Medizintechnik GmbH, cerințele de calitate pentru mașinile de prelucrare și accesoriile acestora sunt extrem de ridicate. Prin urmare, la compania din Tuttlingen, sondele de măsurare a pieselor și sondele de unelte de la Blum-Novotest joacă un rol important în fabricarea instrumentelor medicale.

„Fabricăm instrumente pentru cele mai diverse domenii ale corpului și medicinei, inclusiv foarfece, clești, burghie și linguri de biopsie pentru prelevarea de probe de țesut. Clienții noștri așteaptă cea mai înaltă calitate de la noi, deoarece lucrează cu produsele noastre pe și în corpul uman“, subliniază Wolfgang Epple, șeful departamentului de frezare, în timp ce ne conduce prin centrele de prelucrare înghesuite din fabricație. Cele mai multe dintre cele 21 de mașini de frezat sunt instalații Robodrill de la Fanuc, la care se adaugă câteva mașini de la Brother și Haas.
În plus, la Getsch+Hiller funcționează nouă mașini de strunjire lungă, majoritatea acestor instalații fiind echipate cu automatizări pentru încărcare și descărcare.
Produsele pe care compania le fabrică sunt dezvoltate și fabricate în principal la comanda clienților și sunt distribuite prin intermediul distribuitorilor. Numele Getsch+Hiller apare adesea pe produse. Multe produse sunt foarte asemănătoare, deoarece diferiți clienți își fac fabricarea instrumentelor comparabile, dar nu identice, în Tuttlingen. Cantitățile variază între piese unice și serii mici, un client fiind, de asemenea, livrat cu 200 de clești pe săptămână.
Crearea de noi produse este rezultatul unui dialog continuu între dezvoltările interne și ideile, sugestiile și cerințele clienților. „Inginerii noștri interni dezvoltă produse pe baza acestor idei sau implementează optimizări ale clientului.
„Programarea noastră CNC este de asemenea foarte importantă, deoarece fabricarea eficientă a componentelor este baza succesului nostru de afaceri“, subliniază Wolfgang Epple. „Departamentul nostru de asamblare combină apoi componentele în instrumente de înaltă precizie. În fabricație, prelucrăm în principal oțel inoxidabil, deși unele instrumente au mânere sau alte componente din plastic sau aluminiu.“
Fabricarea produselor de calitate de vârf impune cele mai înalte cerințe în procesul de fabricație al Getsch+Hiller. Piesele sunt electropolițate de roboți după frezare și apoi parțial acoperite cu un strat negru. Dacă se observă cea mai mică decolorare sau alte defecte de suprafață la nivel microscopic, clientul respinge întreaga livrare. Toleranțe constant scăzute și cele mai înalte calități ale suprafeței sunt, așadar, o necesitate încă din procesul de frezare, pentru a obține rezultate optime în timpul electropolizării și acoperirii. Procesul a fost optimizat pe parcursul a doi până la trei ani, iar acum se fabrică stabil în Tuttlingen.
„În același timp, mașinile trebuie să funcționeze non-stop, inclusiv în weekend, pentru a atinge numărul necesar de piese“, completează Wolfgang Epple. „De aceea, instalațiile sunt în mare parte echipate cu un robot care plasează piese brute dintr-un magazin cu tăvi în mașină și așează piesele finite înapoi pe tavă în suporturi.“ Multe mașini împărtășesc un robot și un magazin cu 20 de tăvi.
Indispensabil pentru o astfel de producție, care necesită operare neîntreruptă și de lungă durată fără intervenția omului, precum și o producție fără întreruperi și cea mai înaltă precizie, este un control automatizat al calității și o monitorizare a procesului. Getsch+Hiller folosește în mașinile Fanuc sondele de măsurare a axului TC52 de la BLUM și sondele de măsurare a uneltelor ZX-Speed IR, iar în centrele de prelucrare Brother sunt instalate sonde de măsurare a uneltelor Z-Nano.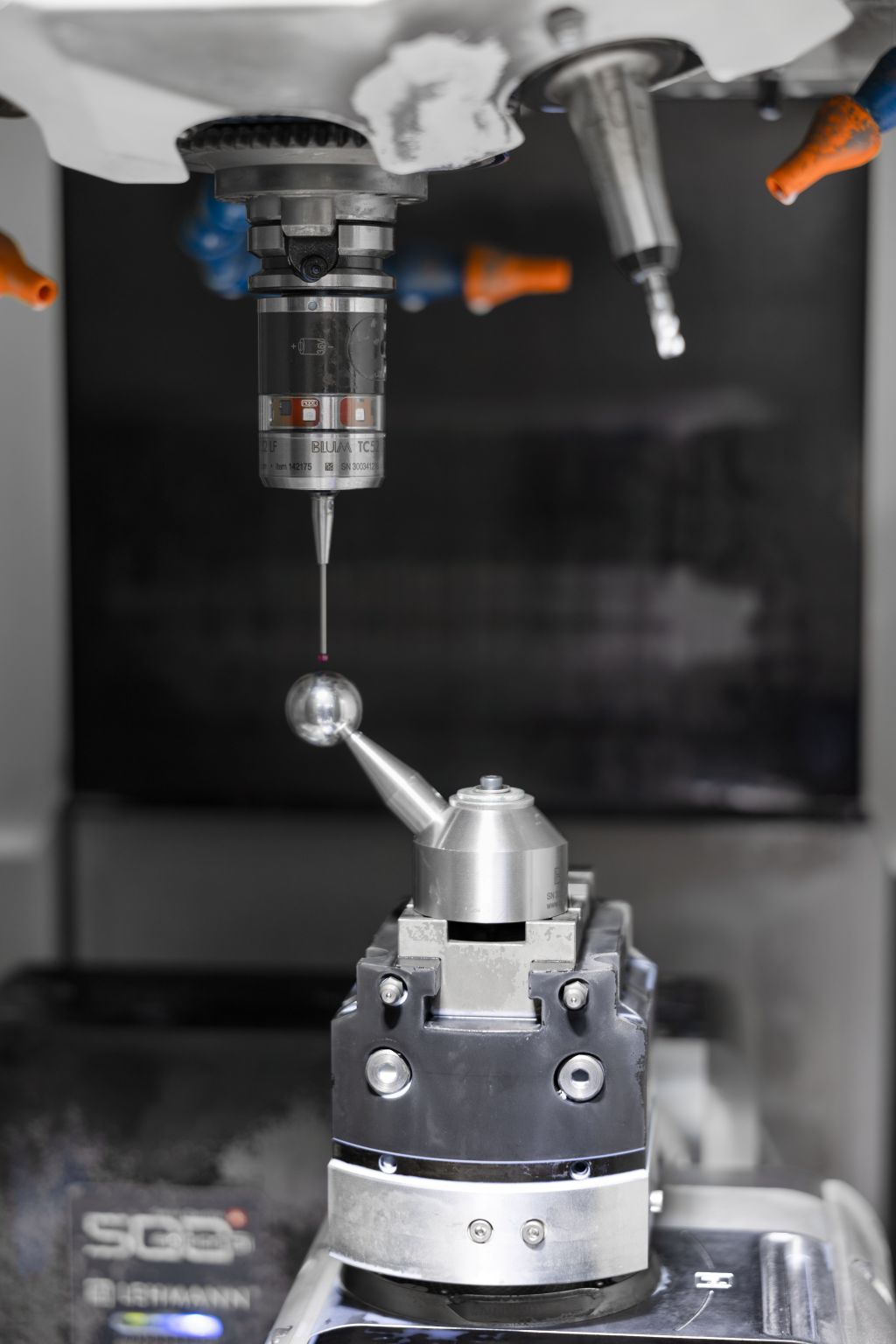
Senzorii de măsurare a uneltelor sunt utilizați în principal pentru controlul rupturii și uzurii, iar senzorul ZX-Speed IR poate fi atins nu doar pe axa verticală Z – așa cum se întâmplă cu senzorul mai mic Z-Nano – ci și pe axa orizontală. „Astfel, pe de o parte, se poate măsura lungimea uneltei – și astfel se poate detecta o ruptură – prin apropierea axială a senzorului din partea de sus”, raportează Erhard Strobel, tehnician de vânzări la Blum-Novotest. „Pe de altă parte, diametrul poate fi măsurat prin atingerea radială din lateral, de exemplu, pentru a detecta uzura.”
Controlul rupturii este foarte important, uneltele sunt măsurate după fiecare etapă de prelucrare. Astfel se previne ca următoarea unealtă să intre într-un piesă care nu a fost prelucrată din cauza unei rupturi a uneltei și să se strice și ea. După o ruptură a uneltei, piesa defectă este scoasă din proces și – dacă este posibil – următoarea piesă este prelucrată cu o unealtă de rezervă. Dacă nu există un înlocuitor disponibil în mașină, prelucrarea se oprește și operatorul este informat.
Tastatorii TC52 sunt utilizați în principal în timpul prelucrării. Astfel, la clești pentru clienți, lățimea cleștelui este dotată cu toleranțe foarte strânse, deoarece șlefuirea manuală a suprafeței ulterioare este efectuată de un robot. „Pentru a obține rezultate constante, este necesară o mare precizie dimensională”, explică Wolfgang Epple. „Prin măsurarea primei fețe prelucrate și ajustarea sistemului de coordonate al prelucrării în funcție de măsurare, deviația dintre clești dintr-o serie poate fi redusă la sub două sutimi de milimetru.”
Pe lângă sarcinile tipice de măsurare în timpul prelucrării, cum ar fi determinarea punctului zero al piesei brute, sondele de măsurare TC52 sunt utilizate și cu software-ul KinematicsPerfect de la BLUM. Software-ul permite măsurarea și analiza axelor de rotație la mașinile-unelte cu 4 și 5 axe. Prin intermediul măsurătorilor efectuate pe o bilă de calibrare, software-ul recunoaște precizia de aliniere și poziționare a axelor, precum și abaterile de formă mecanică și eventualele defecte ale rulmenților.
Problemele mașinilor cauzate de setări incorecte, coliziuni sau uzură pot fi detectate rapid și fiabil pe baza măsurătorilor. În acest proces, cu ajutorul ciclurilor de măsurare furnizate, se accesează puncte definite anterior sub diferite condiții de contact și se calculează abaterile în spațiu. Pe baza valorilor, tabelele de parametrii cinematici pot fi actualizate automat, compensând astfel eroarea care apare în timpul mișcărilor de rotire. Astfel de măsurători sunt efectuate de obicei la punerea în funcțiune, în cazul serviciului sau în producția de serie ca o verificare continuă a stării mașinii.
„Vrem în principal să aducem mai multă constanță în procesele noastre de fabricație și să recunoaștem, în cazul abaterilor, dacă mașina sau uneltele sunt responsabile. Astfel, multe probleme și pierderi de timp pot fi evitate”, explică Wolfgang Epple. „În plus, protocoalele de măsurare sunt create direct în mașină, astfel încât toate măsurătorile sunt documentate și ușor de urmărit. Obiectivul nostru este să putem fabrica fără operator între 30 și 35 de ore – fără abateri între piese.”
În special, cei de la Getsch+Hiller sunt impresionați de vitezele maxime de pornire permise de BLUM – mai ales că acestea par a fi amețitoare. Dar cu sondele BLUM, controlul rupturilor pe mașinile Brother și Fanuc este mult mai rapid – sunt posibile viteze de până la 2 m/min – ceea ce se traduce în economii reale de timp în ciclul de producție.
În prezent, douăsprezece mașini din Tuttlingen sunt automatizate, iar specialiștii de la Getsch+Hiller lucrează pentru a echipa și restul cu roboți. „Obiectivul meu este să merg rapid duminica dimineața la firmă, să umplu magazinele și să controlez calitatea cu câteva măsurători, pentru că vreau să termin repede. Exact asta îmi oferă sistemele de măsurare de la BLUM”, rezumă Wolfgang Epple.
„Firma beneficiază de procese automate de încredere cu cea mai înaltă calitate – până la urmă, în industria noastră clientul este rege, iar dacă nu îi oferim calitatea dorită, își va căuta un nou furnizor. BLUM ne oferă siguranța că putem produce eficient și cu cea mai înaltă calitate.”



Contact:


