


Presso Getsch+Hiller Medizintechnik GmbH, le aspettative di qualità per le macchine utensili e gli accessori sono estremamente elevate. Pertanto, i misuratori di pezzi e i misuratori di utensili di Blum-Novotest giocano un ruolo importante nella produzione di strumenti medici.

„Produciamo strumenti per le più diverse aree del corpo e della medicina, tra cui forbici, pinze, trapani e cucchiai per biopsie per il prelievo di campioni di tessuto. I nostri clienti si aspettano la massima qualità da noi, poiché lavorano con i nostri prodotti sull'uomo e all'interno di esso“, sottolinea Wolfgang Epple, responsabile del reparto fresatura, mentre guida attraverso i centri di lavorazione affollati nella produzione. La maggior parte delle 21 fresatrici sono impianti Robodrill di Fanuc, a cui si aggiungono alcune macchine di Brother e Haas.
Inoltre, presso Getsch+Hiller operano nove torni a lungo raggio, la maggior parte di questi impianti è dotata di automazione per il carico e lo scarico.
I prodotti realizzati dall'azienda sono principalmente sviluppati e prodotti su richiesta del cliente e distribuiti tramite grossisti. Spesso il nome Getsch+Hiller non appare sui prodotti. Molti prodotti sono molto simili, poiché diversi clienti fanno realizzare strumenti comparabili, ma non identici, a Tuttlingen. Le quantità variano tra pezzi singoli e piccole serie, un cliente viene anche rifornito con 200 pinze a settimana.
La creazione di nuovi prodotti è il risultato di un dialogo continuo tra gli sviluppi interni e le idee, suggerimenti e requisiti dei clienti. „I nostri progettisti interni sviluppano prodotti sulla base di queste idee o implementano ottimizzazioni richieste dai clienti.
È molto importante anche la nostra programmazione CNC, poiché la produzione efficiente dei componenti è la base del nostro successo aziendale“, sottolinea Wolfgang Epple. „Il nostro reparto montaggio assembla i componenti in strumenti di alta precisione. Nella produzione lavoriamo principalmente acciaio inossidabile, sebbene alcuni strumenti abbiano manici o altri componenti in plastica o alluminio.“
La produzione di prodotti di qualità superiore pone le massime esigenze sulla produzione di Getsch+Hiller. I pezzi vengono elettropoliti da robot dopo la fresatura e successivamente parzialmente rivestiti di nero. Se anche la più piccola colorazione o altri difetti superficiali nel microambito sono visibili, il cliente rifiuta l'intera consegna. Tolleranze costantemente basse e la massima qualità superficiale sono quindi già un must nella produzione di fresatura, affinché si possano ottenere risultati ottimali durante la lucidatura e la rivestitura. Il processo è stato ottimizzato nel corso di due o tre anni, ora si produce in modo stabile a Tuttlingen.
„Allo stesso tempo, le macchine devono funzionare 24 ore su 24 e nei fine settimana, affinché si raggiungano le quantità richieste“, aggiunge Wolfgang Epple. „Per questo motivo, gli impianti sono per lo più dotati di un robot che carica i pezzi grezzi da un magazzino a vassoio nella macchina e ripone i pezzi finiti di nuovo nel vassoio negli appositi supporti.“ Molte macchine condividono un robot e un magazzino con 20 vassoi.
Indispensabile per una produzione di questo tipo, che richiede un funzionamento il più possibile senza operatori, una produzione ininterrotta e la massima precisione, è un controllo qualità automatizzato e un monitoraggio dei processi. Getsch+Hiller utilizza a tal fine nei macchinari Fanuc il misuratore di spindolo TC52 di BLUM e il misuratore di utensili ZX-Speed IR, inoltre nei centri di lavorazione Brother sono installati misuratori di utensili Z-Nano.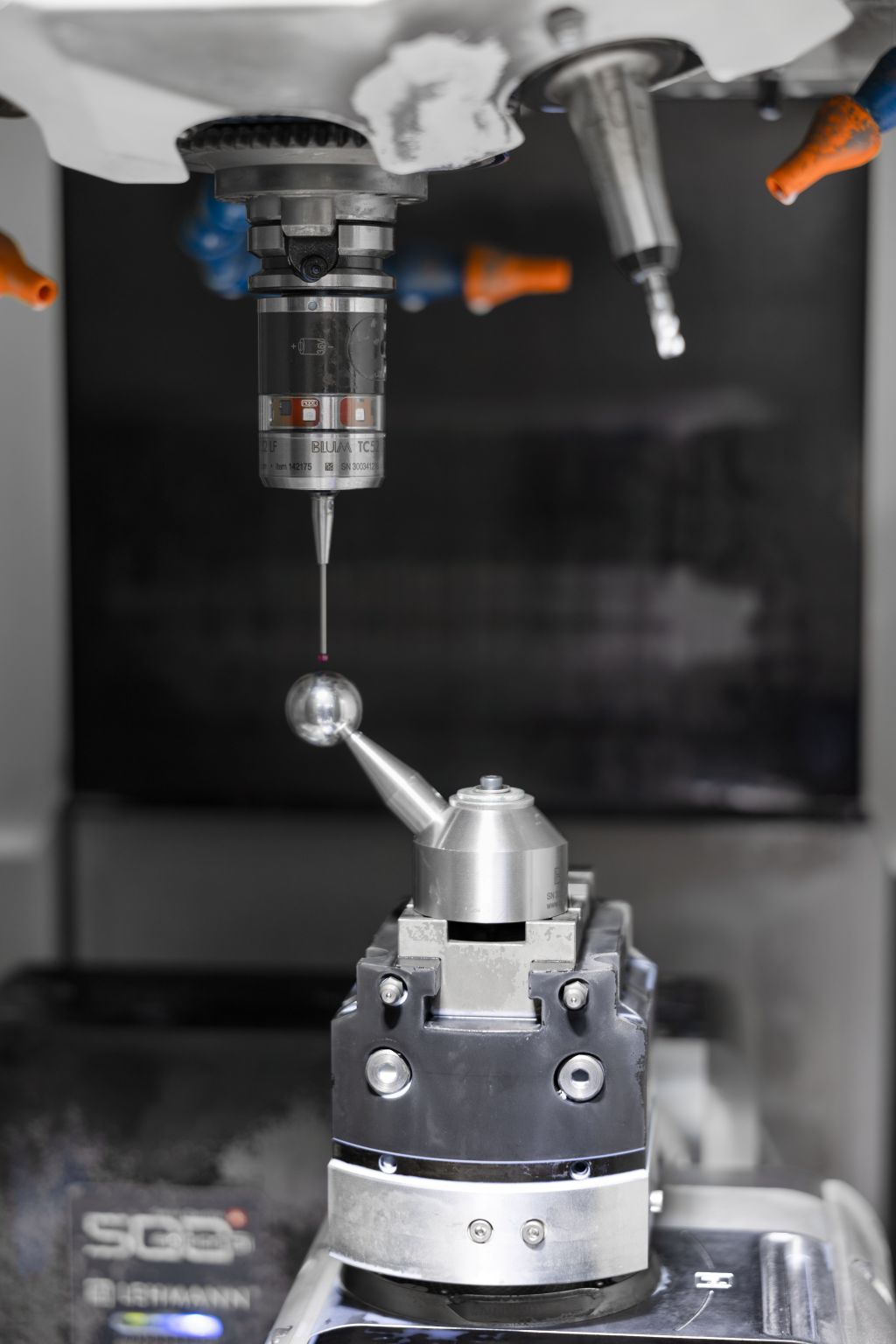
I misuratori di utensili vengono utilizzati principalmente per il controllo delle rotture e dell'usura, dove il misuratore ZX-Speed IR può essere attivato non solo nell'asse Z verticale – come il più piccolo Z-Nano – ma anche nell'asse orizzontale. „In questo modo è possibile misurare la lunghezza dell'utensile – e quindi rilevare la rottura – facendo avvicinare il misuratore assialmente dall'alto“, riferisce Erhard Strobel, tecnico delle vendite di Blum-Novotest. „D'altra parte, il diametro può essere misurato toccando radialmente di lato, ad esempio per rilevare l'usura.“
Il controllo delle rotture è molto importante, gli utensili vengono misurati dopo ogni fase di lavorazione. In questo modo si evita che il prossimo utensile entri in un pezzo non completato a causa di una rottura dell'utensile e si rompa anch'esso. Dopo una rottura dell'utensile, il pezzo difettoso viene espulso e – se possibile – il prossimo pezzo viene lavorato con un utensile gemello. Se non è disponibile un ricambio nella macchina, la lavorazione si ferma e l'operatore viene informato.
I misuratori TC52 vengono utilizzati principalmente durante la lavorazione. Così, le pinze per i clienti hanno una larghezza molto precisa con tolleranze molto strette, poiché la successiva levigatura manuale della superficie viene eseguita da un robot. „Per ottenere risultati costanti, è richiesta qui una grande precisione“, spiega Wolfgang Epple. „Misurando il primo lato lavorato e adattando il sistema di coordinate della lavorazione di conseguenza alla misurazione, si può ridurre la deviazione tra le pinze di una serie a meno di due centesimi di millimetro.
Oltre ai tipici compiti di misurazione durante la lavorazione, ad esempio la rilevazione del punto zero del pezzo grezzo, i misuratori TC52 vengono utilizzati anche con il software KinematicsPerfect di BLUM. Il software consente di misurare e analizzare gli assi rotanti su macchine utensili a 4 e 5 assi. Utilizzando misurazioni su una sfera di calibrazione, il software riconosce la precisione di allineamento e posizionamento degli assi, nonché deviazioni meccaniche e eventuali danni ai cuscinetti.
I problemi delle macchine dovuti a impostazioni errate, collisioni o usura possono essere rapidamente e affidabilmente identificati sulla base delle misurazioni. Vengono utilizzati i cicli di misurazione forniti per avvicinarsi a punti precedentemente definiti sotto diverse condizioni di contatto e calcolare la deviazione nello spazio. Sulla base dei valori, le tabelle dei parametri cinematici possono essere aggiornate automaticamente, compensando così l'errore nello spazio che si verifica durante i movimenti di inclinazione. Tali misurazioni vengono tipicamente eseguite all'avvio, in caso di servizio o nella produzione in serie come controllo continuo dello stato della macchina.
„Vogliamo soprattutto portare maggiore costanza nei nostri processi produttivi e, in caso di deviazioni, riconoscere se sono le macchine o gli utensili a essere responsabili. In questo modo si possono evitare molti problemi e perdite di tempo“, spiega Wolfgang Epple. „Inoltre, i protocolli di misurazione vengono creati direttamente nella macchina, in modo che tutte le misurazioni siano documentate e tracciabili. Il nostro obiettivo è di poter produrre senza operatori per 30-35 ore – senza deviazioni tra i pezzi.“
Particolarmente impressionati sono da Getsch+Hiller dalle velocità massime di avviamento consentite da BLUM – soprattutto perché sembrano vertiginose. Ma con i tastatori BLUM, il controllo delle rotture sulle macchine Brother e Fanuc è notevolmente più veloce – fino a 2 m/min sono possibili – il che si traduce in un reale guadagno nei tempi di ciclo.
Attualmente, dodici macchine a Tuttlingen sono automatizzate e gli specialisti di Getsch+Hiller stanno lavorando per dotare anche il resto di robot. „Il mio obiettivo è di andare velocemente in azienda la domenica mattina, riempire i magazzini e controllare la qualità con alcune misurazioni, perché voglio finire in fretta. Esattamente questo mi offrono i sistemi di misurazione di BLUM“, riassume Wolfgang Epple.
„L'azienda beneficia di processi automatizzati affidabili con la massima qualità – dopotutto, nel nostro settore il cliente è re, e se non gli forniamo la qualità desiderata, cerca un nuovo fornitore. BLUM ci offre qui sicurezza, che possiamo produrre in modo efficiente e con la massima qualità contemporaneamente.“



Contatto:


